一种吸塑包装纸、包装容器及吸塑包装纸的制作方法与流程
0.5份,氢氧化钠0.05-0.10份,羧甲基纤维素0.2-0.4份,消泡剂0.05-0.15份。
10.其中,胶粘剂的粒径为160-180纳米。
11.其中,原纸层包括依次叠层设置的底层、芯层、面衬层以及面层,第二涂布层设置在面层上,其中,面层包括质量占比分别为25-35%漂白硫酸盐针叶木浆和65-75%漂白硫酸盐阔叶木浆;面衬层包括质量占比分别为20-30%漂白硫酸盐针叶木浆和70-80%漂白硫酸盐阔叶木浆;芯层包括质量占比分别为5-10%漂白硫酸盐针叶木浆、10-15%漂白硫酸盐阔叶木浆以及75-85%漂白化学热磨机械浆;底层包括质量占比分别为15-25%漂白硫酸盐针叶木浆和75-85%漂白硫酸盐阔叶木浆。
12.其中,吸塑包装纸还包括施胶层,施胶层设于涂布层和原纸层之间。
13.为解决上述技术问题,本技术采用的又一个技术方案是:提供一种包装容器,包括吸塑包装纸及设置在吸塑包装纸上的塑料泡罩,其中,该包装容器是采用如上任一项的吸塑包装纸制成。
14.为解决上述技术问题,本技术采用的又一个技术方案是:提供一种吸塑包装纸的制作方法,其中,该吸塑包装纸的制作方法包括:提供原纸层;将第一涂料涂覆在原纸层上,以得到叠层设置于原纸层上的第一涂布层;将第二涂料涂覆在第一涂布层上,以获取到吸塑包装纸;其中,所述第二涂料包括以下按重量份计的原料:第二重质碳酸钙50-80份,瓷土10-20份,煅烧土10-30份,胶粘剂14-18份,大豆蛋白1-3份,耐水化剂0.1-0.7份,润滑剂0.1-0.5份,氢氧化钠0.05-0.10份,羧甲基纤维素0.2-0.4份,消泡剂0.05-0.15份。
15.本技术的有益效果是:区别于现有技术,本技术提供的吸塑包装纸中的涂布层具体包括叠层设置的第一涂布层和第二涂布层,而第一涂布层具体设置在吸塑包装纸的原纸层上,且第二涂布层包括以下按重量份计的原料:第二重质碳酸钙50-80份,瓷土10-20份,煅烧土10-30份,胶粘剂14-18份,大豆蛋白1-3份,耐水化剂0.1-0.7份,润滑剂0.1-0.5份,氢氧化钠0.05-0.10份,羧甲基纤维素0.2-0.4份,消泡剂0.05-0.15份,以能够通过适宜的制备原料及配比,而使相应得到的吸塑包装纸在具有良好吸塑效果的同时,还能够保证较好的印刷加工适性。
附图说明
16.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
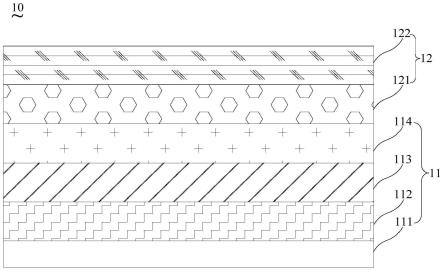
17.图1是本技术吸塑包装纸一实施方式的结构示意图;
18.图2是本技术吸塑包装纸的制作方法一实施方式的流程示意图。
具体实施方式
19.发明人经长期研究发现,真空吸塑包装主要是将塑料泡罩通过吸塑油与纸张粘合后包装产品,其最容易出现的质量异常就是吸塑不良。对纸类吸塑包装是否合格的判定标准是撕开吸塑罩时,能带破接触面三分之二以上的纸张表面,也即被撕开时,吸塑包装的剥离破坏应发生在纸层内部,即塑料泡罩粘有纸层,则表明吸塑包装是成功的。
20.其中,关于吸塑不良的影响因素已有很多的理论研究,比如,吸塑油的成分、粘性、ph值等;油墨的组分、膜层厚薄、油墨与吸塑油的适性等;吸塑的工艺如温度、压强等;纸张的松紧度、纸张的表面强度和内部结合强度、纸张涂层表面的微粗糙度和多孔性、纸张水分等因素。而造成吸塑不良的原因通常是被破坏的界面不是在白卡纸层内部,也即当撕开吸塑包装物时,破坏界面发生在吸塑油层与涂层之间,则说明纸张表面涂层封闭,吸塑油渗透难,吸塑油与涂层的结合力不足;破坏界面发生在白卡纸涂层表面,则说明纸张涂层强度低且涂层封闭紧密,吸塑油难渗透到纸层内。其中,当破坏界面发生在白卡纸张厚度的1/2到1/3处时,则说明吸塑效果良好。
21.由此可知,在吸塑包装产品中,当其他条件如温度、压强、吸塑油用量、吸塑泡罩等一定时,吸塑效果的好坏将主要取决于涂布纸板的性能。因此便需要涂布白卡纸的涂层强度及涂层与纸张的结合强度大于纸层内部强度,这样才能满足吸塑包装的性能要求。
22.但由于吸塑纸还需要进行印刷加工,涂层强度提升会导致涂层封闭,油墨的干燥速度慢并且会降低吸塑油的渗透和干燥,从而使吸塑油层、油墨层和涂布层表面容易出现破坏界面造成吸塑不良;纸张表面强度和内部结合强度越低,吸塑效果越好,但是纸张表面强度降低,在印刷过程中便容易出现表层剥离现象。而目前,虽有影响吸塑效果的影响因素的研究工作,但鲜有报道或公开技术文献指出如何生产具有良好吸塑效果和印刷加工适性的吸塑纸。
23.为了保证吸塑包装纸在具有良好的吸塑效果的前提下,还能够有效提升吸塑包装纸的印刷加工适性,本技术提供了一种吸塑包装纸。下面结合附图和实施例,对本技术作进一步的详细描述。特别指出的是,以下实施例仅用于说明本技术,但不对本技术的范围进行限定。同样的,以下实施例仅为本技术的部分实施例而非全部实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
24.在本技术中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
25.请参阅图1,图1是本技术吸塑包装纸一实施方式的结构示意图。在本实施例中,该吸塑包装纸10包括:原纸层11和涂布层12。
26.其中,本技术提供的一种吸塑包装纸10,具体可理解为一种用于吸塑包装容器的纸板,以能够通过吸塑油将一塑料泡罩吸附、粘合于吸塑包装纸10上,而对应形成一封闭的容纳腔体,以用于容置其他工业产品,比如,电池、牙刷等。当然,在其他实施例中,该吸塑包装纸10还可以应用在其他纸张的使用场景,或其他物品的包装中,本实施例对此并不加以限制。
27.需说明的是,吸塑是一种塑料加工工艺,具体是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。而吸塑纸包装是用纸塑复合产品来代替塑料片进行吸塑包装。
28.具体地,吸塑包装纸10中的涂布层12进一步包括叠层设置的第一涂布层121和第二涂布层122,且第一涂布层121具体设置在吸塑包装纸10中的原纸层11上。
29.其中,第二涂布层122具体是采用以下按重量份计的原料制成:第二重质碳酸钙
50-80份,瓷土10-20份,煅烧土10-30份,胶粘剂14-18份,大豆蛋白1-3份,耐水化剂0.1-0.7份,润滑剂0.1-0.5份,氢氧化钠0.05-0.10份,羧甲基纤维素0.2-0.4份,消泡剂0.05-0.15份,以能够通过适宜的制备原料及配比,而使相应得到的吸塑包装纸10在具有良好吸塑效果的同时,还能够保证较好的印刷加工适性。
30.进一步地,在一实施例中,第一涂布层121具体是采用如下原料制成:第一重质碳酸钙70-90份,煅烧土10-30份,胶粘剂14-18份,大豆蛋白2-4份,耐水化剂0.1-0.7份,润滑剂0.1-0.5份,氢氧化钠0.05-0.10份,羧甲基纤维素0.2-0.4份,消泡剂0.05-0.15份。
31.可选地,第二重质碳酸钙中粒径小于2微米的构成部分的质量占比小于第一重质碳酸钙中粒径小于2微米的构成部分的质量占比。
32.可选地,第一重质碳酸钙中粒径小于2微米的构成部分的质量占比为60%-75%,且优选为70%;第二重质碳酸钙中粒径小于2微米的构成部分的质量占比为大于或等于90%-98%,且优选为93%。
33.可选地,第一涂布层121的固含量为63%-66%,而第二涂布层122的固含量为63%-66%。
34.可选地,煅烧土中粒径小于2um的构成部分的质量占比为85%-95%,且优选为90%。
35.可选地,瓷土中粒径小于2um粒径的的构成部分的质量占比为98%。
36.可选地,胶粘剂的粒径为160-180纳米,以能够通过合适的胶乳粒径,而有利于控制胶乳的迁移速率和迁移量,以在涂布层12中的胶乳向原纸层11有少量迁移时,也可以粘结纤维与涂层颜料,而有效提升原纸层11与涂布层12之间的结合力。
37.可选地,胶粘剂具体为丁苯胶乳、苯丙胶乳等任意合理种类的胶乳中的一种或多种混合,本技术对此不做限定。
38.可选地,耐水化剂为聚酰胺聚脲树脂类高分子。
39.可选地,润滑剂为硬脂酸钠类。
40.可选地,消泡剂为矿物油类。
41.在一具体的实施例中,第一涂布层121中的胶粘剂具体是苯乙烯丁二烯胶乳,且粒径为160-180nm,玻璃化转变温度在-5-0度。
42.进一步地,第二涂布层122中的胶粘剂具体是苯乙烯丁二烯胶乳,且粒径为140-160nm,玻璃化转变温度为8-12度;或,聚乙烯-醋酸乙烯胶乳,且粒径为250-300nm,玻璃化转变温度为20-25度。
43.在一实施例中,原纸层11进一步包括依次叠层设置的底层111、芯层112、面衬层113以及面层114,且第二涂布层122具体是设置在面层114上。其中,面层114包括质量占比分别为25-35%漂白硫酸盐针叶木浆和65-75%漂白硫酸盐阔叶木浆;面衬层113包括质量占比分别为20-30%漂白硫酸盐针叶木浆和70-80%漂白硫酸盐阔叶木浆;芯层112包括质量占比分别为5-10%漂白硫酸盐针叶木浆、10-15%漂白硫酸盐阔叶木浆以及75-85%漂白化学热磨机械浆;底层111包括质量占比分别为15-25%漂白硫酸盐针叶木浆和75-85%漂白硫酸盐阔叶木浆。
44.可理解的是,在原纸层11的四层结构的设计中,面层114和面衬层113的内部结合力要优于芯层112,以能够使吸塑包装的剥离破坏主要发生在芯层112,而面层114具有较好
的纤维内部结合力有助于提高吸塑牢度。
45.在一实施例中,吸塑包装纸10还包括施胶层,施胶层设于涂布层12和原纸层11之间。
46.在一实施例中,第一涂布层121的涂料和第二涂布层122的涂料具体是采用如下配制方式制备得到:将分散好的重质碳酸钙、瓷土以及煅烧土,按涂料配方比例依次加入涂料制备罐中,并加入naoh(氢氧化钠)将颜料泥浆调节至ph为11
±
0.5,然后将大豆蛋白干粉添加到颜料浆液中,并在2000-3000rpm的转速下搅拌5-10min,以使大豆蛋白与颜料分散均匀后,降低搅拌速度到2000rpm以内,再添加胶乳,并搅拌2-5min。
47.进一步地,依次添加耐水化剂、润滑剂、羧甲基纤维素、消泡剂等涂料助剂,以搅拌5-10min后制得。
48.其中,第一涂布层121和第二涂布层122的涂布量均为10-13gsm。
49.在一实施例中,对应涂覆在原纸层11上的施胶层的施胶量具体为0.1-1.0gsm,以能够通过极低的表面施胶来降低纸板的表面强度,但控制第二涂布层122中的胶粘剂向原纸层11的迁移来赋予涂布层12和原纸层11中的纤维一定的结合力,并保证第二涂布层122的强度和孔隙率。
50.其中,第一涂布层121中的胶粘剂具体是采用丁苯胶乳、苯丙胶乳中的一种或两种,其中胶乳的粒径具体为160-180nm,合适的胶乳粒径有利于控制胶乳的迁移速率和迁移量,第一涂布层121中的胶乳在向原纸层11有少量迁移时,也可以粘结纤维与第一涂布层121,以提升原纸层11与涂布层12间的结合力。
51.进一步地,大豆蛋白作为辅助胶粘剂,由于其特殊的两性结构,部分大豆蛋白将吸附在颜料表面上,而其余的将存在于液相中。其中,吸附部分的大豆蛋白能够促成快速的涂层固化,并增加了具有高孔隙容积的涂层结构;液相中的大豆蛋白提供了利于涂料运行性能的液相黏度构筑物、保水能力和良好的润滑能力。
52.在一实施例中,涂布层12中使用的大豆蛋白具体为低粘度的大豆蛋白,该粘度等级的大豆蛋白比较适合于本技术所用的颜料和胶粘剂粒径范围下形成的涂层体系,让整体的涂层孔隙分布均匀,并且应用后对涂料的粘度影响最小。
53.其中,第一涂布层121中使用2-4份大豆蛋白可以有效控制预涂胶乳的迁移;而第二涂布层122中使用1-3份大豆蛋白可以为第二涂布层122提供高孔隙容积的涂层结构,从而使第二涂布层122在使用大量胶粘剂来提升涂层强度的同时,还具有较高的、均一的微孔率,从而保证涂层表面具有合适的印刷油墨干燥和吸塑油的渗透干燥,并最终使吸塑结构中的吸塑油层、印刷油墨层、纸张涂布层12、纸张涂布层12与原纸结合力均强于原纸内部结合力。
54.在一具体的实施例中,吸塑包装纸10中的原纸层11的浆料配比具体可以是:底层111的浆配,也即质量占比为15%的nbkp(漂白硫酸盐针叶木浆)和85%的lbkp(漂白硫酸盐阔叶木浆);芯层112的浆配为10%的nbkp、15%的lbkp以及75%的bctmp(漂白化学热磨机械浆);面衬层113的浆配为20%的nbkp和80%的lbkp;面层114的浆配为25%的nbkp和75%的lbkp。且原纸层11的浆料中还喷淋有0.2g/m2的淀粉,而表面施胶量为0.5g/m2。
55.进一步地,吸塑包装纸10中的第一涂布层121的主要配方及质量占比为95%的gcc65(65级的重质碳酸钙)、5%的片状土、15%的预涂sb(丁苯系)胶乳、1%的大豆蛋白,且
涂布量为11g/m2;而第二涂布层122的主要配方及质量占比为65%的gcc97(97级的重质碳酸钙)、25%的瓷土、10%的煅烧土、15%的面涂sb胶乳、vae胶乳、2%的大豆蛋白,且涂布量为11g/m2,以能够得到较好的吸塑效果。
56.在另一具体的实施例中,吸塑包装纸10中的原纸层11的浆料配比还可以是:底层111的浆配,也即质量占比为15%的nbkp和85%的lbkp;芯层112的浆配为10%的nbkp、15%的lbkp以及75%的bctmp;面衬层113的浆配为20%的nbkp和80%的lbkp;面层114的浆配为25%的nbkp和75%的lbkp,且表面施胶量为1g/m2。
57.进一步地,吸塑包装纸10中的第一涂布层121的主要配方及质量占比为95%的gcc65、5%的片状土、15%的预涂sb胶乳、1%的大豆蛋白,且涂布量为11g/m2;而第二涂布层122的主要配方及质量占比为65%的gcc97、25%的瓷土、10%的煅烧土、15%的面涂sb胶乳、2%的大豆蛋白,且涂布量为11g/m2,以能够得到良好的吸塑效果。
58.在另一具体的实施例中,吸塑包装纸10中的原纸层11的浆料配比还可以是:底层111的浆配,也即质量占比为15%的nbkp和85%的lbkp;芯层112的浆配为10%的nbkp、15%的lbkp以及75%的bctmp;面衬层113的浆配为20%的nbkp和80%的lbkp;面层114的浆配为25%的nbkp和75%的lbkp,且表面施胶量为1g/m2。
59.进一步地,吸塑包装纸10中的第一涂布层121的主要配方及质量占比为95%的gcc65(65级的重质碳酸钙)、5%的片状土、7%的预涂sb(丁苯系)胶乳、12%的vae(醋酸乙烯-乙烯共聚)胶乳、1%的大豆蛋白,且涂布量为11g/m2;而第二涂布层122的主要配方及质量占比为65%的gcc97(97级的重质碳酸钙)、25%的瓷土、10%的煅烧土、7%的面涂sb胶乳、11%vae胶乳、2%的大豆蛋白,且涂布量为11g/m2,以能够得到较好的吸塑效果。
60.由此可知,通过合适的原纸层11和涂布层12中各配制材料的组成和质量占比及涂布量,能够有效使得最终得到的成品吸塑包装纸10的在具有良好吸塑效果的同时,还能够保证较好的印刷加工适性。而在其他实施例中,原纸层11和涂布层12中各配制材料的质量占比,施胶量、总涂布量及涂布次数还可以是其他任一合理的数量组合,本技术对此不做限定。
61.在一实施例中,吸塑包装纸10还可以具体包括依次叠层设置于第二涂布层122上的油墨层(图未示出)、吸塑油层(图未示出)以及泡壳层(图未示出),也即该吸塑包装纸10具体为吸塑后的纸板,而该油墨层、吸塑油层以及泡壳层具体可以通过常规技术手段制做得到,在此不再赘述。
62.基于总的发明构思,本技术还提供了一种包装容器,其中,该包装容器(图未示出)具体包括吸塑包装纸(图未示出)及设置在吸塑包装纸上的塑料泡罩(图未示出),且该包装容器是采用如上任一项所述的吸塑包装纸10制成。
63.其中,该吸塑包装纸具体可理解为一种用于吸塑包装容器的纸板,以能够通过将塑料泡罩吸附、粘合于吸塑包装纸上,而对应形成一封闭的容纳腔体,以用于容置其他工业产品,比如,电池、牙刷等。当然,在其他实施例中,该吸塑包装纸还可以应用在其他纸张的使用场景,或其他物品的包装中,本实施例对此并不加以限制。
64.基于总的发明构思,本技术还提供了一种吸塑包装纸的制作方法,请参阅图2,图2是本技术吸塑包装纸的制作方法一实施方式的流程示意图。本实施方式包括如下步骤:
65.s21:提供原纸层。
66.具体地,提供一原纸层,比如,具体包括有依次叠层设置的底层、芯层、面衬层以及面层的原纸层。
67.在一实施例中,原纸层进一步包括依次叠层设置的底层、芯层、面衬层以及面层,且第二涂布层具体是设置在面层上。其中,面层包括质量占比分别为25-35%漂白硫酸盐针叶木浆和65-75%漂白硫酸盐阔叶木浆;面衬层包括质量占比分别为20-30%漂白硫酸盐针叶木浆和70-80%漂白硫酸盐阔叶木浆;芯层包括质量占比分别为5-10%漂白硫酸盐针叶木浆、10-15%漂白硫酸盐阔叶木浆以及75-85%漂白化学热磨机械浆;底层包括质量占比分别为15-25%漂白硫酸盐针叶木浆和75-85%漂白硫酸盐阔叶木浆。
68.可理解的是,在原纸层的四层结构的设计中,面层和面衬层的内部结合力要优于芯层,以能够使吸塑包装的剥离破坏主要发生在芯层,而面层具有较好的纤维内部结合力有助于提高吸塑牢度。
69.s22:将第一涂料涂覆在原纸层上,以得到叠层设置于原纸层上的第一涂布层。
70.进一步地,将预先配制得到的第一涂料涂覆在原纸层上,以得到叠层设置于原纸层上的第一涂布层。
71.其中,第一涂料具体是采用以下按重量份计的原料制成:第一重质碳酸钙70-90份,煅烧土10-30份,胶粘剂14-18份,大豆蛋白2-4份,耐水化剂0.1-0.7份,润滑剂0.1-0.5份,氢氧化钠0.05-0.10份,羧甲基纤维素0.2-0.4份,消泡剂0.05-0.15份,以能够通过适宜的制备原料及配比,而使相应得到的吸塑包装纸在具有良好吸塑效果的同时,还能够保证较好的印刷加工适性。
72.s23:将第二涂料涂覆在第一涂布层上,以获取到吸塑包装纸。
73.又进一步地,将预先配制得到的第二涂料涂覆在第一涂布层上,以获取到吸塑包装纸。
74.其中,第二涂料包括以下按重量份计的原料:第二重质碳酸钙50-80份,瓷土10-20份,煅烧土10-30份,胶粘剂14-18份,大豆蛋白1-3份,耐水化剂0.1-0.7份,润滑剂0.1-0.5份,氢氧化钠0.05-0.10份,羧甲基纤维素0.2-0.4份,消泡剂0.05-0.15份,以能够通过适宜的制备原料及配比,而使相应得到的吸塑包装纸在具有良好吸塑效果的同时,还能够保证较好的印刷加工适性。
75.在一实施例中,第一涂料具体是采用以下按重量份计的原料制成:第一重质碳酸钙70-90份,煅烧土10-30份,胶粘剂14-18份,大豆蛋白2-4份,耐水化剂0.1-0.7份,润滑剂0.1-0.5份,氢氧化钠0.05-0.10份,羧甲基纤维素0.2-0.4份,消泡剂0.05-0.15份。
76.可选地,第二重质碳酸钙中粒径小于2微米的构成部分的质量占比小于第一重质碳酸钙中粒径小于2微米的构成部分的质量占比。
77.可选地,第一重质碳酸钙中粒径小于2微米的构成部分的质量占比为60%-75%,且优选为70%;第二重质碳酸钙中粒径小于2微米的构成部分的质量占比为大于或等于90%-98%,且优选为93%。
78.可选地,第一涂料的固含量为63%-66%,而第二涂料的固含量为63%-66%。
79.可选地,煅烧土中粒径小于2um的构成部分的质量占比为85%-95%,且优选为90%。
80.可选地,瓷土中粒径小于2um粒径的的构成部分的质量占比为98%。
81.可选地,胶粘剂的粒径为160-180纳米,以能够通过合适的胶乳粒径,而有利于控制胶乳的迁移速率和迁移量,以在涂布层中的胶乳向原纸层有少量迁移时,也可以粘结纤维与涂层颜料,而有效提升原纸层与涂布层之间的结合力。
82.可选地,胶粘剂具体为丁苯胶乳、苯丙胶乳等任意合理种类的胶乳中的一种或多种混合,本技术对此不做限定。
83.可选地,耐水化剂为聚酰胺聚脲树脂类高分子。
84.可选地,润滑剂为硬脂酸钠类。
85.可选地,消泡剂为矿物油类。
86.在一具体的实施例中,第一涂料中的胶粘剂具体是苯乙烯丁二烯胶乳,且粒径为160-180nm,玻璃化转变温度在-5-0度。
87.进一步地,第二涂料中的胶粘剂具体是苯乙烯丁二烯胶乳,且粒径为140-160nm,玻璃化转变温度为8-12度;或,聚乙烯-醋酸乙烯胶乳,且粒径为250-300nm,玻璃化转变温度为20-25度。
88.在一实施例中,第一涂料和第二涂料具体是采用如下配制方式制备得到:将分散好的重质碳酸钙、瓷土以及煅烧土,按涂料配方比例依次加入涂料制备罐中,并加入naoh(氢氧化钠)将颜料泥浆调节至ph为11
±
0.5,然后将大豆蛋白干粉添加到颜料浆液中,并在2000-3000rpm的转速下搅拌5-10min,以使大豆蛋白与颜料分散均匀后,降低搅拌速度到2000rpm以内,再添加胶乳,并搅拌2-5min。
89.进一步地,依次添加耐水化剂、润滑剂、羧甲基纤维素、消泡剂等涂料助剂,以搅拌5-10min后制得。
90.其中,第一涂料和第二涂料的涂布量均为10-13gsm。
91.其中,第一涂料中的胶粘剂具体是采用丁苯胶乳、苯丙胶乳中的一种或两种,其中胶乳的粒径具体为160-180nm,合适的胶乳粒径有利于控制胶乳的迁移速率和迁移量,第一涂料中的胶乳在向原纸层有少量迁移时,也可以粘结纤维与第一涂料,以提升原纸层与涂布层间的结合力。
92.进一步地,大豆蛋白作为辅助胶粘剂,由于其特殊的两性结构,部分大豆蛋白将吸附在颜料表面上,而其余的将存在于液相中。其中,吸附部分的大豆蛋白能够促成快速的涂层固化,并增加了具有高孔隙容积的涂层结构;液相中的大豆蛋白提供了利于涂料运行性能的液相黏度构筑物、保水能力和良好的润滑能力。
93.在一实施例中,涂料中使用的大豆蛋白具体为低粘度的大豆蛋白,该粘度等级的大豆蛋白比较适合于本技术所用的颜料和胶粘剂粒径范围下形成的涂层体系,让整体的涂层孔隙分布均匀,并且应用后对涂料的粘度影响最小。
94.其中,第一涂料中使用2-4份大豆蛋白可以有效控制预涂胶乳的迁移;而第二涂料中使用1-3份大豆蛋白可以有效提供高孔隙容积的涂层结构,从而使第二涂料在使用大量胶粘剂来提升涂层强度的同时,还具有较高的、均一的微孔率,从而保证涂层表面具有合适的印刷油墨干燥和吸塑油的渗透干燥,并最终使吸塑结构中的吸塑油层、印刷油墨层、纸张涂布层、纸张涂布层与原纸结合力均强于原纸内部结合力。
95.进一步地,在一实施例中,上述s21之后,s22之前具体还可以包括:在所述原纸层涂布一施胶层。而s22具体还可以是:将第一涂料涂覆在施胶层上,以得到叠层设置于施胶
层上的第一涂布层。
96.在一实施例中,对应涂覆在原纸层上的施胶层的施胶量具体为0.1-1.0gsm,以能够通过极低的表面施胶来降低纸板的表面强度,但控制第二涂料中的胶粘剂向原纸层的迁移来赋予涂布层和原纸层中的纤维一定的结合力,并保证第二涂料的强度和孔隙率。
97.本技术的有益效果是:区别于现有技术,本技术提供的吸塑包装纸中的涂布层具体包括叠层设置的第一涂布层和第二涂布层,而第二涂布层具体设置在吸塑包装纸的原纸层上,且第二涂布层包括以下按重量份计的原料:第二重质碳酸钙50-80份,瓷土10-20份,煅烧土10-30份,胶粘剂14-18份,大豆蛋白1-3份,耐水化剂0.1-0.7份,润滑剂0.1-0.5份,氢氧化钠0.05-0.10份,羧甲基纤维素0.2-0.4份,消泡剂0.05-0.15份,以能够通过适宜的制备原料及配比,而使相应得到的吸塑包装纸在具有良好吸塑效果的同时,还能够保证较好的印刷加工适性。
98.以上所述仅为本技术的部分实施例,并非因此限制本技术的保护范围,凡是利用本技术说明书及附图内容所作的等效装置或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1