一种催化裂化粗汽油加氢精制工艺的制作方法
[0001]
本发明属于石油化工技术领域,具体涉及一种催化裂化粗汽油加氢精制工艺。
背景技术:
[0002]
催化裂化是石油馏分二次加工的主要方法之一,是在高温和催化剂的作用下,使重质馏分油发生裂化反应,转变为柴油、汽油和气体的过程。它由反应再生、主分馏、吸收稳定和烟气能量回收四部分组成。其吸收稳定的功能是将出自主分馏塔的富气和粗汽油转化成合格产品,包括富气压缩机、凝缩油罐、吸收塔、再吸收塔、解吸塔和稳定塔等六个主要单元。其中,再吸收塔的作用是利用柴油二次吸附吸收塔顶气,以得到≥c3组分含量≤3%mol的产品干气;稳定塔的作用是精馏来自解吸塔底的脱乙烷汽油,以在塔顶得到c5含量≤1%mol的液态烃(liquefied petroleum gas,lpg)产品,和在塔底得到蒸汽压合格的稳定汽油产品。
[0003]
稳定汽油是催化裂化的主要产品,据悉全国大部分的汽油是催化裂化稳定汽油。但由于富含硫、氮、烯烃、芳烃等,它不能直接做产品,还需加氢精制。故常规工艺是将出自催化裂化装置的稳定汽油送加氢精制装置,在一定温度和催化剂的作用下,经固定床加氢反应器脱除其硫、氮等杂质,并使烯烃、芳烃含量合格。随后反应生成油进汽提塔(也称稳定塔),在脱除h2s、nh3等加氢过程形成的酸性组分及≤c4馏分后,送分馏单元得到轻、重汽油。问题出来了,既然加氢精制装置也有脱除≤c4馏分的功能,那么它能否直接加工粗汽油呢?如此上游催化吸收稳定系统就将只处理富气,负荷和能耗将大大降低。本发明正是基于这种考虑提出来的。
技术实现要素:
[0004]
为解决现有催化裂化装置和催化稳定汽油加氢精制装置因孤立设计,导致稳定汽油重复分馏,吸收稳定系统处理量大、能耗高的缺点,本发明提供了一种催化裂化粗汽油加氢精制工艺,核心是整合汽油稳定,将催化粗汽油直接送加氢精制。
[0005]
本发明目的通过以下技术方案实现:
[0006]
一种催化裂化粗汽油加氢精制工艺,在原有催化裂化装置及汽油加氢精制装置的工艺流程上作如下改进:
[0007]
将主分馏塔塔顶粗汽油由原来的进吸收塔,改为直接进催化汽油加氢精制装置,其它管线流程不变。
[0008]
进一步地,所述一种催化裂化粗汽油加氢精制工艺的流程具体如下:
[0009]
来自反应单元的反应油气进入主分馏塔1的人字挡板下部,自下而上与从人字挡板上方下流的循环油浆逆流接触,被洗涤和脱过热后进入分馏部分,经分馏依次得到回炼油、柴油、粗汽油和气体,过剩热则由塔顶冷却系统、顶循环回流、一中段回流和油浆循环回流取走;
[0010]
主分馏塔1塔顶气体经分馏塔顶油气-热水换热器2、空气冷却器3、循环水冷却器4
冷至约40℃,进入气液分离罐5,分出不凝气和凝结粗汽油,不凝气进富气压缩机6/1压缩后,与汽提塔38塔顶气混合,经压缩机一级出口循环水冷却器10冷却,送至压缩机一级出口气液分离罐11,分出不凝汽和罐底油,不凝汽经富气压缩机6/2压缩至1.3mpag,与解吸塔19塔顶气混合,经空气冷却器13冷却后,与经吸底油泵18泵入的吸收塔17塔底油、罐底油泵12泵入的压缩机一级出口气液分离罐11罐底油混合,经循环水冷却器14冷却后,40℃进凝缩油罐15;凝结粗汽油则经粗汽油泵7加压后送至汽油加氢精制装置的反应物-原料换热器44;
[0011]
侧线柴油从主分馏塔1第16层自流入柴油汽提塔8,汽提后由贫柴油泵9抽出,然后分成产品柴油和贫柴油,贫柴油进一步经冷却后送往再吸收塔36顶部;
[0012]
吸收塔17操作压力1.2mpag,从凝缩油罐15来的气体进入下部,从稳定塔24来的作为补充吸收剂的稳定汽油进入顶部,它们逆流接触,完成传质和传热,中间循环水冷却器则帮助实现热平衡;从吸收塔17塔顶出来的贫气送再吸收塔36底部,与贫柴油逆流接触,以吸收其携带的≥c3组分,产品干气从塔顶排出,塔底富柴油送进主分馏塔1;
[0013]
凝缩油自凝缩油罐15出来经解吸塔进料泵16加压后,经过凝缩油-稳定汽油换热器32与稳定汽油换热到50℃进解吸塔19上部,解吸塔塔底重沸器20和21分别由主分馏塔一中回流及1.0mpa蒸汽供热,解吸塔中间重沸器30由稳定汽油二次供热,解吸塔19塔底脱乙烷汽油经稳定塔进料泵22提压后,再经脱乙烷汽油-稳定汽油换热器23与稳定汽油换热后进入稳定塔24,稳定塔塔底重沸器29由主分馏塔二中回流供热,lpg轻组分从塔顶馏出,经稳定塔冷却器25冷凝冷却到40℃进入稳定塔顶气液分液罐26,液化气一部分经稳定塔顶回流泵27加压作为冷回流,一部分经液化气产品泵28加压送作为产品出装置;塔底稳定汽油则依次经脱乙烷汽油-稳定汽油换热器23、解吸塔中间重沸器30、除氧水换热器31、凝缩油-稳定汽油换热器32、空气冷却器33、循环水冷却器34冷却至40℃,经补充吸收剂泵35提压然后分成两路,一路作为补充吸收剂送吸收塔17,另一路作为原料稳定汽油送至汽油加氢精制装置;
[0014]
原料稳定汽油、自主分馏塔1来的粗汽油及外来氢气混合,依次进入反应物-原料换热器44、加氢精制原料加热炉43,换热升温后进入预加氢反应器37,生成的反应物经反应物-原料换热器44换热后进入汽提塔38,轻组分从塔顶馏出,经汽提塔冷却器39冷凝冷却后进入汽提塔顶气液分液罐40,分出不凝气和液体,不凝气通过管线直接送至压缩机一级出口循环水冷却器10,液体通过汽提塔顶回流泵41加压后作为冷回流,塔底产生精制汽油,汽提塔塔底重沸器42由1.0mpa蒸汽供热。
[0015]
与现有技术相比,本发明具有以下优点及有益效果:
[0016]
(1)粗汽油直接送加氢精制,故催化吸收稳定系统不加工粗汽油,只加工富气,处理量和能耗以及能耗品质将大幅度降低;
[0017]
(2)随粗汽油带入加氢精制装置的≤c4组分并不对加氢操作构成影响,它们将随h2s、nh3等酸性组分一起从汽提塔顶拔出,走原流程返催化回炼,从而保证了产品稳定汽油的质量;而产品lpg的质量继续由催化稳定塔保证;
[0018]
(3)随富气带入吸收稳定的少量汽油继续从稳定塔底馏出,换热后走原流程与粗汽油混合送加氢,因此不改变联合装置的物料平衡;
[0019]
(4)催化稳定塔生产稳定汽油的绝大部分功能被粗汽油直炼工艺巧妙的转移到了
加氢装置的汽提塔,从而避免了汽油重复蒸馏,这正是联合装置低能耗的关键原因,具备显著的创新意义。
附图说明
[0020]
图1为本发明对比例的工艺流程图(现有480万吨/年催化裂化装置和200万吨/年汽油加氢精制装置)。
[0021]
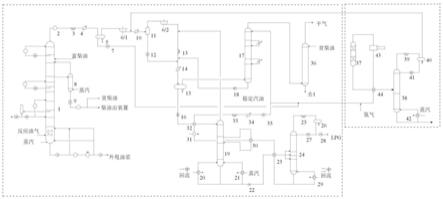
图2为本发明实施例的工艺流程图,图中编号说明如下:1-主分馏塔;2-分馏塔顶油气-热水换热器;3-空气冷却器;4-循环水冷却器;5-气液分离罐;6-富气压缩机(6/1和6/2);7-粗汽油泵;8-柴油汽提塔;9-贫柴油泵;10-压缩机一级出口循环水冷却器;11-压缩机一级出口气液分离罐;12-罐底油泵;13-空气冷却器;14-循环水冷却器;15-凝缩油罐;16-解吸塔进料泵;17-吸收塔;18-吸底油泵;19-解吸塔;20-解吸塔塔底重沸器;21-解吸塔塔底重沸器;22-稳定塔进料泵;23-脱乙烷汽油-稳定汽油换热器;24-稳定塔;25-稳定塔冷却器;26-稳定塔顶气液分离罐;27-稳定塔顶回流泵;28-液化气产品泵;29-稳定塔塔底重沸器;30-解吸塔中间重沸器;31-除氧水换热器;32-凝缩油-稳定汽油换热器;33-空气冷却器;34-循环水冷却器;35-补充吸收剂泵;36-再吸收塔;37-预加氢反应器;38-汽提塔;39-汽提塔冷却器;40-汽提塔顶气液分离罐;41-汽提塔顶回流泵;42-汽提塔塔底重沸器;43-加氢精制原料加热炉;44-反应物-原料换热器。
具体实施方式
[0022]
下面结合实施例和附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
[0023]
本发明实施例中未注明具体条件者,按照常规条件或者制造商建议的条件进行。所用未注明生产厂商者的原料、试剂等,均为可以通过市售购买获得的常规产品。
[0024]
对比例
[0025]
本对比例为现有催化裂化分馏和吸收稳定系统,其工艺流程图如图1所示。具体流程如下:
[0026]
来自反应单元的反应油气进入主分馏塔1的人字挡板下部,自下而上与从人字挡板上方下流的275℃循环油浆逆流接触,被洗涤和脱过热后进入分馏部分,经分馏依次得到回炼油、柴油、粗汽油和气体,过剩热则由塔顶冷却系统、顶循环回流、一中段回流和油浆循环回流取走;
[0027]
主分馏塔1塔顶气体经分馏塔顶油气-热水换热器2、空气冷却器3、循环水冷却器4冷至40℃,进入气液分离罐5,分出不凝气和凝结粗汽油,不凝气进富气压缩机6/1,与汽提塔38塔顶气混合后经压缩机一级出口循环水冷却器10冷却送入压缩机一级出口气液分离罐11,分出不凝汽和罐底油,不凝汽经富气压缩机6/2压缩至1.3mpag,再与解吸塔19塔顶气混合后经空气冷却器13冷却,与经吸底油泵18泵入的吸收塔17塔底油、罐底油泵12泵入的压缩机一级出口气液分离罐11罐底油混合后经循环水冷却器14冷却,40℃进凝缩油罐15,凝结粗汽油则经粗汽油泵7加压后送往吸收塔17;
[0028]
侧线柴油从主分馏塔1第16层自流入柴油汽提塔8,汽提后由贫柴油泵9抽出,然后分成产品柴油和贫柴油,贫柴油进一步经冷却后送往再吸收塔36顶部;
[0029]
吸收塔17操作压力1.2mpag,从凝缩油罐15来的气体进入下部,从稳定塔来的作为补充吸收剂的稳定汽油进入顶部,它们逆流接触,完成传质和传热,中间循环水冷却器则帮助实现热平衡;从吸收塔17塔顶出来的贫气送再吸收塔36底部,与贫柴油逆流接触,以吸收其携带的≥c3组分,产品干气从塔顶排出,塔底富柴油送进主分馏塔1;
[0030]
凝缩油自凝缩油罐15出来经解吸塔进料泵16加压后,经过凝缩油-稳定汽油换热器32与稳定汽油换热到50℃进解吸塔19上部,解吸塔塔底重沸器20和21分别由主分馏塔一中回流及1.0mpa蒸汽供热,解吸塔中间重沸器30由稳定汽油二次供热,解吸塔19塔底脱乙烷汽油经稳定塔进料泵22提压后,再经脱乙烷汽油-稳定汽油换热器23与稳定汽油换热后进入稳定塔24,稳定塔塔底重沸器29由主分流塔二中回流供热,lpg轻组分从塔顶馏出,经稳定塔冷却器25冷凝冷却到40℃进入稳定塔顶气液分液罐26,液化气一部分经稳定塔顶回流泵27加压作为冷回流,一部分经液化气产品泵28加压送作为产品出装置;塔底稳定汽油则依次经脱乙烷汽油-稳定汽油换热器23、解吸塔中间重沸器30、除氧水换热器31、凝缩油-稳定汽油换热器32、空气冷却器33,循环水冷却器34冷却至40℃,经补充吸收剂泵35提压然后分成两路,一路作为补充吸收剂送吸收塔17,另一路作为原料稳定汽油送至汽油加氢装置;
[0031]
原料稳定汽油与外来氢气混合,依次进入反应物-原料换热器44、加氢精制原料加热炉43,换热升温后进入预加氢反应器37,生成的反应物经反应物-原料换热器44换热后进入汽提塔38,轻组分从塔顶馏出,经汽提塔冷却器39冷凝冷却后进入汽提塔顶气液分液罐40,分出不凝气和液体,不凝气通过管线直接送至压缩机一级出口循环水冷却器10,液体通过汽提塔顶回流泵41加压后作为冷回流,塔底产生汽油,汽提塔塔底重沸器42由1.0mpa蒸汽供热。
[0032]
实施例
[0033]
本实施例一种催化裂化装置和汽油加氢装置联合节能工艺流程,在原有催化裂化装置及工艺流程上作如下改进:
[0034]
将主分馏塔塔顶的粗汽油由原来的进吸收塔,改为直接送至汽油加氢装置,其它管线流程不变。
[0035]
其工艺流程图如图2所示,具体工艺流程如下:
[0036]
来自反应单元的反应油气进入主分馏塔1的人字挡板下部,自下而上与从人字挡板上方下流的循环油浆逆流接触,被洗涤和脱过热后进入分馏部分,经分馏依次得到回炼油、柴油、粗汽油和气体,过剩热则由塔顶冷却系统、顶循环回流、一中段回流和油浆循环回流取走;
[0037]
主分馏塔1塔顶气体经分馏塔顶油气-热水换热器2、空气冷却器3、循环水冷却器4冷至约40℃,进入气液分离罐5,分出不凝气和凝结粗汽油,不凝气进富气压缩机6/1压缩后,与汽提塔38塔顶气混合,经压缩机一级出口循环水冷却器10冷却,送至压缩机一级出口气液分离罐11,分出不凝汽和罐底油,不凝汽经富气压缩机6/2压缩至1.3mpag,与解吸塔19塔顶气混合,经空气冷却器13冷却后,与经吸底油泵18泵入的吸收塔17塔底油、罐底油泵12泵入的压缩机一级出口气液分离罐11罐底油混合,经循环水冷却器14冷却后,40℃进凝缩油罐15;凝结粗汽油则经粗汽油泵7加压后送至汽油加氢精制装置的反应物-原料换热器44;
[0038]
侧线柴油从主分馏塔1第16层自流入柴油汽提塔8,汽提后由贫柴油泵9抽出,然后分成产品柴油和贫柴油,贫柴油进一步经冷却后送往再吸收塔36顶部;
[0039]
吸收塔17操作压力1.2mpag,从凝缩油罐15来的气体进入下部,从稳定塔24来的作为补充吸收剂的稳定汽油进入顶部,它们逆流接触,完成传质和传热,中间循环水冷却器则帮助实现热平衡;从吸收塔17塔顶出来的贫气送再吸收塔36底部,与贫柴油逆流接触,以吸收其携带的≥c3组分,产品干气从塔顶排出,塔底富柴油送进主分馏塔1;
[0040]
凝缩油自凝缩油罐15出来经解吸塔进料泵16加压后,经过凝缩油-稳定汽油换热器32与稳定汽油换热到50℃进解吸塔19上部,解吸塔塔底重沸器20和21分别由主分馏塔一中回流及1.0mpa蒸汽供热,解吸塔中间重沸器30由稳定汽油二次供热,解吸塔19塔底脱乙烷汽油经稳定塔进料泵22提压后,再经脱乙烷汽油-稳定汽油换热器23与稳定汽油换热后进入稳定塔24,稳定塔塔底重沸器29由主分馏塔二中回流供热,lpg轻组分从塔顶馏出,经稳定塔冷却器25冷凝冷却到40℃进入稳定塔顶气液分液罐26,液化气一部分经稳定塔顶回流泵27加压作为冷回流,一部分经液化气产品泵28加压送作为产品出装置;塔底稳定汽油则依次经脱乙烷汽油-稳定汽油换热器23、解吸塔中间重沸器30、除氧水换热器31、凝缩油-稳定汽油换热器32、空气冷却器33、循环水冷却器34冷却至40℃,经补充吸收剂泵35提压然后分成两路,一路作为补充吸收剂送吸收塔17,另一路作为原料稳定汽油送至汽油加氢精制装置;
[0041]
原料稳定汽油、自主分馏塔1来的粗汽油及外来氢气混合,依次进入反应物-原料换热器44、加氢精制原料加热炉43,换热升温后进入预加氢反应器37,生成的反应物经反应物-原料换热器44换热后进入汽提塔38,轻组分从塔顶馏出,经汽提塔冷却器39冷凝冷却后进入汽提塔顶气液分液罐40,分出不凝气和液体,不凝气通过管线直接送至压缩机一级出口循环水冷却器10,液体通过汽提塔顶回流泵41加压后作为冷回流,塔底产生精制汽油,汽提塔塔底重沸器42由1.0mpa蒸汽供热。
[0042]
下面以某480万吨/年催化裂化装置和200万吨/年汽油加氢装置为例,说明对比例和实施例的主要操作情况,对比例和实施例均控制各产品质量指标不变。
[0043]
表1是对比例和实施例的富气压缩机运行情况。
[0044]
表1对比例和实施例富气压缩机运行情况
[0045][0046][0047]
*基于等熵压缩效率75%。
[0048]
表2是对比例和实施例的富气冷却负荷。
[0049]
表2对比例和实施例富气冷却负荷
[0050][0051]
表3是对比例和实施例的补充吸收剂流量。
[0052]
表3对比例和实施例补充吸收剂流量
[0053][0054]
表4是对比例和实施例解吸塔再沸器运行情况。
[0055]
表4对比例和实施例解吸塔再沸器运行情况
[0056][0057]
表5是对比例和实施例稳定塔能耗情况。
[0058]
表5对比例和实施例稳定塔能耗运行情况
[0059][0060][0061]
表6是对比例和实施例的汽油加氢装置换热器运行情况。
[0062]
表6对比例和实施例汽油加氢装置换热器运行情况
[0063][0064]
表7是对比例和实施例的汽提塔运行情况。
[0065]
表7对比例和实施例汽提塔能耗运行情况
[0066][0067]
从表1至表7可以看出,相比对比例,实施例:
[0068]
1、富气压缩机功耗上升194.0kw、增幅4.0%,折驱动透平3.5mpa蒸汽消耗增加0.4t/h
[0069]
2、富气冷却负荷增加196.9
×
104kcal/h、增幅13.6%,按循环水温降6℃,折消耗循环水328.2t/h;
[0070]
3、补充吸收剂增加53t/h;
[0071]
4、解吸塔再沸负荷减少541.5
×
104kcal/h(折1.0mpa蒸汽10.2t/h)、降幅32.9%;解吸塔塔底温度为100.2℃,降低16.2℃,可改用0.35mpa蒸汽(饱和温度为148℃)做热源;
[0072]
5、稳定塔再沸负荷减少340.4
×
104kcal/h(折3.5mpa蒸汽6.4t/h)、降幅15.2%;稳定塔底温度131.0℃,降低42.0℃,温位能级降低,可改用1.0mpa蒸汽(饱和温度为184.1℃)做热源;稳定塔冷却负荷减少488.6
×
104kcal/h、降幅20.1%,按循环水温降6℃,折消耗循环水814.3t/h;
[0073]
6、加氢精制原料加热炉负荷增加152.4
×
104kcal/h(按炉子热炉效率90%计算,折标准燃料油消耗0.17t/h)、增幅15.3%;
[0074]
7、汽提塔再沸负荷增加393.4
×
104kcal/h(折当量1.0mpa蒸汽7.4t/h)、降幅57.2%;汽提塔冷却负荷增加448
×
104kcal/h、增幅68.5%,按循环水温降6℃,折消耗循环水746.7t/h;
[0075]
合计实施例基于3.5mpa蒸汽单价300元/t、1.0mpa蒸汽单价250元/t、0.35mpa蒸汽单价200元/t、标准燃料油3000元/t、循环水处理费用0.2元/t,装置年运行8400小时计算,实施例较比较例降低能耗成本3303.1万元/年。
[0076]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1