素肉制造装置的制作方法
1.本公开涉及一种素肉制造装置,尤其涉及一种水平移动式制造素肉的装置。
背景技术:
2.近年来由于因环保或宗教关系,使得素食人口逐渐增加,然而为了兼顾营养性,仍需要植物蛋白产品替代肉、鱼、奶等动物性蛋白,以维持蛋白质的摄取量。然而,过去素肉产品的制造多以双轴挤压技术生产出干式素肉胚,接着将素肉胚原料经二次加工后,得到粗纤维状结构的素肉产品作为素食市场的主力产品。
3.然而,由于动物肉类的纤维结构是呈现各向异性纤维(anisotropic structure fiber)组织,而双轴挤压技术生产的素肉产品多为水平出口模具方向性的单维度纤维,使得粗纤维层状结构的口感较单调、不具层次性,而难以满足消费者对于口感、风味的要求。
4.现今,食品产业界正积极开发新型植物蛋白产品(novel plant protein products,npf),其中仿肉(meat-less)产品因口感更接近动物肉类,而成为相当受欢迎的新兴产品。然而,若欲以双轴挤压机生产具湿润、软嫩口感的多向异性结构化植物蛋白产品并有效应用于商业工艺上,仍有需要改善的必要。因此,能批次连续生产接近真实熟化肉类的植物蛋白产品以有效地应用于商化量产是目前重要的课题。
技术实现要素:
5.本公开的目的在于提供一种素肉制造装置,以解决上述至少一个问题。
6.根据本公开的一个方面,提供一种素肉制造装置,包括一基座、一外套筒、第一移动平台、第二移动平台、第一旋转内筒、第二旋转内筒及至少一密封盘。外套筒设置于该基座的上方,该外套筒包含一加热区域、第一冷却区域及第二冷却区域,该加热区域设置于该第一冷却区域与该第二冷却区域之间。第一移动平台及第二移动平台设置于该基座上,第一旋转内筒及第二旋转内筒分别与设置于该外套筒两侧,且连接该第一移动平台及该第二移动平台连接。至少一密封盘分别可旋转地设置于该旋转内筒的两侧,其中该密封盘、该外套筒与该第一旋转内筒或该第二旋转内筒分别形成一容置空间以容置一素肉材料。
7.根据本公开的其中一个实施方式,还包括至少一温度隔绝板,分别设置于该加热区域与该第一冷却区域或该第二冷却区域之间。
8.根据本公开的其中一个实施方式,该外套筒的该加热区域设置有一进料口,以将该素肉材料进料至该容置空间中。
9.根据本公开的其中一个实施方式,该第一旋转内筒及该第二旋转内筒的表面具有水平于轴向的刻痕。
10.根据本公开的其中一个实施方式,还包括多个o型环,分别以围绕多个所述密封盘的方式设置于多个所述密封盘上。
11.根据本公开的其中一个实施方式,该外套筒具有一内径且该密封盘具有一直径,其中该内径等于该直径。
12.根据本公开的其中一个实施方式,该外套筒的该加热区域、该第一冷却区域及该第二冷却区域分别包括一夹层,以围绕该加热区域或各该冷却区域的方式设置于该外套筒上。
13.根据本公开的其中一个实施方式,还包括一蒸气阀以及一排气阀,蒸气阀与该加热区域的夹层连通,并经由一蒸气阀与一加热模块连接;一排气阀设置于该加热区域的夹层上,用于使蒸气排出。
14.根据本公开的其中一个实施方式,还包括一第一控制器,与该蒸气阀电性连接,用以控制该蒸气的温度。
15.根据本公开的其中一个实施方式,还包括多个冷却水入口,分别与该第一冷却区域及该第二冷却区域的夹层连通,以供冷却水进入该第一冷却区域或该第二冷却区域的夹层内。
16.根据本公开的其中一个实施方式,还包括多个冷却水出口,分别与各该冷却区域的夹层连通,以使冷却水排出。
17.根据本公开的其中一个实施方式,该冷却水入口设置于相对该外套筒下方的位置,该冷却水出口设置于相对该外套筒上方的位置。
18.根据本公开的其中一个实施方式,还包括多个转动轴,分别与第一旋转内筒及该第二旋转内筒连接,用以带动各该旋转内筒转动。
19.根据本公开的其中一个实施方式,该转动轴与一温控模块连接。
20.根据本公开的其中一个实施方式,还包括一旋转接头,连通该转动轴和该温控模块,且该旋转接头上设置有一开关阀连,通过操作该开关阀控制一第一流体从该温控模块至各该旋转内筒内的流动。
21.根据本公开的其中一个实施方式,还包括一温度控制器,与该开关阀电性连接,用以控制该第一流体的温度。
22.根据本公开的其中一个实施方式,设置于该加热区域、该第一冷却区域或该第二冷却区域的夹层的长度等于该第一旋转内筒或该第二旋转内筒的长度。
23.本公开的有益效果在于,本公开实施例的素肉制造装置,由于其具有划分成加热与冷却区域的外套筒,因而可同时进行冷却及加热工艺,以达到批次连续化生产,能够进一步增加素肉产品的产率。
24.为了让本公开的特征、和优点能更明显易懂,下文特举出一些实施例,并配合所附附图,作详细说明如下。
附图说明
25.为了让本公开的各个观点能更明显易懂,以下配合所附附图作详细说明。应该注意,根据工业中的标准范例,各个装置和设备未必按比例绘制。实际上,为了清楚的讨论,各种装置和设备的尺寸可以被任意增大或减小。
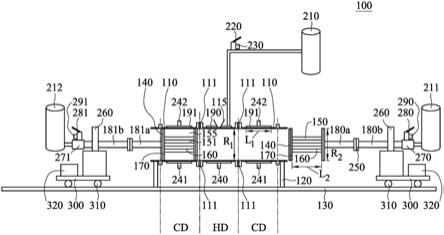
26.图1示出根据本公开的一些实施例的素肉制造装置的示意图。
27.图2示出根据本公开的一些实施例的素肉制造装置的第一步骤的局部示意图。
28.图3示出根据本公开的一些实施例的素肉制造装置的第二步骤的局部示意图。
29.图4示出根据本公开的一些实施例的素肉制造装置的第三步骤的局部示意图。
30.图5示出根据本公开的一些实施例的素肉制造装置的第四步骤的局部示意图。
31.图6示出根据本公开的一些实施例的素肉制造装置的第五步骤的局部示意图。
32.附图标记如下:
33.100:素肉制造装置
34.111:温度隔绝板
35.110:外套筒
36.115:进料口
37.120:支架
38.130:基座
39.140:密封盘
40.150:第一旋转内筒
41.151:第二旋转内筒
42.155:容置空间
43.160:刻痕
44.170:o型环
45.180a,180b:第一转动轴
46.181a,181b:第二转动轴
47.190,191:夹层
48.210:加热模块
49.211:第一温控模块
50.212:第二温控模块
51.220:蒸气阀
52.230第一控制器
53.240,241:三通接头
54.242:冷却水出口
55.250:轴联器
56.260:轴承
57.270,271:旋转接头
58.280,281:开关阀
59.290,291:温度控制器
60.300:移动平台
61.310:滚轮
62.320:马达
63.cd:冷却区域
64.hd:加热区域
65.l1、l2:长度
66.r1:内径
67.r2:直径
具体实施方式
68.以下说明本公开素肉制造装置的一些实施例。然而,可轻易了解本公开实施例提供许多合适的公开概念而可实施于广泛的各种特定背景。所公开的特定实施例仅用于说明以特定方法使用本公开,并非用以局限本公开的范围。
69.在此,“约”、“大约”的用语通常表示在一给定值或范围的+/-20%之内,较佳是+/-10%之内,且更佳是+/-5%之内,或+/-3%之内,或+/-2%之内,或+/-1%之内,或+/-0.5%之内。在此给定的数量为大约的数量,亦即在没有特定说明“约”、“大约”的情况下,仍可隐含“约”、“大约”的含义。
70.在此,“大抵上”、“实质上”的用语通常表示在一给定值或范围的90%之内,且例如是95%之内,或98%之内,或99%之内。
71.再者,此处可能使用空间上的相对用语,例如“在
……
之下”、“在
……
下方”、“下方的”、“在
……
上方”、“上方的”和其他类似的用语可用于此,以便描述如图所示的一元件或部件与其他元件或部件之间的关系。此空间上的相关用语除了包含附图示出的方位外,也包含使用或操作中的装置的不同方位。当装置被转至其他方位时(旋转90度或其他方位),则在此所使用的空间相对描述可同样依旋转后的方位来解读。
72.除非另外定义,在此使用的全部用语(包括技术及科学用语)具有与本公开所属技术领域中技术人员所通常理解的相同涵义。能理解的是这些用语,例如在通常使用的字典中定义的用语,应被解读成具有与相关技术及本公开的背景或上下文一致的意思,而不应以理想化或过度正式的方式解读,除非在此特别定义。
73.首先请参阅图1,其示出根据本公开的一些实施例的素肉制造装置100的示意图。素肉制造装置100主要包含外套筒110、支架120、基座130、多个密封盘140、以及第一旋转内筒150及第二旋转内筒151。其中,两个旋转内筒是分别与设置于外套筒110两侧的移动平台300连接,以可进入或离开外套筒100的方式,沿着外套筒100的长度方向独立地水平移动,相对地设置于外套筒110的两侧。此外,密封盘140分别可旋转地设置于第一旋转内筒150及第二旋转内筒151的两侧,因而当旋转内筒进入至外套筒110内时,旋转内筒、设置于旋转内筒两侧的密封盘140以及外套筒110之间可形成一容置空间,以供素肉材料进入至容置空间中进行素肉工艺。也就是说,如图1所示,本案的素肉制造装置100可具有用于制造素肉的两个容置空间。
74.根据本公开的一些实施例,外套筒110为不可转动的且内内壁为光滑面,且可包含多个冷却区域cd以及设置于多个冷却区域cd之间的加热区域hd。例如,冷却区域cd可包含位于加热区域hd右侧的第一冷却区域及位于加热区域hd左侧的第二冷却区域。在冷却区域cd与加热区域hd之间可设置低热传的温度隔绝板111,以使冷却区域cd与加热区域hd的温度彼此不会互相干扰。也就是说,于加热区域hd进行的加热工艺与于冷却区域cd进行的冷却工艺两者可同时独立地进行。根据一些实施例,外套筒110可以套筒之间插入有温度隔绝板111的方式,使用法兰将三个中空圆筒进行锁固而成,然而本公开不限于此,外套筒110亦可以一体成形的方式形成。
75.再者,于加热区域hd的外套筒110可具有进料口115,其中进料口115可为漏斗状或是壳体的开口,但不限于此,只要能够让素肉原料通过即可。在一些实施例中,进料方法可采取螺旋输送、气压输送、油压输送或任何合适的方法。在一些实施例中,素肉原料可包含
植物蛋白质,例如大豆蛋白质、小麦蛋白质或前述的类似材料。
76.值得一提的是,加热区域hd及冷却区域cd的外层分别具有360度围绕外套筒110的夹层,环绕加热区域hd的夹层190可供热媒通过,且环绕冷却区域cd的夹层191可供冷媒通过。在一些实施例中,夹层190不与进料口115重叠。此外,夹层190、191具有长度l1且第一旋转内筒150与第二旋转内筒151具有长度l2,其中夹层190、191的长度l1可大于旋转内筒的长度l2。在一些实施例中,夹层190的长度l1约等于旋转内筒的长度l2。在一些实施例中,冷媒可为冷水或任何合适的冷媒。举例而言,热媒可为蒸气或任何合适的热媒。
77.在一些实施例中,加热区域hd的夹层190与蒸气阀220连接,以控制蒸气进入夹层190,而蒸气阀220与第一控制器230电性连接,以控制自加热模块210进入加热区域hd的夹层190蒸气的温度,进而控制与维持加热区域hd的外套筒110的温度。此外,加热区域hd的夹层190的最下方具有三通接头240,三通接头240下端的两个开口分别用以连接蒸气却水器及排气阀(未图示),在导入蒸气的初期排气阀全开,以有效排出夹层190内部的空气与积水,而于加热素肉材料时则排气阀关闭的状态,蒸气加热的凝结水则由蒸气却水器排出,当完成所有的素肉工艺后,打开排气阀,将蒸气冷凝水自加热区域hd的夹层排出。
78.在一些实施例中,冷却区域cd的夹层191外侧在与基座130最接近的下方处设有三通接头241,三通接头241下端的两个开口分别连接冷却水入口及排水阀(未图示)。冷却区域cd的夹层191上方具有与冷却区域cd的夹层191连通的冷却水出口242。进行冷却作用时,先关排水阀再将冷却水经由冷却水入口输进冷却区域cd的夹层191进行冷却,接着由上方的冷却水出口242排出,冷却水由下方进入并由上方排出可确保冷却水完全充满于夹层191中,以使冷却区域cd的外套筒110均匀地冷却,当完成所有的素肉工艺后,停止输进冷却水,并打开排水阀将冷却水自夹层191完全排出。
79.外套筒110下方设置支架120,用以支撑并固定外套筒110。支架120可与基座130连接。在一些实施例中,基座130可具有轨道。较佳地,支架120可分别设置于加热区域hd与冷却区域cd之间、以及外套筒110的两侧,以稳固地支撑整个外套筒110。
80.根据本公开的一些实施例,外套筒110具有内径r1,且多个密封盘140具有直径r2,其中内径r1大抵上等于直径r2。在另一些实施例中,内径r1稍微大于直径r2。因此,多个密封盘140可在外套筒110内转动或是移动。
81.在一些实施例中,第一旋转内筒150及第二旋转内筒151具有中空结构。多个刻痕160设置于第一旋转内筒150及第二旋转内筒151的外表面上,使素肉原料可形成类似肉类的纤维。在一些实施例中,多个刻痕160可为条状、波浪状、锯尺状或任何合适的形状。举例而言,多个刻痕160为条状。在一些实施例中,刻痕160的深度为约0.5mm至约1.5mm或约0.75mm至约1.25mm,例如约1mm;宽度为约1mm至约5mm或约2mm至约4mm,例如约3mm。在一些实施例中,多个刻痕160之间的间距为约2mm至约8mm、约3mm至约7mm或约4mm至约6mm,例如约5mm。剪力是通过两个物体呈相对运动时所产生的力。
82.在本公开实施例中,第一旋转内筒150及第二旋转内筒151转动时,由于外套筒110固定不动,第一旋转内筒150及第二旋转内筒151和外套筒110彼此为相对运动,因此产生剪力。多个刻痕160的作用为提供第一旋转内筒150及第二旋转内筒151更强的表面摩擦力,使第一旋转内筒150及第二旋转内筒151进行转动时可以与外套筒110形成更强的剪力。
83.多个o型环170以围绕多个密封盘140的方式,设置于多个密封盘140上,用以增强
外套筒110和第一旋转内筒150及第二旋转内筒151之间的密封性。
84.根据本公开的一些实施例,第一转动轴180a穿过第一旋转内筒150与多个密封盘140连接,用以带动第一旋转内筒150及多个密封盘140一起转动。第二转动轴181a穿过第二旋转内筒151与多个密封盘140连接,用以带动第二旋转内筒151及多个密封盘140一起转动。在一些实施例中,各转动轴可具有中空结构。
85.此外,第一转动轴180a可经由轴联器250与第一转动轴180b连通。相似地,第二转动轴181a亦可经由另一侧轴联器250与第二转动轴181b连通。轴联器250和转动轴的数量可根据实际需求来决定,例如不使用轴联器250和转动轴180b及181b或两个轴联器250和两个转动轴180b及181b,但不限于此。
86.轴承260连接至180b及181b,用以支撑通过轴联器250相连的转动轴180a及181a和转动轴180b及181b。可根据实际需求,调整轴承260的位置。举例而言,在一些实施例中,轴承连接转动轴180b及181b。
87.第一旋转接头270连通至第一转动轴180b和流体储存槽211,使第一流体从第一温控模块211流入第一旋转内筒150内。在没有转动轴180b的实施例中,第一旋转接头270连通至第一转动轴180a和第一温控模块211。在一些实施例中,第一流体可包含冷媒或热媒。举例而言,冷媒可为冷水或任何合适的冷媒。举例而言,热媒可为蒸汽或任何合适的热媒。
88.此外,第一开关阀280与第一旋转接头270连接,用以控制第一流体是否自第一温控模块211流入第一旋转内筒150内。第一温度控制器290与第一开关阀280电性连接,用以控制第一流体的温度,因而可根据需要,而将第一流体作为冷媒或热媒使用。也就是说,当需要进行加热时,第一温度控制器290可控制第一温控模块211流出热媒,以使第一旋转内筒150进行加热,而需要进行冷却时,第一温度控制器290可控制第一温控模块211流出冷媒,以使第一旋转内筒150进行冷却。
89.在本公开的实施例中,第二旋转接头271、第二温控模块212、第二开关阀281及第二温度控制器291的作动以及连接关系皆与第一旋转接头270、第一温控模块211、第一开关阀280及第一温度控制器290相似,故重复的说明在此省略。
90.在一些实施例中,移动平台300可设置于轴承260下方,且移动平台300可设置有滚轮310。移动平台300在轴承260下方支撑,使移动平台300可在基座130上移动,进而移动第一旋转内筒150及第二旋转内筒151。再者,由于第一旋转内筒150及第二旋转内筒151是各自与独立的移动平台300连接,因而第一旋转内筒150及第二旋转内筒151可独立地进行移动。因此,通过旋转内筒150及151、转动轴180a、180b、181a和181b、轴联器250、轴承260和移动平台300形成一个可滑动的悬臂结构,因而第一旋转内筒150及第二旋转内筒151可在外套筒110的加热区域hd与冷却区域cd间自由地水平移动。
91.马达320设置于移动平台300上,与转动轴180b和181b电性连接,用以驱使转动轴180a和180b、181a和181b转动,而带动旋转内筒150和151转动。在一些实施例中,马达320通过链条和链轮(未示出),驱使转动轴转动,进而带动旋转内筒150和151转动。
92.根据本公开的素肉制造装置,由于设置有两个旋转内筒150和151,且外套筒独立设置有加热区域hd与冷却区域cd,因而可行批次连续化的素肉工艺,因而可有效提高素肉的工艺效率,以有利于商业上的应用。
93.接着,请参照图2至图6,其为根据本公开的一些实施例的素肉制造装置的各步骤
的局部示意图。应理解的是,为了能更清楚说明,图2至图6所示的局部示意图省略了蒸气阀220、第一控制器230等其他部分元件。
94.如图2所示,当本公开的一些实施例的素肉制造装置在第一步骤,第一旋转内筒150可通过移动平台300推至与外套筒110的加热区域hd重叠的位置,并将进料口115打开,第一旋转内筒150开始旋转且同时将素肉材料通过进料口115进料至容置空间155中。当进料完成后,将进料口115打开关闭,外套筒110、第一旋转内筒150及多个密封盘140之间形成类封闭的空间。接着,第一旋转内筒150与外套筒110的加热区域hd开始进行加热,使得原料于容置空间155内受到热反应与剪切力作用而由固状融熔成具流动性的熔浆态。此外,第二旋转内筒151则位于冷却区域cd中待机。
95.接着请参照图3,于第二步骤中,加热区域hd的蒸气阀220关闭,且完成加热工艺的第一旋转内筒150移动至外套筒110右侧的冷却区域cd开始进行冷却工艺。同时,将第二旋转内筒151通过移动平台300推至与加热区域hd重叠的位置,并将进料口115打开,进料完成后关闭进料口115,第二旋转内筒151开始进入蒸气以进行加热工艺。
96.接着请参照图4,于第三步骤中,第一旋转内筒150自冷却区域cd的位置移动离开外套筒100内部,并取出附着于第一旋转内筒150上的素肉,以完成第一批素肉生产。此时,位于加热区域hd的第二旋转内筒151则持续加热至原料完成融熔。
97.接着请参照图5,于第四步骤中,加热区域hd的蒸气阀220关闭,且完成加热工艺的第二旋转内筒151位移至第一冷却区域cd开始进行冷却工艺。完成取料的第一旋转内筒150重新移动至外套筒110的加热区域hd位置,并打开进料口115进行进料,进料完成后,第一旋转内筒150导入蒸汽以进行原料的融熔工艺。
98.接着请参照图6,于第五步骤中,第一旋转内筒150持续于加热区域hd中进行加热至完全融熔原料。此时,第二旋转内筒151则完成冷却工艺自冷却区域cd的位置移动离开外套筒100内部,并取出附着于第二旋转内筒151上的素肉,以完成第二批素肉生产。通过反复的进行上述的步骤即可批次连续生产素肉。
99.以下,将通过实施例更具体地说明本公开,然而本公开的范围不限定于这些实施例。
100.实施例一
101.首先,取约7500~10000克,较佳为9000克逆渗透水并加入约50~150克,较佳为90克食盐,并将约1000~2000克,较佳为1500克大豆蛋白加入逆渗透水中,并加入约50~100克,较佳为75克的红曲色素,再以搅拌机搅拌约15~25分钟后静置20~40分钟,以使水分分布均匀。
102.接着,将约4000~5500克,较佳为4500克小麦蛋白加入上述的大豆蛋白与逆渗透水混合物中,并以搅拌机搅拌10~20分钟,直至蛋白质与水完全混合均匀,以作为素肉材料。
103.接着,将第一旋转内筒150移动至外套筒110中间的加热区域hd,第二旋转内筒151移动至外套筒110的第一冷却区域cd。将位于加热区域hd的进料口115打开,将约6500~7500克,较佳为7000克的混合均匀的素肉材料经由进料口115充填至第一旋转内筒150的容置空间155中。
104.接着,打开蒸气阀220及第一开关阀280以自加热模块210及第一温控模块211送出
蒸气,以使加热区域hd的夹层及第一旋转内筒150进行加热,设定加热温度为120℃,加热时间约35~60分钟,并打开第一旋转内筒150的传动马达开关,使第一旋转内筒150在加热的同时以约5~20rpm,较佳为10rpm的转速旋转。
105.加热结束后关闭蒸气,同时使第一转动轴180a和180b排出内部蒸气,而加热区域hd持续加热,第一旋转内筒150的传动马达持续开启,但马达转速降为约5~10rpm,较佳为5rpm,并将第一旋转内筒150位移至外套筒110右侧的冷却区域cd,并进行冷却工艺,时间约15~25分钟。
106.在第一旋转内筒150移动至右侧的冷却区域时,第二旋转内筒151位移至加热区域hd进行与上述相似的进料与加热工艺。接着,第一旋转内筒150完成冷却工艺后,将第一旋转内筒150移动离开外套筒110以进行取料,即完成第一批次素肉生产。
107.将第一批次素肉取下后,打开第一转动轴180a和180b的轴心冷却水排口阀,将内部的冷却水排出。接的,第二旋转内筒151完成加热工艺后,移动至外套筒110左侧的冷却区域,以进行冷却工艺,时间约15~25分钟,同时第一旋转内筒150进入加热区域hd并回到进料及加热工艺。
108.第二旋转内筒151完成冷却工艺后,将第二旋转内筒151位移离开外套筒110以进行取料,将完成的素肉由第二旋转内筒151上取下,即完成第二批次素肉生产,并待第一旋转内筒150离开加热区域hd后,第二旋转内筒151即回到进料及加热工艺。
109.根据本公开实施例的素肉制造装置,由于其具有划分成加热与冷却区域的外套筒,因而可同时进行冷却及加热工艺,以达到批次连续化生产,能够进一步增加素肉产品的产率。
110.再者,本公开实施例的素肉制造装置,其刻痕设置于旋转内筒的外表面上,因此可以确保类似肉类纤维的素肉产品会附着在旋转内筒的外表面,所以只要将旋转内筒拉出外套筒,即能方便地取得类似肉类纤维的素肉产品。因此,能够省略如传统的素肉胚原料必须再经过拆丝、覆水与重组等的第二次加工工艺。
111.虽然本公开的实施例及其优点已公开如上,但应该了解的是,任何本公开所属技术领域中技术人员,在不脱离本公开的精神和范围内,当可作更动、替代与润饰。此外,本公开的保护范围并未局限于说明书内所述特定实施例中的机器、物质组成、装置、方法及配置方式,任何本公开所属技术领域中技术人员可从本公开内容中理解,现行或未来所发展出的机器、物质组成、装置、方法及配置方式皆可根据本公开使用,只要可以与本文所述实施例具有大抵相同功能或获得大抵相同结果。因此,本公开的保护范围包括上述机器、物质组成、装置、方法及配置方式。另外,每一权利要求构成个别的实施例,且本公开的保护范围也包括各个权利要求及实施例的组合。
112.虽然本公开以前述多个实施例公开如上,然其并非用以限定本公开。本公开所属技术领域中技术人员,在不脱离本公开的精神和范围内,当可做些许的更动与润饰。因此,本公开的保护范围当视随附的权利要求所界定为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1