一种弧形竹片经热处理加工成等弧竹片的方法与流程
1.本发明属于材料加工领域,具体涉及一种弧形竹片经热处理加工成等弧竹片的方法。
背景技术:
2.竹材为中空锥形壳体结构,竹竿呈尖削状,上细下粗,各向异性显著。竹材的工业化利用主要分为两种方式,一种是直接利用圆竹本身的形状,制成圆竹家具、圆竹建筑等。但由于圆竹的形状各异、非规则圆管状而导致无法作为标准管材使用,利用效率有限。另一种是将其剖分细化,制作成不同形状的基本单元,如矩形竹片、竹篾、竹束、竹刨花等,再以这些基本单元为基础,重组制成板方材。但破碎重组对竹材原料的破坏性大、胶黏剂用量也较大,易失去竹材原始表面优雅纹理、质感和良好的物理力学性质。
3.等弧竹片是指内弧和外弧半径相等或相近的弧形竹片。与其它竹单元相比,其保留了竹材的弧形特征,对竹材原始的梯度结构破坏较少。以等弧竹片为基本单元制造的竹片弧形原态层积材和竹木复合材,不仅施胶量得到了有效降低,且具有优异的力学性能,可作为结构材用于建筑装饰领域。
4.现有等弧竹片是采用铣刀铣削竹青和竹黄面的方式制作得到的。由于采用铣削定弧,导致竹材利用率仅约60%,以其为基本单元胶合制造的竹片弧形原态层积材厚度规格较小;且铣削还会导致过量锯切竹青和竹黄,虽获得适宜的胶合界面,但也失去了竹材原态纹理质感。
技术实现要素:
5.针对现有等弧竹片的铣削定弧加工方法存在的不足,本发明提出一种新的加工等弧竹片的方法。该方法可显著提高竹材的利用率,且制得的等弧形竹片宽度大,并较好的保留了竹材的纹理特征。该方法大大拓展了竹材的使用空间,也能让具有悠久历史的竹材以原态、天然、标准的形态进入到工业利用中,更加符合当前绿色生活理念。
6.本发明提供的等弧竹片的加工方法,包括:将剖分后的弧形竹片在压力弧形模具作用下进行热处理定弧;
7.所述热处理定弧是指:将弧形竹片固定于加压装置中上下弧形模具之间进行加热处理,上下弧形模具的半径相等;在所述热处理定弧前,设置所述加压装置中弧形模具的初始加压压力值;
8.所述热处理定弧的过程包括两个阶段:
9.第一阶段的控制温度在140-160℃之间;
10.第二阶段的控制温度在65-75℃之间。
11.竹材由纤维素、半纤维素和木质素构成。本发明通过对其结构组成的深入研究发现,在一定含水率和温度的相互作用下,竹材弹性会减小,相应的塑性增加,软化后表现出蠕变和松弛等流变性能。基于对这一性质的认识,本发明提出在压力作用下分阶段热处理
加工等弧竹片的全新工艺路线。
12.通过这种加压分阶段热处理方式,可将剖分后形状各异的弧形竹片调整为标准的等弧竹片,并且可以保留更多的竹青和竹黄,提高竹材的利用率,同时保持了竹材原态纹理质感,避免现有铣削定弧加工方式存在的问题;而且,该加工方式对适合定弧的竹筒直径和壁厚范围要求更宽泛,使得原料来源更广,相应成本也较低;而且该方法所制得的等弧竹片的尺寸更宽,进一步拓展了竹材的应用空间。
13.在本发明所述加工方法的实施过程中,随着干燥时间的延长,弧形竹片半径会逐渐变大,整个干燥定弧过程中压力值保证压紧竹片。初始加压压力值应较小,防止压力过大导致竹片开裂。
14.同时,本发明还发现,第一阶段热处理温度对定弧效果,特别是等弧竹片的尺寸稳定性及防腐防霉性能影响也较大。为此,本发明通过合理控制第一阶段的热处理温度,不仅可以在相对较短时间内完成标准等弧竹片的制作和干燥,简化工序步骤,缩短整体加工时间,提高加工效率;而且还可以显著提高等弧竹片的尺寸稳定性及防腐防霉性能。
15.作为具体的实施方式,所述热处理定弧方式包括:高温干燥窑、高温蒸汽、水煮、微波等。在具体实施过程中,包括但不限于使用一种热处理定弧方式。
16.进一步地,本发明还发现,竹片初始加压压力值对加工效果影响也较大。为此,本发明控制所述弧形模具的初始加压压力值控制为0.05~0.08mpa。初始加压压力值应较小,压力值过大容易造成竹片开裂。随着弧形竹片在温度和自身含水率共同作用下逐渐软化,可逐渐缓慢的增加加压压力值。
17.作为本发明的具体实施方式之一,所述加工方法包括:
18.将剖分后的弧形竹片置于加压装置中半径相等的上下弧形模具之间,设定初始加压压力值为0.05~0.08mpa及第一阶段干燥温度140-160℃;
19.在温度和压力的作用下弧形竹片逐渐与加压装置中的上下弧形模具贴合。随着弧形竹片在温度和自身含水率共同作用下逐渐软化,可逐渐缓慢的增加加压压力值或保持加压压力值不变。
20.当弧形竹片与上下弧形模具完全贴合时,进入第二阶段,调整温度为65~75℃进行干燥,至弧形竹片含水率低于10%为止。
21.进一步地,本发明所述的加工方法还包括:在热处理前对圆竹分级、剖分,弧形竹片分级。
22.所述分级是将新采伐的圆竹横截定段,并对定段后的竹筒以5mm为分级梯度进行外径尺寸分级;
23.所述剖分是将分级后的圆竹段剖分成至少3份,通过砂磨、喷砂、铣削或者去节机的方式去掉弧形竹片的内外竹节。另外,如定弧前预先对弧形竹片进行蒸汽软化处理,内外竹节的去除可在软化处理之前或之后。
24.所述弧形竹片分级是将剖分后的弧形竹片按照外径尺寸分级。
25.本发明还提供上述等弧竹片的加工方法或该方法所得等弧竹片在以等弧竹片为原料加工制备竹产品中的应用。
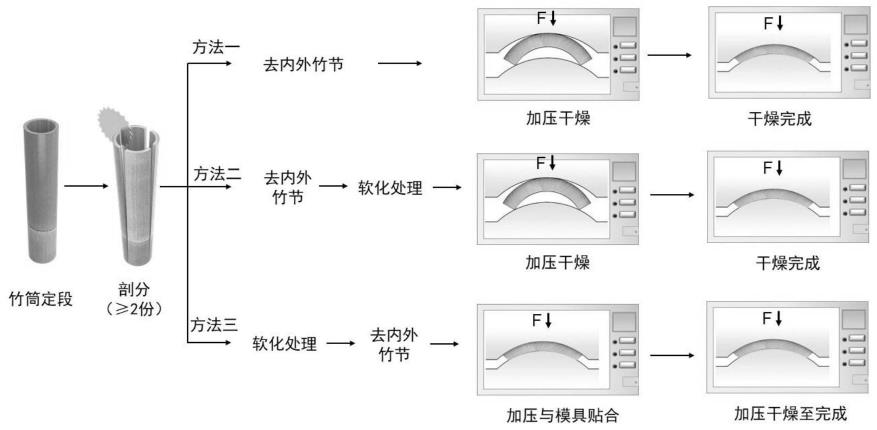
26.具体地,本发明的基于热处理的等弧竹片加工流程示意图如图1所示。本发明等弧竹片定弧前后形变示意图如图2所示。
27.进一步,采用本发明所述加工方法制得的等弧竹片制作的弧形竹片原态层积材如图4所示。
28.本发明的有益效果如下:
29.本发明所述的等弧竹片的加工方法,不仅能有效提高竹材的利用率,保持了竹材的原态梯度结构,减少加工过程的废弃物和粉尘的产生,而且制备的等弧竹片尺寸更宽,以此为基本单元加工制造的竹片弧形原态层积材和竹木复合材性能更优异,能广泛的用于建筑装饰和工程领域。
30.此外,本发明的定弧时间较短,在2.5h以内,相比现有技术能够显著缩短定弧时间,而且制备的等弧竹片的尺寸稳定性更高。
31.研究结果表明,采用本发明所述的加工方法,竹材利用率可达80%以上,且较好的保留了竹材的纹理特征。以此方法制备的等弧竹片为基本单元制造的竹片弧形原态层积材的厚度规格可提升到70mm以上,甚至可达到100mm以上,为竹质工程材料的发展发挥了重要的推动作用。
附图说明
32.图1为本发明所述的基于热处理的等弧竹片加工流程示意图。
33.图2为本发明等弧竹片定弧前后形变示意图。
34.图3为等弧竹片尺寸稳定性的测试对比图。
35.图4为采用本发明所述加工方法制得的等弧竹片制作的弧形竹片原态层积材。
具体实施方式
36.以下实施例用于说明本发明,但不用来限制本发明的范围。
37.实施例1
38.本实施例提供一种基于热处理方式的等弧竹片加工方法,步骤如下:
39.(1)将毛竹材横截定段;
40.(2)选取外径95-100mm以上的竹筒,剖分成4份,竹片含水率测得为35%附近;
41.(3)将剖分后的弧形竹片去掉内外竹节,保留竹青和竹黄;
42.(4)将弧形竹片固定于加压装置中上下弧形模具之间置于干燥箱进行热处理定弧;干燥温度设定为140℃;弧形模具的初始加压压力值控制为0.06mpa,所述热处理的过程中,弧形竹片的半径逐渐与模具贴合,加压压力值保持不变。2h之后将干燥温度调整为75℃,干燥至竹片的含水率降低至10%以下,成功完成了等弧竹片的制作,干燥热处理定弧时间为2h。
43.实施例2
44.本实施例提供一种基于热处理方式的等弧竹片加工方法,与实施例1的区别在于,在步骤(4)之前,先对弧形竹片进行100℃水煮4h软化处理,再进行步骤(4)的干燥定弧。
45.本实施例整体工艺的定弧时间为72h,其中干燥热处理定弧时间为2.5h。
46.实施例3
47.本实施例提供一种基于热处理方式的等弧竹片加工方法,与实施例1的区别在于,在步骤(4)之前,先对弧形竹片进行160℃蒸汽软化处理,再进行步骤(4)的干燥定弧。
48.本实施例整体工艺的定弧时间为72h,其中热处理定弧时间为10min。
49.对比例1
50.本对比例提供一种基于热处理方式的等弧竹片加工方法,与实施例1的区别在于所述热处理为一个阶段,径级为95-100mm,含水率为73%的新鲜竹材剖分后的弧竹片,置于加压装置中固定,全程控制温度为100℃。
51.结果显示:由于热处理操作条件不当,竹片未能与模具良好贴合,未能达到标准要求。
52.对比例2
53.本对比例提供一种基于热处理方式的等弧竹片加工方法,与实施例1的区别在于所述热处理中初始压力值过大,具体为单位压力0.12mpa。
54.结果显示:定弧过程中竹片发生断裂。
55.对比例3
56.以“a novel ecological,highly-utilizable manufacturing technology for standard bamboo units and its deformation laws”为例,其与实施例1的区别如下:
57.文中干燥温度设定为120℃,实施例1为140℃;
58.文中定弧时间为4-6h,实施例1的定弧时间为2.5h;
59.文中随着定弧时间的进行加压压力值逐渐减小,实施例1的加压压力值保持不变。
60.效果对比
61.定弧效率:本发明的定弧效率相比论文中,由4-6h缩短至了2.5h以内。
62.尺寸稳定性:参考gb/t 17657-2013《人造板及饰面人造板理化性能试验方法》,对定弧后的等弧竹片先常温放置60天,再浸泡25℃水中24h,最后采用60(
±
3)℃的温度烘至恒定重量,测量等弧竹片外径和内径的尺寸变化,测试对比结果如下图3所示。
63.由图中结果可知,实施例1中采用140℃定弧后竹片外弧半径的尺寸稳定性明显提高,常温放置60天后,几乎无变化。经过水热尺寸稳定性实验,140℃定弧后的竹片与120℃相比具有非常明显的优势。
64.虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1