胶料导开装置和成型机胶料导开方法与流程
本发明涉及轮胎,具体而言,涉及一种胶料导开装置和成型机胶料导开方法。
背景技术:
1、现有技术中,成型机的料卷导开后分出的胶料都是经过自由储料兜后进入供料装置中,再进入供料架进行定长裁切,自由储料兜的存在必然造成半成品胶料的拉伸,由于料兜的大小实时变化,因此拉伸量无法控制。现有的成型机对应储料兜的位置通常包括两个检测开关,分别检测储料兜的上下限,当上限检测不到胶料时控制料卷开始导开,当下限检测到胶料时控制料卷停止导开,但是,储料兜内上下限的距离较大会导致胶料容易被拉伸;储料兜内上下限的距离过小会导致胶料的导开速度小于供料速度,若是省略了自由储料兜,料卷的导开速度与胶料的供料速度不容易匹配。
2、因此,目前的胶料导开装置存在的储料兜过大导致胶料容易被拉伸、储料兜过小导致胶料的导开速度跟不上供料速度的技术问题。
技术实现思路
1、本发明的主要目的在于提供一种胶料导开装置和成型机胶料导开方法,以解决现有技术中储料兜过大导致胶料容易被拉伸、储料兜过小导致胶料的导开速度跟不上供料速度的问题。
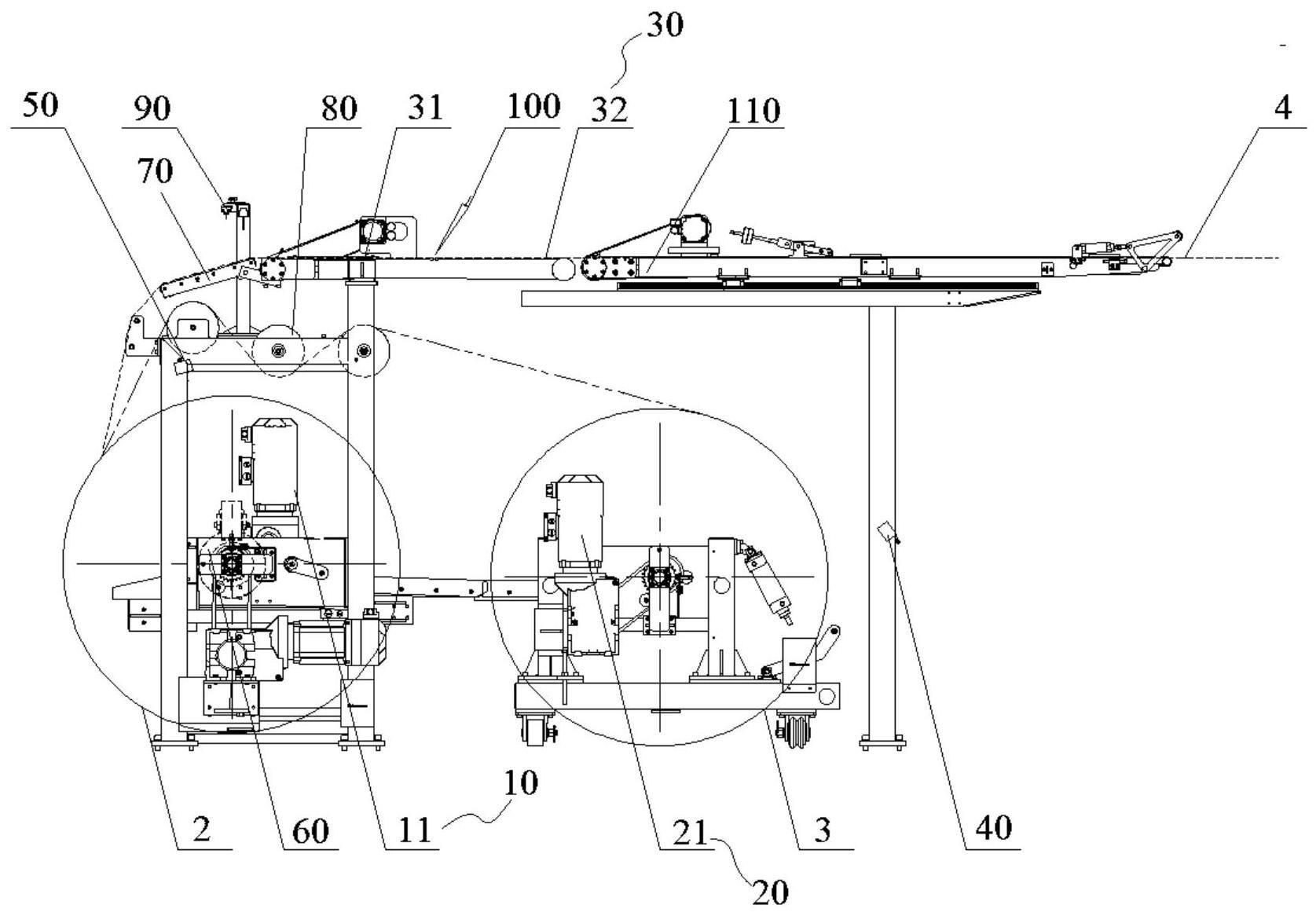
2、为了实现上述目的,根据本发明的一个方面,提供了一种胶料导开装置,包括第一缠绕组件、第二缠绕组件、传送带组件、第一编码器、第一检测件和控制单元,其中,第一缠绕组件上套设有料卷,且第一缠绕组件的至少一部分能够随料卷沿第一方向转动;第一缠绕组件上的料卷的出料端分出的衬布缠绕在第二缠绕组件上,且第二缠绕组件能够带动衬布沿第一方向转动并形成衬布卷;传送带组件以预设速度传输料卷的出料端分出的胶料;第一编码器用于检测第二缠绕组件的转速;第一检测件用于检测衬布卷的直径;控制单元分别与第一检测件、第一编码器和第二缠绕组件信号连接,控制单元根据第一检测件和第一编码器发送的信息确认衬布卷的线速度,并根据衬布卷的线速度与预设速度的比较结果调节第二缠绕组件的转速,以使衬布卷的线速度等于预设速度。
3、进一步地,胶料导开装置还包括第二检测件和刹车组件,其中,第二检测件用于检测第一缠绕组件上的料卷的直径;刹车组件与第一缠绕组件驱动连接,当第一缠绕组件沿第一方向转动时,刹车组件为第一缠绕组件提供沿第二方向转动的刹车力,刹车组件与第二检测件信号连接并根据第二检测件发出的信息调节刹车力的大小。
4、进一步地,当第二检测件检测到第一缠绕组件上的料卷的直径变小时,刹车组件提供的刹车力减小。
5、进一步地,胶料导开装置还包括第二编码器,第二编码器用于检测第一缠绕组件的转速;控制单元分别与第二检测件、第二编码器信号连接,控制单元根据第二检测件和第二编码器发送的信息确认料卷的线速度,并根据料卷的线速度与预设速度的比较结果调节第二缠绕组件的转速,以使衬布卷的线速度等于预设速度。
6、进一步地,刹车组件包括比例阀制动气动刹车件、电磁制动刹车件中的至少一种。
7、进一步地,胶料导开装置还包括导向架和至少一个导向轮,其中,导向架设置在第一缠绕组件和传送带组件之间,料卷的出料端分出的胶料通过导向架输送至传送带组件上;导向轮设置在第一缠绕组件和第二缠绕组件之间,料卷的出料端分出的衬布通过导向轮缠绕至第二缠绕组件上。
8、进一步地,胶料导开装置还包括第三检测件,第三检测件设置在导向架上,第三检测件用于检测胶料是否通过传送带组件。
9、进一步地,第一缠绕组件的至少一部分能够带动料卷沿第二方向转动。
10、进一步地,传送带组件包括顺次连接的裁切传送带和输送传送带,裁切传送带相对于输送传送带靠近第一缠绕组件,胶料导开装置还包括裁切刀,裁切刀用于对通过裁切传送带的胶料进行裁切;和/或胶料导开装置还包括贴合模板,贴合模板与输送传送带远离裁切传送带的一端连接。
11、根据本发明的另一方面,提供了一种成型机胶料导开方法,成型机胶料导开方法应用上述的胶料导开装置对料卷进行导开,成型机胶料导开方法包括:将待导开的料卷放置在胶料导开装置的第一缠绕组件上;将料卷的出料端分出的衬布缠绕在胶料导开装置的第二缠绕组件上,并将料卷的出料端分出的胶料放置在以预设速度运动的胶料导开装置的传送带组件上;第二缠绕组件的输出端转动并带动缠绕在第二缠绕组件上的衬布沿第一方向转动并形成衬布卷,以使第一缠绕组件沿第一方向转动;胶料导开装置的第一编码器检测第二缠绕组件的实时转速并向胶料导开装置的控制单元发送转速信息,胶料导开装置的第一检测件检测衬布卷的实时直径并向控制单元发送直径信息,控制单元通过转速信息和直径信息确定衬布卷的实时线速度,并根据衬布卷的实时线速度与预设速度的比较结果调节第二缠绕组件的转速,以使衬布卷的线速度等于预设速度。
12、应用本发明的技术方案,本方案中的胶料导开装置包括第一缠绕组件、第二缠绕组件、传送带组件、第一编码器、第一检测件和控制单元,其中,第一缠绕组件上套设有料卷,且第一缠绕组件的至少一部分能够随料卷沿第一方向转动;第一缠绕组件上的料卷的出料端分出的衬布缠绕在第二缠绕组件上,且第二缠绕组件能够带动衬布沿第一方向转动并形成衬布卷;传送带组件以预设速度传输料卷的出料端分出的胶料;第一编码器用于检测第二缠绕组件的转速;第一检测件用于检测衬布卷的直径;控制单元分别与第一检测件、第一编码器和第二缠绕组件信号连接,控制单元根据第一检测件和第一编码器发送的信息确认衬布卷的线速度,并根据衬布卷的线速度与预设速度的比较结果调节第二缠绕组件的转速,以使衬布卷的线速度等于预设速度。
13、本方案通过将待导开的料卷放置在第一缠绕组件上,将料卷的出料端分出的衬布缠绕在第二缠绕组件上,并将料卷的出料端分出的胶料放置在以预设速度运动的传送带组件上,第二缠绕组件的输出端转动并带动缠绕在第二缠绕组件上的衬布沿第一方向转动并形成衬布卷,以使第一缠绕组件沿第一方向转动,第一编码器检测第二缠绕组件的实时转速并向胶料导开装置的控制单元发送转速信息,第一检测件检测衬布卷的实时直径并向控制单元发送直径信息,控制单元通过转速信息和直径信息确定衬布卷的实时线速度,并根据衬布卷的实时线速度与预设速度的比较结果调节第二缠绕组件的转速,以使衬布卷的线速度等于预设速度,本方案中省略了储料兜,防止储料兜过大导致胶料容易被拉伸,储料兜过小导致胶料的导开速度小于传送带组件的供料速度,并且能够保证胶料的导开速度(即衬布卷缠绕衬布的线速度)与传送带组件的速度相匹配。并且防止胶料在传送带组件上产生的不规律的收缩,导致胶料的稳定性不好,而且避免胶料落地造成的污染,具有广泛的经济价值。
技术特征:
1.一种胶料导开装置,其特征在于,包括:
2.根据权利要求1所述的胶料导开装置,其特征在于,所述胶料导开装置还包括:
3.根据权利要求2所述的胶料导开装置,其特征在于,当所述第二检测件(50)检测到所述第一缠绕组件(10)上的所述料卷(2)的直径变小时,所述刹车组件(60)提供的所述刹车力减小。
4.根据权利要求2所述的胶料导开装置,其特征在于,所述胶料导开装置还包括:
5.根据权利要求2所述的胶料导开装置,其特征在于,所述刹车组件(60)包括比例阀制动气动刹车件、电磁制动刹车件中的至少一种。
6.根据权利要求1至5中任一项所述的胶料导开装置,其特征在于,所述胶料导开装置还包括:
7.根据权利要求6所述的胶料导开装置,其特征在于,所述胶料导开装置还包括第三检测件(90),所述第三检测件(90)设置在所述导向架(70)上,所述第三检测件(90)用于检测所述胶料(4)是否通过所述传送带组件(30)。
8.根据权利要求1至5中任一项所述的胶料导开装置,其特征在于,所述第一缠绕组件(10)的至少一部分能够带动所述料卷(2)沿第二方向转动。
9.根据权利要求1至5中任一项所述的胶料导开装置,其特征在于,所述传送带组件(30)包括顺次连接的裁切传送带(31)和输送传送带(32),所述裁切传送带(31)相对于所述输送传送带(32)靠近所述第一缠绕组件(10),
10.一种成型机胶料导开方法,其特征在于,所述成型机胶料导开方法应用权利要求1至9中任一项所述的胶料导开装置对料卷(2)进行导开,所述成型机胶料导开方法包括:
技术总结
本发明提供了一种胶料导开装置和成型机胶料导开方法,胶料导开装置包括第一缠绕组件、第二缠绕组件、传送带组件、第一编码器、第一检测件和控制单元,第一缠绕组件上套设有料卷;第一缠绕组件上的料卷的出料端分出的衬布缠绕在第二缠绕组件上;传送带组件以预设速度传输料卷的出料端分出的胶料;第一编码器用于检测第二缠绕组件的转速;第一检测件用于检测衬布卷的直径;控制单元根据第一检测件和第一编码器发送的信息确认衬布卷的线速度,根据衬布卷的线速度与预设速度的比较结果调节第二缠绕组件的转速,以使衬布卷的线速度等于预设速度。本发明解决了现有技术中储料兜过大胶料容易被拉伸、储料兜过小胶料的导开速度小于供料速度的问题。
技术研发人员:武守涛,陈西琪,周福德,商力卫,宋朋哲
受保护的技术使用者:软控股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!