多工位磁芯冷热加工成型机的制作方法
[0001]
本实用新型涉及自动化加工设备领域,尤其涉及一种多工位磁芯冷热加工成型机。
背景技术:
[0002]
磁芯是指由各种氧化铁混合物组成的一种烧结磁性金属氧化物,用于各种电子设备的线圈和变压器中。磁芯的尺寸普遍较小,通常为颗粒状、条柱状等。
[0003]
目前对磁芯进行成型加工需要经过多道加工工序,每一道工序都是通过人手操作完成的。但由于人手操作存在加工效率低、加工精度差等不足,难以保证磁芯的加工质量。而且由于不同磁芯的材料特性不同,磁芯在没有得到足够的软化时加工效果并不理想,容易使磁芯出现加工量不足或加工量过大的情况。
[0004]
因此,亟需要一种加工效率高、加工精度高且加工效果好的多工位磁芯冷热加工成型机来克服上述缺陷。
技术实现要素:
[0005]
本实用新型的目的在于提供一种加工效率高、加工精度高且加工效果好的多工位磁芯冷热加工成型机。
[0006]
为实现上述目的,本实用新型的多工位磁芯冷热加工成型机包括机架、转盘机构、多个加工治具、多个顶升驱动装置、多个下加工头、多根温度调节件及成型机构,所述转盘机构包括旋转驱动器和上转盘,所述旋转驱动器安装于所述机架上,所述上转盘安装于所述旋转驱动器的输出端,所述旋转驱动器驱使所述上转盘绕其转动中心线转动,所述加工治具安装于所述上转盘的顶部,所有所述加工治具在所述上转盘的顶部上共同排成包围所述上转盘的转动中心线一圈,所述下加工头安装于所述上转盘上,所述上转盘内开设有多个安装腔,每一所述温度调节件对应安装于一所述安装腔中,所述温度调节件对所述上转盘进行冷热温度调节,每一所述下加工头对应设于每一所述加工治具的正下方,所述转盘机构相对所述机架至少具有放料工位、成型工位及出料工位,所述旋转驱动器驱使所述上转盘的转动而带动每一所述加工治具往复循环于所述放料工位、成型工位及出料工位,所述加工治具上至少设有一个供磁芯放置的加工部,所述机架上的所述放料工位及所述出料工位处各安装有一所述顶升驱动装置,同位于所述放料工位或出料工位处的下加工头与所述顶升驱动装置呈正对布置,所述成型机构安装于所述机架上,所述成型机构对所述成型工位处的加工治具内的磁芯做成型加工,出料工位处的下加工头受正对的所述顶升驱动装置的顶推而向上运动,向上运动的所述下加工头顶出所述加工部内的磁芯而出料。
[0007]
较佳地,所述转盘机构相对所述机架还设有位于所述放料工位及成型工位之间的温控工位和整形工位,所述机架上的所述温控工位和整形工位各对应安装有温控头和整形加工头,所述温控头对位于所述温控工位的加工治具内的磁芯进行冷热温度调节,所述机架上的所述整形工位处也安装有一所述顶升驱动装置,同位于所述整形工位的所述下加工
头与所述顶升驱动装置呈正对布置,整形工位处的下加工头受正对的所述顶升驱动机构的顶推而向上运动,向上运动的所述下加工头顶升所述加工部内的磁芯,所述整形加工头下压以对所述加工部内的磁芯做整形加工。
[0008]
较佳地,所述转盘机构相对所述机架还设有位于所述出料工位及所述放料工位之间的清洁工位,所述机架上的所述出料工位处安装有出料吸头,所述出料吸头吸取出所述出料工位处的加工治具内的磁芯,所述机架上的所述清洁工位处安装有清洁头和一所述顶升驱动装置,同位于所述清洁工位的所述下加工头与所述顶升驱动机构呈正对布置,清洁工位处的所述下加工头受正对的顶升装置的顶推而向上运动,向上运动的所述下加工头顶出所述加工部,所述清洁头对位于所述清洁工位处的加工治具进行清洁。
[0009]
较佳地,所述转盘机构还包括下转盘,所述上转盘和所述下转盘呈同轴布置地安装于所述旋转驱动器的输出端,所述上转盘与所述下转盘呈一上一下间隔布置,所述下加工头设于所述上转盘与所述下转盘之间,所述下转盘开设有多个供顶升驱动装置活动穿置的顶推通孔,每一所述顶推通孔与一所述下加工头呈正对布置,所述安装腔设于两两所述加工治具之间,两所述加工治具之间安装有两根所述温度调节件,所述安装腔朝所述上转盘的转动中心线延伸布置。
[0010]
较佳地,所述顶升驱动装置包括顶升气缸及顶推头组件,所述顶升气缸安装于所述机架上,所述顶推头组件安装于所述顶升气缸的输出端,所述顶升气缸顶推所述顶推头组件穿过所述顶推通孔而顶推所述下加工头向上运动。
[0011]
较佳地,所述顶推头组件包括第一顶推板、第二顶推板、翻转球及多个弹性件,所述第二顶推板呈间隔地设于所述第一顶推板的上方,所述弹性件的两端各分别安装于所述第一顶推板和第二顶推板上,所述翻转球呈转动地安装于所述第一顶推板及所述第二顶推板内。
[0012]
较佳地,所述成型机构包括上压装置、下压装置、上加工头及进位驱动装置,所述进位驱动装置安装于所述机架上并设于所述转盘机构的旁侧,所述上加工头设于所述转盘机构的上方,所述上加工头安装于所述进位驱动装置的输出端,所述进位驱动装置驱使所述上加工头远离或靠近所述转盘机构上的加工治具,所述上压装置安装于所述机架上并设于所述转盘机构的上方,所述上压装置驱使所述上加工头向下压向所述加工治具而定位并加工,所述下压装置安装于所述转盘机构的下方,同位于所述成型工位的所述下加工头与所述下压装置呈正对布置,成型工位处的所述下加工头受正对的所述下压装置的顶推而向上运动,向上运动的所述加工头顶升所述加工治具的所述加工部内的磁芯。
[0013]
较佳地,所述进位驱动装置包括进位驱动器、第一连接件和第二连接件,所述进位驱动器安装于所述机架上,所述第一连接件呈水平滑动地安装于所述机架上,所述第一连接件安装于所述进位驱动器的输出端,所述进位驱动器驱使第一连接件做靠近或远离所述成型工位处的所述加工治具的滑动,所述第二连接件呈上下滑动地安装于所述第一连接件上,所述上加工头安装头安装于所述第二连接件上。
[0014]
较佳地,所述上压装置包括上驱动器和上压座,所述下压装置包括下驱动器和下压座,所述下驱动器安装于所述机架上,所述下压座安装于所述下驱动器的输出端,所述下驱动器驱使所述下压座上下运动,同位于所述成型工位的所述下加工头与所述下压座呈正对布置,所述上驱动器安装于所述机架上,所述上压座呈上下滑动地安装于所述机架上,所
述上压座安装于所述上驱动器的输出端,所述上压座设于所述第二连接件的正上方,所述上驱动器驱使所述上压座做靠近或远离所述成型工位处加工治具的滑动。
[0015]
较佳地,所述上加工头上安装有定位销轴,每一所述加工治具上开设有供所述定位销轴插入的定位轴孔,所述进位驱动装置及所述上压装置先后驱使所述上加工头运动,以使所述定位销轴插入于所述定位轴孔中而定位。
[0016]
与现有技术相比,采用本实用新型的多工位磁芯冷热加工成型机对磁芯进行加工时,由于转盘机构的转动带动加工治具自动循环于放料工位、成型工位及出料工位,在每个工位上均有对应的加工机构对磁芯进行加工,能有效提高加工效率。转盘机构的转动使同一加工治具在放料工位、成型工位及出料工位不断循环,对同一磁芯而言,只需一次的上下料便能完成整个加工过程,磁芯的加工更加连贯。由于对磁芯加工时,磁芯始终定位于同一加工治具中,因此磁芯不会重复定位,减少磁芯重复定位带来的误差,故多工位磁芯冷热加工成型机对磁芯的加工精度高。
[0017]
而且,因上转盘内安装有多根温度调节件。根据磁芯的材料特性,通过控制温度调节件对上转盘进行冷冻或加热,能够冷冻或加热磁芯,保证磁芯得到软化,方便对磁芯进行加工,从而每次均能够加工出符合加工要求的磁芯,故本实用新型的多工位磁芯冷热加工成型机对磁芯的加工效果好。
附图说明
[0018]
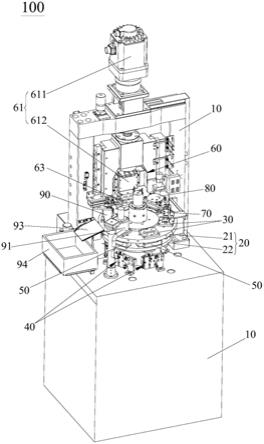
图1是本实用新型多工位磁芯冷热加工成型机的立体结构示意图。
[0019]
图2图1中多工位磁芯冷热加工成型机另一角度的立体结构示意图。
[0020]
图3是隐藏图1中部分机架、温控头以及成型机构的上压装置、上加工头、出料斜槽和出料收集框后多工位磁芯冷热加工成型机的立体结构示意图。
[0021]
图4是图3中多工位磁芯冷热加工成型机另一角度的立体结构示意图。
[0022]
图5是图3所示多工位磁芯冷热加工成型机的俯视图。
[0023]
图6是进一步隐藏图3中成型机构的上加工头及进位驱动装置的立体结构示意图。
[0024]
图7是图3中成型机构的加工头与进位驱动装置的立体结构示意图。
[0025]
图8是多工位磁芯冷热加工成型机中顶升驱动装置的立体分解结构示意图。
[0026]
图9是进一步隐藏图6中下压装置、整形加工头、出料吸头及清洁头后,上转盘分离于下转盘,且部分温度调节件分离于上转盘时的立体分解结构示意图。
[0027]
图10是图9中上转盘及其上安装的加工治具的立体结构示意图。
[0028]
图11是沿图10中z-z线段剖切后的立体结构剖视图。
具体实施方式
[0029]
为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
[0030]
如图1和图2所示,本实用新型的多工位磁芯冷热加工成型机100包括机架10、转盘机构20、6个加工治具30、6个顶升驱动装置40、6个下加工头50 及成型机构60,转盘机构20可转动地装配于机架10,加工治具30安装于转盘机构20的顶部,所有加工治具30在转盘机构20的顶部上共同排成包围转盘机构20的转动中心线一圈,下加工头50安装于转盘机构20
上,每一下加工头50 对应设于每一加工治具30的正下方,转盘机构20相对机架10至少具有放料工位a、成型工位d及出料工位e,加工治具30上至少设有一个供磁芯放置的加工部31,转盘机构20的转动而带动每一加工治具30往复循环于放料工位a、成型工位d及出料工位e,机架10上的放料工位a及出料工位e处各安装有一顶升驱动装置40,同位于放料工位a或出料工位e处的下加工头50与顶升驱动装置40呈正对布置,成型机构50安装于机架10上,成型机构50对成型工位d处的加工治具30内的磁芯做成型加工,出料工位e处的下加工头50受正对的顶升驱动装置40的顶推而向上运动,向上运动的下加工头50顶出加工部 31内的磁芯而出料。如此,采用本实用新型的多工位磁芯冷热加工成型机100 对磁芯进行加工时,由于转盘机构20的转动带动加工治具30自动循环于放料工位a、成型工位d及出料工位e,在每个工位上均有对应的加工机构对磁芯进行加工,能有效提高加工效率。转盘机构20的转动使同一加工治具30在放料工位a、成型工位d及出料工位e不断循环,对同一磁芯而言,只需一次的上下料便能完成整个加工过程,磁芯的加工更加连贯。由于对磁芯加工时,磁芯始终定位于同一加工治具30中,因此磁芯不会重复定位,减少磁芯重复定位带来的误差,故多工位磁芯冷热加工成型机100对磁芯的加工精度高。而且多工位磁芯冷热加工成型机100对磁芯可以采取多种加工方式,并可进行压力控制或者行程控制加工,从而能够保证磁芯的加工特性。优选的是,加工治具30 上设有呈矩阵布置的多个加工部31。举例而言,加工部31为一通孔结构,但不限于此。多工位磁芯冷热加工成型机100在成型工位d对加工治具30内的磁芯进行挤压成型加工,使磁芯达到指定的形状尺寸加工要求,但不限于此。根据实际需要,在成型工位d对磁芯的加工还可为切削、磨削等加工。
[0031]
如图1至图5所示,转盘机构20相对机架10还设有位于放料工位a及成型工位d之间的温控工位b和整形工位c,机架10上的温控工位b和整形工位c各对应安装有温控头70和整形加工头80,温控头70对位于温控工位b的加工治具30内的磁芯进行冷热温度调节,机架10上的整形工位c处也安装有一顶升驱动装置40,同位于整形工位c的下加工头50与顶升驱动装置40呈正对布置,整形工位c处的下加工头50受正对的顶升驱动机构40的顶推而向上运动,向上运动的下加工头50顶升加工部31内的磁芯,整形加工头80下压以对加工部31内的磁芯做整形加工。设置的温控头70能够对加工治具30的加工部31内的磁芯进行加热或冷冻处理,使磁芯得到软化,方便后续的加工。整形工位c处的顶升驱动装置40顶升加工治具30内的磁芯后,整形加工头80下压对磁芯进行整形加工,于本实施例中,整形加工头在磁芯上加工出凹槽、凹点等,但不限于此。为便于下料以及避免加工产生的碎屑对下一循环产生影响,机架10上的出料工位e处安装有出料吸头90,出料吸头90吸取出出料工位e 处的加工治具30上的磁芯,转盘机构20相对机架10还设有位于出料工位e及放料工位a之间的清洁工位f,机架10上的清洁工位f处安装有清洁头91和一顶升驱动装置40,同位于清洁工位f的下加工头50与顶升驱动装置40呈正对布置,清洁工位f处的下加工头50受正对的顶升驱动装置40的顶推而向上运动,向上运动的下加工头50顶出加工部31,清洁头91对位于清洁工位f处的加工治具30进行清洁。优选的是,出料吸头90可采用吸取、夹取或抓取的方式取出成型加工后的磁芯,但不限于此。为便于输送与收集加工的磁芯。在出料吸头90的旁侧还设有出料斜槽93和出料收集框94。但不限于此。清洁头 91对清洁工位f处的加工治具30进行清洁时,此时加工治具30正下方的下加工头50是顶出加工部31的,下加工头50能够将加工产生的碎屑推出,在清扫时也避免碎屑掉落到加工部31中。优选的是,清洁头91对清洁工位f处的加
工治具30的清洁方式包括但不限于清扫和喷吹。
[0032]
如图1、图2、图3、图4、图6、图8、图9、图10和图11所示,转盘机构20包括旋转驱动器(图中未示)、上转盘21和下转盘22,旋转驱动器安装于机架10上,上转盘21和下转盘22呈同轴布置地安装于旋转驱动器的输出端,上转盘21与下转盘22呈一上一下间隔布置,多个加工治具30安装于上转盘21 上,下加工头50设于上转盘21与下转盘22之间,下加工头50呈上下滑动地安装于上转盘21上。转盘机构20驱使上转盘21和下转盘22转动,使下加工头50也跟随转动。下加工头50是滑动安装在上转盘21上的,有利于使顶升驱动装置40推动下加工头50的向上运动。为便于顶升驱动装置40顶推下加工头,下转盘22开设有多个供顶升驱动装置40活动穿置的顶推通孔(图中未示)。具体地,顶升驱动装置40包括顶升气缸41及顶推头组件42,顶升气缸41安装于机架10上,顶推头组件42安装于顶升气缸41的输出端,顶升气缸41顶推顶推头组件42穿过顶推通孔而顶推下加工头50向上运动。故顶升驱动装置40的结构简单,易于安装布置。更具体地,顶推头组件42包括第一顶推板421、第二顶推板422、翻转球423及多个弹性件(图中未示),第二顶推板422呈间隔地设于第一顶推板421的上方,弹性件的两端各分别安装于第一顶推板421和第二顶推板422上,翻转球423呈转动地安装于第一顶推板421及第二顶推板 422内。第二顶推板422能在一定范围内相对第一顶推板421转动,使得顶升驱动装置40能够消除与下加工头50之间的错位或虚位,保证顶升驱动装置40能推动下加工头50向上运动。弹性件能够加强第一顶推板421与第二顶推板422 之间的连接,避免翻转球423的脱出。举例而言,弹性件安装在第一顶推板421 与第二顶推板422的转角处,但不限于此。
[0033]
如图9至11所示,上转盘21内安装有多根温度调节件101,温度调节件 101对上转盘21进行冷热温度调节。根据磁芯的材料特性,以对冷冻货加热磁芯,使磁芯得到软化,方便对磁芯进行加工。针对不同材料的磁芯,控制温度调节件101加热或冷冻上转盘21,经过加热或冷冻后的上转盘21与加工治具 30进行热交换,从而使加工治具30的温度得到调节,磁芯与加工治具30热交换后也得到温度调节,最终使磁芯得到软化,方便对磁芯进行加工。优选的是,温度调节件101设置于两两加工治具30之间,但不限于此。举例而言,两两加工治具30之间设有2根多根调节件101,上转盘21内安装有12根温度调节件 101,但不限于此,以快速对加工治具30进行温度调节。举例而言,温度调节件101为管状件,该管状件利用流体(如液体)在其内循环流动而进行温度控制调节。当然,根据实际需要,温度调节件101也可利用电磁等方式进行加热或降温,故不限于此。优选的是,为便于呈管状布置的温度调节件101的安装,上转盘21内开设有多个安装腔211,温度调节件101安装于安装腔211中。安装腔211朝上转盘21的转动中心线延伸布置,以避免影响加工治具30的安装,但不限于此。安装腔211贯穿于上转盘21的外侧面,以便于温度调节件101的拆装。
[0034]
如图1至图7、图9、图10和图11所示,成型机构60包括上压装置61、下压装置62、上加工头63及进位驱动装置64,进位驱动装置64安装于机架10 上并设于转盘机构20的旁侧,上加工头63设于转盘机构20的上方,上加工头 63安装于进位驱动装置64的输出端,进位驱动装置64驱使上加工头63远离或靠近转盘机构20上的加工治具30,上压装置62安装于机架10上并设于转盘机构20的上方,上压装置62驱使上加工头63向下压向加工治具30而定位并加工,下压装置62安装于转盘机构20的下方,同位于成型工位d的下加工头63 与下压装置62呈正对布置,成型工位d处的下加工头50受正对的下压装置62 的顶推而向上运动,向上
运动的下加工头50顶升加工治具30的加工部31内的磁芯。当上压装置62驱使上加工头63压向成型工位d的加工治具30,下加工头50顶升加工治具30的加工部31内的磁芯时,磁芯受挤压变形破坏而加工出指定形状尺寸的工件,但不限于此。具体地,进位驱动装置64包括进位驱动器 641、第一连接件642和第二连接件643,进位驱动器641安装于机架10上,第一连接件642呈水平滑动地安装于机架10上,第一连接件642安装于进位驱动器641的输出端,进位驱动器641驱使第一连接件642做靠近或远离成型工位d 处的加工治具30的滑动,第二连接件643呈上下滑动地安装于第一连接件642 上,上加工头63安装头安装于第二连接件643上。进位驱动装置64的结构简单,易于安装布置。上加工头63具有2个移动自由度,能够实现上加工头63 的快速移动。举例而言,第一连接件642及第二连接件643均为板状件,第二连接件643呈“t”形布置,以便于第一连接件642以及第二连接件643之间的安装布置。更具体地,上压装置61包括上驱动器611和上压座612,下压装置 62包括下驱动器621和下压座622,下驱动器621安装于机架10上,下压座622 安装于下驱动器621的输出端,下驱动器621驱使下压座622上下运动,同位于成型工位d的下加工头50与下压座622呈正对布置,上驱动器611安装于机架10上,上压座612呈上下滑动地安装于机架10上,上压座612安装于上驱动器611的输出端,上压座612设于第二连接件643的正上方,上驱动器611 驱使上压座612做靠近或远离成型工位d处加工治具30的滑动。这样的结构布置,便于启动上驱动器611带动上压座612下压第二连接件643向下运动。为便于上加工头50与加工治具30之间的预定位,上加工头63上安装有定位销轴631,每一加工治具30上开设有供定位销轴631插入的定位轴孔32,进位驱动装置64及上压装置61先后驱使上加工头63运动,以使定位销轴631插入于定位轴孔32中而定位。上加工头50与加工治具30实现预定位后,能够消除因定位不准而产生的误差,使上加工头63均能对准并压向加工部31内的磁芯。在每次对磁芯进行成型加工时,上加工头63和下加工头50均能准确压向成型工位d处加工治具30的加工部31内的磁芯,多工位磁芯冷热加工成型机100对磁芯的加工精度高,加工出的磁芯品质好。优选的是,上加工头63、下加工头 50及整形加工头80上均设有呈矩阵布置的多根加工柱92,以方便加工柱92插入到加工治具30的加工部31内对磁芯进行加工。
[0035]
结合附图1至9,对本实用新型的多工位磁芯冷热加工成型机100的工作原理进行说明:将多个需加工的磁芯放入到放料工位a处的加工治具的加工部31 中,启动旋转驱动器,旋转驱动器先后带动上述加工治具30先后流转至温控工位b、整形工位c、成型工位d、出料工位e及清洁工位f。启动温度调节件 101,根据磁芯的材料特性对上转盘21进行冷冻或加热,使磁芯得到软化。温控头70对停经温控工位b的加工治具30的加工部31内的磁芯进行加热或冷冻处理,以使磁芯得到软化,方便后续对磁芯的加工。加工治具30停经整形工位 c时,整形加工头80下压到加工治具30的加工部31内的磁芯,同时整形工位 c处的顶升驱动装置40向上顶推其上方的下加工头50,下加工头50的加工柱 92伸入到加工部31中并向上顶起磁芯,整形加工头80在磁芯上加工出凹槽或凹点等。加工治具30停经成型工位d时,进位驱动装置64驱使上加工头63运动至加工加工治具30的上方,定位销轴631与定位轴孔32对准,然后上驱动器611驱使上压座612向下运动,上压座612推动第二连接件643沿第一连接件642的向下滑动,使得上加工头63压向加工治具30,定位销轴631插入到定位轴孔32中,实现上加工头50与加工治具30之间的提前定位。接着上驱动器 611继续驱使下压座612向下运动,下压座612顶推下加工头50向上运动,下加工头50的加工柱92伸入到加工部31中并
顶起磁芯,上加工头63的加工柱 92伸入到加工部31中压向磁芯,两加工柱92共同对磁芯进行挤压,对磁芯进行成型加工。加工完成后,上压装置61、下压装置62及进位驱动装置64复位。加工治具30停经出料工位e时,出料工位e处的顶升驱动装置40向上顶推其上方的下加工头50,下加工头50的加工柱92伸入到加工部31中并向上顶出磁芯,出料吸头90取出加工治具30的加工部31内的磁芯。加工治具30停经清洁工位f时,清洁工位f处的顶升驱动装置40向上顶推器上方的下加工头50,下加工头50的加工柱92伸出加工部31,清洁头对加工治具30进行清洁,以扫除灰尘和加工碎屑。随着转盘机构20的不断转动,同一加工治具30能够在放料工位a至出料工位e之间不断循环,而且因转盘20上安装有多个加工治具 30,因此本实用新型的多工位磁芯冷热加工成型机100对磁芯的加工效率高。工作原理如上所述。
[0036]
与现有技术相比,采用本实用新型的多工位磁芯冷热加工成型机100对磁芯进行加工时,由于转盘机构20的转动带动加工治具30自动循环于放料工位a、成型工位d及出料工位e,在每个工位上均有对应的加工机构对磁芯进行加工,能有效提高加工效率。转盘机构20的转动使同一加工治具30在放料工位a、成型工位d及出料工位e不断循环,对同一磁芯而言,只需一次的上下料便能完成整个加工过程,磁芯的加工更加连贯。由于对磁芯加工时,磁芯始终定位于同一加工治具30中,因此磁芯不会重复定位,减少磁芯重复定位带来的误差,故多工位磁芯冷热加工成型机100对磁芯的加工精度高。
[0037]
而且,因上转盘21内安装有多根温度调节件101。根据磁芯的材料特性,通过控制温度调节件101对上转盘21进行冷冻或加热,能够冷冻或加热磁芯,保证磁芯得到软化,方便对磁芯进行加工,从而每次均能够加工出符合加工要求的磁芯,故本实用新型的多工位磁芯冷热加工成型机100对磁芯的加工效果好。
[0038]
以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1