一种机匣衬套防转销装配机构的制作方法
[0001]
本实用新型属于机匣箱体装配领域,具体涉及到一种机匣衬套防转销装配机构。
背景技术:
[0002]
某型附件机匣深腔里衬套防转销(直径d=3mm,长度l=4mm)装配时过盈量0.024~0.008mm,防转销装在衬套底部,空间狭小,目前使用钳子和铜棒进行防转销装配。用钳子装夹防转销时,钳子端部与防转销和套沿为点接触,施加较大的力压装防转销时,容易将套内径和套沿压伤。机匣结构复杂,部分位置的衬套无法使用开口钳子施力,只能用细铜棒(直径d=5mm)倾斜角度对准防转销,用锤子敲击铜棒,将防转销压入,但是铜棒轴线与防转销轴线不平行,两轴线夹角大于100
°
,作用力不垂直,防转销经常压偏,难以装入,在敲击铜棒时,铜棒与防转销二者轴线呈倾斜角度,瞬间的敲击力,在接触端面上容易打滑,将衬套内径碰伤,导致拔套返工,效率低下,严重影响产品质量。
技术实现要素:
[0003]
通过发明一种齿轮齿条传动机构,机构输出的作用力矢量方向与防转销轴线平行,施力过程稳定可靠,无偏斜,对衬套内径无碰伤,保证防转销一次压装合格,装配质量100%合格。
[0004]
本实用新型采用齿轮与齿条啮合传动,用于机匣壳体深腔里衬套上防转销的装配,通过旋转把手施加的压紧力传递到顶销直接作用在防转销上,压紧力的矢量方向与防转销轴线平行,施力稳定可靠,防转销压装后无偏斜,一次装配合格。机构主要包括底座、顶销、齿条、齿轮、销轴、锁紧螺钉、扶手、旋转把手。
[0005]
技术方案
[0006]
一种机匣衬套防转销装配机构,包括旋转把手1、销轴4、齿轮5、齿条6、顶销7和底座8;所述旋转把手1与齿轮5焊接在一起,通过销轴4与底座8连接固定,齿条6与齿轮5啮合传动进行力的传递;底座8上设有水平槽,齿条6为t型结构,上端为齿条面,下端t型横板与水平槽相互配合,下端t型横板一侧设有一凸起,该凸起底面与底座8底面平齐,顶销7设置在齿条6上所述凸起的前端沉孔里,通过焊接固定;受力后在所述底座8上的水平槽里前后移动,并带动顶销7运动。
[0007]
技术效果
[0008]
对于深腔里零件的装配,可以采用本机构实现,对其它机型同类结构的装配可以推广应用。
附图说明
[0009]
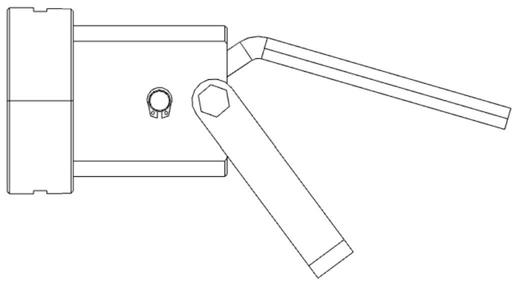
图1为本实用新型的结构图
[0010]
图2为本实用新型的底部视图
[0011]
图3为本实用新型的俯视图
[0012]
图4为本实用新型的右视图
[0013]
其中:1-旋转把手、2-扶手、3-锁紧螺钉、4-销轴、5-齿轮、6-齿条、7-顶销、8-底座
具体实施方式
[0014]
一种机匣衬套防转销装配机构,包括旋转把手1、销轴4、齿轮5、齿条6、顶销7和底座8;所述旋转把手1与齿轮5焊接在一起,通过销轴4与底座8连接固定,齿条6与齿轮5啮合传动进行力的传递;底座8上设有水平槽,齿条6为t型结构,上端为齿条面,下端t型横板与水平槽相互配合,下端t型横板一侧设有一凸起,该凸起底面与底座8底面平齐,顶销7设置在齿条6上所述凸起的前端沉孔里,通过焊接固定;受力后在所述底座8上的水平槽里前后移动,并带动顶销7运动。
[0015]
所述的装配机构上还设有扶手2,通过锁紧螺钉3固定在底座8上;
[0016]
所述扶手2为u型结构。
[0017]
所述齿轮5啮合传动部分的齿数需保证顶销7的作用行程即可。
[0018]
顶销7上与装配件接触的端面形状应与装配件接触的端面相匹配,避免点接触。
[0019]
底座8与衬套孔为间隙配合。间隙量为0.1-0.2mm。
[0020]
旋转把手1上设置有防滑螺纹。
[0021]
所述底座8与齿条6接触面粗糙度应小于3.2μm。
[0022]
通过上述工装的创新发明改进,可实现防转销平缓压入衬套内,衬套内径无碰伤。
[0023]
通过本实用新型的实施,某型机附件机匣壳体上深腔里衬套防转销一次装配合格,防转销装配无偏斜,装配操作简单方便,衬套内径无碰伤,装配车间进行轴承安装时,无卡滞、划伤等质量问题,保证了装配车间部件装配一次合格。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1