太阳能光伏电池印刷钢版的制作方法
1.本发明涉及太阳能光伏电池片栅线印刷版,尤其涉及一种具有钢质基板、版面张拉丝及版面挤压线槽的印刷钢版。
背景技术:
2.传统的印刷网版主要包括提供印刷回弹张力和支承印膜的版基网布,以及包覆于版基网布上用于印刷电路图案的印版层。随着太阳能光伏电池发电效率的不断提高,电池栅线电极变得越来越细,精准印刷的要求也变得越来越高,因此传统印刷网版也逐步显露出一些结构上的不足。
3.由于传统的丝网印刷网版存在经纬丝线交织而形成的网结,其网版开口率受到影响,容易造成透过印刷网版的银浆在经纬线交错网结处阻塞;尤其在印刷栅线越来越细的情况,很容易导致虚印和印刷栅线断线,造成电池片的质量瑕疵。无网结印刷网版将印刷图案调整至丝网版两相邻经线或纬线之间,或者采用抽丝技术将印刷图案长向对应的丝线抽去,印刷图案中只存在沿印刷线槽宽向布置的丝线,使栅线设计开口区域避开钢丝网结干扰,其网版开口率得到较大提高;虽然这种无网结的印刷网版能够将图形开口设置于两条平行经线或纬线之间,其透墨性能得到显著提高,但由于在图形开口处仍然存在大量的宽向布置的经线或纬线,而这些与开口图案垂直的网线仍然会对印刷银浆形成阻挡,其印刷出来的栅线仍会形成高低起伏,使印刷出来的电极图形阻抗增高,银浆有效利用率下降,且对电池片的发电效率带来不良影响。
4.光伏电池片上的电极栅线变得越来越细,相应地印刷网版上的图案线宽也越细,在这种情况下印刷银浆与电池基板的接触吸附力也会随之减小,因此部分银浆会留在经纬线上而形成印刷透墨(银浆)不良,造成的断线或线高变薄。再者网版图案越细,印刷网版中的钢丝也越细,而网版印刷原理是将银浆覆于网版上,利用银浆与电池基片间的粘滞力和刮刀的刮压将银浆与网版分离,但细微网孔更会增加银浆的残留机率和银浆的透过阻力,造成印刷后的栅线图案高低差大,转换效率变低。因此丝网印刷网版的结构决定着其开口率和透墨性难寻突破,即使再有突破也会形成网版制作成本的成倍增加,丝网印刷网版的这些结构因素已经制约着电池栅线电极向微细化方向发展。
5.
技术实现要素:
6.针对传统印刷网版存在的上述不足,本发明所要解决的技术问题是提供一种能满足电极栅线精细化印刷的太阳能光伏电池印刷钢版,不仅印刷线槽的开口率高,银浆透过阻力小,而且能对银浆形成刮压挤入作用,透墨(银浆)性能好。
7.为了解决上述技术问题,本发明的太阳能光伏电池印刷钢版,包括印版框,所述印版框上张拉有印刷钢版,该印刷钢版上设置有印版线槽,印刷钢版的刮印面上固定设置有印版张拉丝,印版张拉丝沿宽度方向跨越印版线槽;所述印版张拉丝的线槽投影面积s1与
印版线槽的线槽开口面积s2之比为投影开口率k,k小于或等于30%;在所述印刷钢版的刮印侧包覆有刮印包覆层,该刮印包覆层设有挤压线槽,所述挤压线槽为梯形槽,该梯形槽的槽壁面为折面;所述挤压线槽和印版线槽相对应,并且挤压线槽和印版线槽相互贴合的槽口等宽。
8.优选地,所述印版张拉丝的线槽投影面积s1为印版线槽的槽宽a与印版张拉丝的丝径d的积,所述印版线槽的线槽开口面积s2为印版线槽的槽宽a与两相邻印版张拉丝的间距l的积,所述投影开口率k=10%—30%。
9.优选地,所述印版张拉丝通过张拉丝粘接胶粘接于印刷钢版的刮印面上,该印版张拉丝包埋于刮印包覆层中;所述刮印包覆层的层厚d1大于印刷钢版的版厚d。
10.优选地,所述印刷钢版的贴印面上包覆有贴印包覆层,贴印包覆层上设置有贴印线槽,所述挤压线槽、印版线槽和贴印线槽相对应。
11.优选地,所述挤压线槽的槽壁面是由挤压前面和挤压背面交错相连而成的齿状折面;所述印版线槽和贴印线槽的槽壁面为平面,相对应的印版线槽和贴印线槽等宽。
12.优选地,所述挤压线槽的齿状折面凹口朝向与刮刀移方向(v)相逆;所述挤压前面与刮刀刮移方向v的夹角α=75
°
—80
°
,所述挤压背面与刮刀移动方向v的夹角β=40
°
—50
°
。
13.优选地,所述印刷钢版为金属薄板,该金属薄板的版厚d=0.01mm—0.03mm;所述印版拉丝的丝径d=0.006mm—0.012mm;所述印版线槽的槽宽a=0.01mm—0.015mm。
14.优选地,所述印刷钢版通过张拉丝网绷设于印版框,所述张拉丝网为聚酯丝网。
15.优选地,所述印刷钢版的侧边固定连接于钢版张拉杆上,在钢版张拉杆与印版框之间张拉安装有张拉弹簧,该张拉弹簧为螺旋拉伸弹簧。
16.优选地,所述印刷钢版的侧边固定连接于钢版张拉杆上,在钢版张拉杆上固定有调节螺杆,调节螺杆穿过印版框的外伸端旋接有调节螺母,在印版框的外框壁与调节螺母之间安装有压缩弹簧,该压缩弹簧为螺旋压缩弹簧优选地,所述印刷钢版的刮印面上设置有环状布置的印刷围堰,该印刷围堰围绕于印刷钢版印刷区域的外周。
17.在上述结构中,由于以印刷钢版作为基板,印版线槽设置于印刷钢版上,因此印刷图案的印版线槽中不存在传统的丝网经纬线交错所形成的网结,从而提高了印刷网版的开口率,避免了网结对印刷银浆的阻塞,透过印刷图案的浆料阻力更低,透墨性能更优,更能够适应电池栅线的精细化印刷,并能获得更为良好的栅线宽高比;采用印刷钢板作为印刷版的基板,其使用寿命更长,并且无点破、漏墨问题,减少印刷银浆料的浪费。
18.又由于在印刷钢版上固定布置有印版张拉丝,并且印版张拉丝沿宽度方向跨越印版线槽,印版张拉丝所提供的拉力能够有效地避免钢版因张拉力或印刷回弹力所引起的撕裂和变形,避免线槽形状的变形而造成的印刷栅线失真;尤其是印版张拉丝粘接在印刷钢版的刮印面上,使得印版张拉丝与印刷钢版的贴印面之间形成间隔距离,该间隔距离构成了银浆穿越流动的通道,降低了印版张拉丝对印刷银浆通过和穿越印刷图案的干扰和制约。
19.还由于将印版张拉丝在印刷钢版贴印面上的投影面积控制于一定的比值范围内,这样一方面最大限度地降低印版张拉丝对银浆通过穿透的影响,形成近似100%线槽开口率的印版线槽结构,另一方面又保证印刷钢版能承受足够的张拉力,既稳定印版线槽形状的
稳定,又保证印刷钢版具有足够的印刷弹力。
20.更由于设置于刮印包覆层上的挤压线槽为梯形槽,这种槽形结构能够迫使印刷银浆穿过印版线槽而渗透至电池基板片表面,提高其透墨性能,并通过槽形结构所产生挤压作用来增加印刷银浆与电池基板的接触力,增强银浆在电池基板上的吸附作用;梯形槽的槽壁面采用折面,又增加了对印刷银浆的刮压挤入效果,促使印刷银浆与印刷线槽的分离,不仅能促使银浆通过穿透线槽,而且使银浆与电池基板表面产生更强的粘滞作用,这种挤入作用对精细栅线的印刷更为有效,并有利于保证栅线图案高度的一致性。
附图说明
21.下面结合附图和具体实施方式对本发明太阳能光伏电池印刷钢版作进一步的说明。
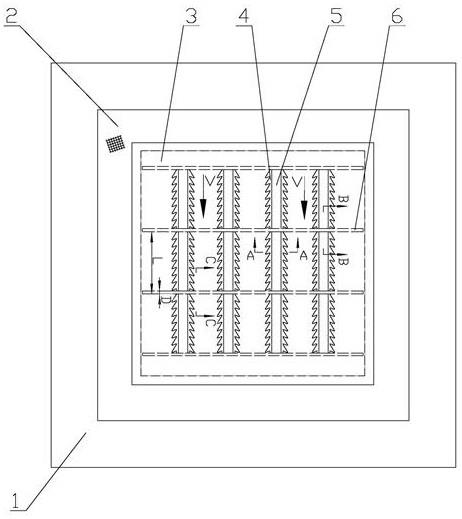
22.图1是本发明太阳能光伏电池印刷钢版一种具体实施方式的俯视结构示意图;图2是图1中a—a剖面结构图;图3是图1中b—b剖面结构图;图4是图1中c—c剖面结构图;图5是图1所示实施方式中挤压线槽和印版线槽的局部结构示意图;图6是图5中挤压线槽的槽壁局部放大图;图7是本发明另一实施方式的印版局部剖面图;图8是本发明又一实施方式的俯视结构示意图;图9是图8中e—e剖面结构图;图10是本发明再一实施方式的俯视结构示意图;图11是图10中f—f剖面结构图。
23.图中,1—印版框,2—张拉丝网,3—刮印包覆层,4—挤压线槽,5—印版线槽,6—印版张拉丝,7—印刷钢版,8—张拉丝粘接胶,9—挤压前面,10—挤压背面,11—贴印包覆层,12—贴印线槽,13—钢版张拉杆,14—张拉弹簧,15—印刷围堰,16—弹簧扣销,17—压缩弹簧,18—调节螺母,19—调节螺杆,20—弹簧垫片。
具体实施方式
24.实施例一:如图1、图2、图3及图4所示的太阳能光伏电池印刷钢版,印版框1为铝合金制成的矩形框,在印版框1的中心位置设置有用于绷拉印刷钢版7和张拉丝网2的窗口,印刷钢版7通过张拉丝网2绷拉于印版框1的底侧面上,印刷钢版7的外周边与张拉丝网2的窗口内边通过粘接胶相互胶接。印刷钢版7为矩形不锈钢薄板,该不锈钢薄板的的版厚d为0.02mm,优选地不锈钢薄板的的版厚d控制于0.01mm—0.03mm之间;印刷钢版7除采用不锈钢薄板外,还可以采用其他的金属薄板。张拉丝网2为呈回字形的聚酯丝网。
25.在印刷钢版7上设置有构成印刷图案的印版线槽5,该印版线槽5为槽壁面为平面的直通槽,印刷钢版7上的印版线槽5以激光蚀刻而成。在印刷钢版7的刮印面上通过张拉丝粘接胶8粘接固定有若干根相互平行的印版张拉丝6,该印版张拉丝6沿宽度方向跨越印版线槽5, 印版张拉丝6为钼丝,也可以是钨丝或不锈钢丝等金属丝,张拉丝粘接胶8由硅胶涂
布而成;多根印版张拉丝6相互平行布置。本实施例中印版线槽5的槽宽a=0.011mm,印版线槽5的槽宽a优先选择在0.01 mm—0.015mm之间;印版张拉丝6的丝径d=0.01 mm,其印版张拉丝6的丝径d优先选择在0.006 mm—0.012mm范围内。
26.由于印版张拉丝6粘接固定于印刷钢版7的刮印面上,因而该印版张拉丝6与印刷钢版7贴印表面保持有印刷钢版7的厚度距离,印刷时这个厚度距离形成了银浆的印刷通道,使得印刷钢版构成了近于100%全开口的印版线槽5槽口。
27.在印刷钢版7刮印侧g的版面上还包覆有刮印包覆层3,刮印包覆层3为高分子贴膜层,该高分子贴膜层由pet、pe、pi、pu、pvc或ps等相应的高分子薄膜粘贴而成。刮印包覆层3也可以是由感光乳胶经涂覆、感光而形成的感光乳胶层。印版张拉丝6包埋于刮印包覆层3中。在刮印包覆层3上设置有挤压线槽4,挤压线槽4也是由激光蚀刻而形成。刮印包覆层3的层厚d1=0.025mm,刮印包覆层3的层厚d1应大于印刷钢版7的版厚d。
28.挤压线槽4为梯形截面槽,印版线槽5的槽宽a=0.011mm,挤压线槽4的下槽口与印版线槽5的槽宽a相等,挤压线槽4上槽口的槽宽b=0.016 mm;印版线槽5的槽宽a优先选择在0.01 mm—0.015mm之间。
29.如图5、图6所示,挤压线槽4的槽壁面是由挤压前面9和挤压背面10交错相连并沿挤压线槽4的槽壁面延伸而构成齿状的折面;并且挤压前面9和挤压背面10是以圆弧面r相连的,以免在挤压前面9和挤压背面10相交处滞留印刷银浆。挤压线槽4的齿状折面凹口的朝向与刮刀刮移方向v呈相互逆向关系,以增强对银浆刮压挤入作用。挤压前面9与刮刀刮移方向v的夹角α=75
°
—80
°
,挤压背面10与刮刀刮移方向v的夹角β=40
°
—50
°
。
30.为了兼具线槽槽形的稳定性和透墨性的双重优势,印版张拉丝6的间隔距离l和丝径d设计确定极为重要。其间隔距离的大小将影响印版张拉丝6对印版线槽5的遮挡程度,或者说影响着印版线槽5的透墨性能。如图5所示,印版线槽5的槽宽a与印版张拉丝5的丝径d的积ad为印版张拉丝6的线槽投影面积s1,即线槽投影面积s1为印版张拉丝6在印版线槽5上的丝段在印刷钢版7贴印面上的正投影面积。印版线槽5的槽宽a与两相邻印版张拉丝6的间距l的积al为印版线槽5的线槽开口面积s2;投影开口率k为印版张拉丝6的线槽投影面积s1与印版线槽5的线槽开口面积s2之比,即k=s1/s2= ad/al。
31.经过反复的试验分析,k值与印刷线槽的透墨性能和过墨量均有着直接的关联,其k值应小于或等于30%;过大k值会影响透墨性能和过墨量,而过小的k值会对印刷钢版3的承拉能力和线槽稳定性会带来不良的影响,优选地k=10%-30%。
32.印版张拉丝6的丝径d除需考虑栅线的印刷质量和良好的透墨性能,也要保证印刷钢版7在印刷回弹张拉力作用下印版线槽5槽形的稳定不变形。过大的印版张拉丝6丝径d也会对印刷银浆形成一定程度的阻挡,而过小的印版张拉丝6丝径d不能提供足够的印刷回弹拉伸力,会对印刷钢版7和印版线槽5的结构稳定性带来不利影响。因此本实施例中印版张拉丝6的丝径d=0.0 1mm,优先选择印版张拉丝6的丝径d应控制在0.006 mm—0.012mm的范围内。
33.实施例二图7所示为本发明另一种实施方式的印版截面结构,该实施方式与上述实施例的不同之处在于,在印刷钢版7的贴印侧t的版面上还包覆有贴印包覆层11,贴印包覆层11上
设置有贴印线槽12,贴印线槽12与印刷钢版7上的印版线槽5相对应,贴印线槽12也为槽壁面为平面的直通槽,并且贴印线槽12与印版线槽5的槽宽相等,贴印包覆层11为感光乳胶层,当然贴印包覆层11也可以是高分子贴膜层。
34.实施例三图8、图9示出了本发明又一种实施方式的结构示意图,该实施例与实施例一的不同之处在于其印刷钢版的张拉结构不同。本实施例中,印刷钢版7为矩形金属薄板,在印刷钢版7四周的侧边上均通过卷绕嵌装的方法固定安装于对应的钢版张拉杆13上,张力弹簧14为圆柱螺旋拉伸弹簧,张力弹簧14的内侧钢丝端扣装在钢版张拉杆13上,张力弹簧14的外侧钢丝端则勾于弹簧扣销16上,弹簧扣销16固定插装于印版框1的框壁上。在印刷钢版7的刮印面g上设置有环状布置的印刷围堰15,该印刷围堰15由硅橡胶堆成,印刷围堰15围绕于印刷钢版7印刷区域的外周,以防止印刷银浆在刮印时外溢。
35.实施例四图10、图11示出了本发明再一种实施方式的结构示意图,该实施例与实施例一的不同之处在于其印刷钢版的张拉结构也不相同。本实施例中,印刷钢版7为矩形金属薄板,在印刷钢版7四周的侧边上均通过卷绕嵌装的方法固定安装于对应的钢版张拉杆13上,调节螺杆19的内端固定连接于钢版张拉杆13上,调节螺杆19的外伸端有间隙地穿过印版框1的框壁伸至框壁的外侧,旋接于调节螺杆19外伸端的调节螺母18位于印版框1框壁的外侧面,调节螺杆19上还套装有弹簧垫片20。在印版框1外框壁与弹簧垫片20和调节螺母18之间的调节螺杆19上还套装有压缩弹簧17,该压缩弹簧17为螺旋压缩弹簧,调节螺母18采用蝶形螺母,以便于手动调节。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1