机床的制作方法
1.本发明涉及机床。
背景技术:
2.以往,已知有如下的机床,其具有:具备保持工件的工件保持单元且对该工件进行规定的作业多个模块以及控制模块的动作的控制单元,多个模块由固定模块和两个移动模块构成,固定模块在与z轴方向正交的x轴方向不移动,两个移动模块分别能够在z轴方向和x轴方向移动,被彼此并排地配置在固定模块的对置侧且能够与固定模块对置(例如参照专利文献1)。
3.通过该结构的机床,能够在一个移动模块对工件进行了规定的作业之后,将该工件传递至固定模块,在固定模块对该工件进行了规定的加工之后,将该工件转交至另一个移动模块进行后续的作业。
4.现有技术文献
5.专利文献
6.专利文献1:国际公开第2016/002589号。
技术实现要素:
7.发明要解决的问题
8.在专利文献1所记载的机床中,相对于固定模块,两个移动模块都能够移动至与该固定模块对置的位置。由此,在移动模块与固定模块之间进行工件的传递等时,期望进行控制以使两个移动模块顺畅地移动至与固定模块对置的位置。
9.本发明是鉴于上述课题而完成的,其目的是提供一种机床,其能够进行控制以使两个移动模块顺畅地移动至与固定模块对置的位置。
10.用于解决问题的方案
11.本发明的机床,其特征在于具有:具有保持工件的工件保持单元且对该工件进行规定的作业多个模块,以及控制多个所述模块的动作的控制单元,多个所述模块由固定模块和两个移动模块构成,所述固定模块能够在第一方向移动,在与所述第一方向正交的第二方向不移动;所述两个移动模块能够在所述第一方向和所述第二方向移动,被彼此并排地配置在所述固定模块的对置侧,能够与所述固定模块对置,所述控制单元具有:以仅使两个移动模块中的一个移动至所述固定模块的对置位置的方式对另一个移动模块的移动加以限制的限制单元,以及基于所述规定的作业对要移动到固定模块的对置位置的移动模块进行判断的判断单元,所述限制单元以如下方式控制多个所述模块的动作:当所述固定模块和通过所述判断单元判断出的一个所述移动模块的所述作业结束时,解除对另一个所述移动模块向所述对置位置移动的所述限制。
12.本发明的机床优选,在上述结构中,所述判断单元按照加工程序中写入的、在所述固定模块与所述移动模块之间协同进行的多个所述作业的动作指令的执行顺序,对所述移
动模块进行判断。
13.本发明的机床优选,在上述结构中,所述判断单元以如下方式对所述移动模块进行判断:当所述固定模块保持有工件时,使向后续工序运送该工件的一个所述移动模块的移动优先,当所述固定模块没有保持工件时,使向所述固定模块运送工件的另一个所述移动模块的移动优先。
14.发明效果
15.根据本发明,能够提供一种机床,其能够进行如下控制:对两个移动模块同时移动至与固定模块对置的位置的情形加以限制,使其相对于固定模块顺畅地移动。
附图说明
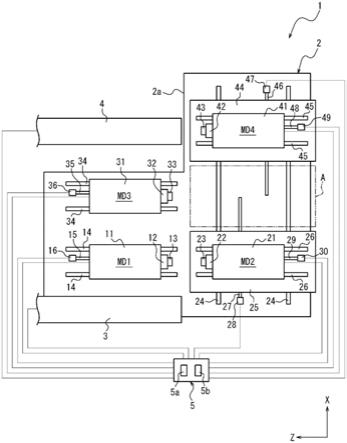
16.图1是大致地示出作为本发明的一个实施方式的机床的结构的说明图。
17.图2是使模块md2移动时的移动指令的流程图。
18.图3的(a)~(c)是分别示出使模块md2向md3侧移动时的工序模式的概略图。
19.图4是使模块md4移动时的移动指令的流程图。
20.图5的(a)~(c)是分别示出使模块md4向md3侧移动时的工序模式的概略图。
具体实施方式
21.图1所示的机床1具有基座2,在基座2上具有4台分别对工件进行规定的作业的模块md1、md2、md3、md4。模块md1与模块md3被彼此并排地配置,模块md2与模块md4彼此并排并且被配置在模块md1和模块md3的对置侧。
22.模块md1具有被自由旋转地支承在主轴台11的主轴12。在主轴12的顶端设置有卡盘13,利用卡盘13能够保持工件。在主轴台11设置现有的公知的内置电机作为主轴电机,主轴12被通过主轴电机驱动,能够与利用卡盘13保持的工件一同旋转。
23.模块md1经由固定在基座2的一对z轴导轨14搭载在基座2。z轴导轨14分别在沿着主轴12的轴向即z轴方向(第一方向)延伸,模块md1被z轴导轨14引导而能够在z轴方向移动。通过利用伺服电机等的驱动源16驱动被设置在主轴台11与基座2之间的现有的公知的滚珠丝杠机构15,从而能够在基座2上、在z轴方向对模块md1进行移动控制。模块md1为在z轴方向能够移动但在x轴方向不移动的固定模块。
24.模块md2具有被自由旋转地支承在主轴台21的主轴22,主轴22沿着z轴方向配置。在主轴22的顶端设置有卡盘23,利用卡盘23能够保持工件。在主轴台21设置现有的公知的内置电机作为主轴电机,主轴22通过被主轴电机驱动,能够与利用卡盘23保持的工件一同旋转。
25.模块md2经由一对z轴导轨26搭载在移动台25上,上述移动台25被搭载在固定于基座2的一对x轴导轨24。x轴导轨24分别在与z轴方向正交的水平方向即x轴方向(第二方向)延伸,模块md2与移动台25一同被x轴导轨24引导而能够在x轴方向移动。通过利用伺服电机等的驱动源28驱动被设置在移动台25与基座2之间的现有的公知的滚珠丝杠机构27,从而能够在基座2上、在x轴方向对模块md2进行移动控制。z轴导轨26分别沿着z轴方向延伸,模块md2由z轴导轨26引导,除x轴方向外也能够在z轴方向移动。通过利用伺服电机等的驱动源30驱动被设置在主轴台21与移动台25之间的现有的公知的滚珠丝杠机构29,从而能够在
移动台25上、在z轴方向对模块md2进行移动控制。模块md2成为除z轴方向外也能够在x轴方向移动的移动模块。
26.模块md3具有被自由旋转地支承在主轴台31的主轴32,主轴32沿着z轴方向配置。在主轴32的顶端设置有卡盘33,利用卡盘33能够保持工件。在主轴台31设置现有的公知的内置电机作为主轴电机,主轴32通过主轴电机驱动,能够与利用卡盘33保持的工件一同旋转。
27.模块md3经由被固定在基座2的一对z轴导轨34搭载于基座2。z轴导轨34分别在z轴方向延伸,模块md3由z轴导轨34引导而能够在z轴方向移动。通过利用伺服电机等的驱动源36驱动被设置在主轴台31与基座2之间的现有的公知的滚珠丝杠机构35,从而能够在基座2上、在z轴方向对模块md3进行移动控制。模块md3成为在z轴方向能够移动但在x轴方向不移动的固定模块。
28.模块md4具有被旋转自由地支承在主轴台41的主轴42,主轴42沿着z轴方向配置。在主轴42的顶端设置有作为工件保持单元的卡盘43,利用卡盘43能够保持工件。在主轴台41设置现有的公知的内置电机作为主轴电机,主轴42通过主轴电机驱动,能够与利用卡盘43保持的工件一同旋转。
29.模块md4经由一对z轴导轨45搭载在移动台44上,上述移动台44搭载在与模块md2共用的一对x轴导轨24,模块md4与移动台44一同被x轴导轨24引导而能够在x轴方向移动。通过利用伺服电机等的驱动源47驱动被设置在移动台44与基座2之间的现有的公知的滚珠丝杠机构46,从而能够在基座2上、在x轴方向对模块md4进行移动控制。z轴导轨45分别沿着z轴方向延伸,模块md4通过被z轴导轨45引导,除x轴方向外也能够在z轴方向移动。通过利用伺服电机等的驱动源49驱动被设置在主轴台41与移动台44之间的现有的公知的滚珠丝杠机构48,从而能够在移动台44上、在z轴方向对模块md4进行移动控制。模块md4成为除z轴方向外也能够在x轴方向移动的移动模块。
30.基座2在其一部分具有缺口部2a,且在俯视下形成为大致l形。x轴导轨24分别在基座2的不设置缺口部2a的部分,从与模块md1和模块md3对置的部分延伸至与缺口部2a对置的部分。
31.模块md2在模块md1、md3的对置侧,能够在与模块md1对置的位置和与模块md3对置的位置之间,在x轴方向移动,通过在x轴方向移动能够选择性地与模块md1和模块md3的任意一个对置。模块md4在模块md1、md3的对置侧,在与模块md3对置的位置和与缺口部2a对置的位置之间,能够在x轴方向移动,通过在x轴方向移动能够选择性地与模块md3和缺口部2a的任意一个对置。模块md2或模块md4与模块md3对置的位置(在图1中以双点划线示出)为模块md2和模块md4的任一个能够移动到的对置位置a。
32.模块md1能够从工件供给部3接收作为加工对象的工件。模块md2能够从模块md1接收工件,并且能够将该工件传递给模块md3。模块md4能够从模块md3接收工件,并且能够使该工件从工件送出部4向后续的工序送出。
33.模块md1、md2、md3、md4能够用卡盘13、23、33、43保持接收到的工件,能够通过在各模块的每一个分别设置的工具台的工具来加工工件。模块md1、md2、md3、md4也能够通过分别进行移动,从而利用设置在基座2的工具台的工具来加工由卡盘13、23、33、43保持的工件。
34.模块md1、md2、md3、md4能够对工件进行以下规定的作业:分别接收工件,并在将接收到的工件由卡盘13、23、33、43保持,然后对该工件进行规定的加工之后,将工件传递给后续的工序等。
35.机床1具有作为控制单元的控制部5。控制部5由具有例如cpu(中央处理器)、存储器等存储单元的微型计算机构成,在存储单元储存有加工程序。
36.控制部5与模块md1、md2、md3、md4、各驱动源16、28、30、36、47、49、工件供给部3以及工件送出部4连接,能够按照加工程序,以将从工件供给部3供给的工件在模块md1、md2、md3、md4之间依次进行传递并且进行规定的加工再从工件送出部4送出的方式,整体地控制各模块md1、md2、md3、md4、各驱动源16、28、30、36、47、49、工件供给部3以及工件送出部4的动作。
37.作为控制部5所具有的功能,控制部5具有限制单元5a和判断单元5b。限制单元5a以分别作为移动模块的模块md2、md4中的仅一个移动至作为固定模块的模块md3的对置位置a的方式,对模块md2、md4中另一个的移动加以限制。判断单元5b基于各模块md1、md2、md3、md4进行的规定的作业,对要移动至模块md3的对置位置a的模块md2、md4进行判断。
38.具有上述功能的控制部5能够以同时并行地进行基于各模块md1、md2、md3、md4的多个规定的作业的方式,控制各模块md1、md2、md3、md4、各驱动源16、28、30、36、47、49、工件供给部3以及工件送出部4的动作。在具有上述结构的机床1中,由于模块md2和模块md4都是能够向模块md3的对置位置a移动的移动模块,因此控制部5以通过判断单元5b,基于各模块md1、md2、md3、md4所进行的规定的作业,判断是否使模块md2、md4之中的任何一个移动至对置位置a,并通过限制单元5a,以仅使基于该判断所选择的模块md2或模块md4中的一个移动至对置位置a的方式,对没有被选择的另一个模块md2或模块md4的移动加以限制,从而控制模块md1、md2、md3、md4的动作。
39.例如同时并列地进行在模块md3与模块md2之间的协同进行的作业和在模块md3与模块md4之间的协同进行的作业这样,同时并列地进行基于各模块md1、md2、md3、md4的多个规定的作业的情况下,模块md2和模块md4双方都可能从控制部5接收到移动至模块md3的对置位置a的移动指令。
40.与此相对,控制部5以通过判断单元5b判断应该移动的移动模块(模块md2、md4),允许基于该判断而被选出的模块md2、md4中的一个向对置位置a的移动,并通过限制单元5a对另一个向对置位置a的移动加以限制的方式,控制模块md2或模块md4的动作,避免模块md2和模块md4同时移动至模块md3的对置位置a。
41.在预先规定为按照将工件从模块md1传递至模块md2、将模块md2的工件传递至模块md3、将模块md3的工件传递至模块md4的加工工序进行加工的情况下,当控制部5接收到模块md2向x轴方向的移动指令时,如图2所示,首先,在步骤s1中,控制部5根据移动指令的移动目的地的位置判断模块md2是向模块md1侧移动还是向模块md3侧移动。在此,向模块md1侧移动的意思是模块md2从与模块md3对置的位置向与模块md1对置的位置移动,向模块md3侧移动的意思是模块md2从与模块md1对置的位置向与模块md3对置的位置移动。
42.如图3的(a)所示,在进行向模块md1侧移动的情况下,在步骤s1中,允许模块md2向模块md1侧移动,在步骤s2中,模块md2向模块md1侧移动。
43.在步骤s1中,在判断为模块md2向模块md3侧移动的情况下,在步骤s3中,由判断单
元5b根据模块md3的执行中的程序块,判断模块md3是否在加工中。如果模块md3的执行中的程序块是加工程序的加工工序,则判断为在加工中。如果模块md3在加工中,则模块md3正在加工用于向模块md4传递的工件w,后续的工序为将该工件向模块md4传递。由此,在模块md3在加工中的情况下,模块md3正在加工用于向模块md4传递的工件w,由判断单元5b判断为模块md3正在保持工件,并且判断为模块md4是优先向对置位置a移动的移动模块,返回步骤s3,重复步骤s3的判断直到完成在模块md3的加工。
44.在步骤s3中,如图3的(b)所示,当由判断单元5b判断为模块md3不在加工中时,接下来,在步骤s4中,由判断单元5b对模块md3是否将已加工的工件w传递至模块md4进行判断。如果模块md3的执行中的程序块为模块md3与模块md4之间的工件w的传递工序,则判断为没有传递工件w,如果传递工序结束,则判断为工件w的传递完成。
45.在未将已加工的工件w从模块md3向模块md4传递的情况下,由于后续的工序为将已加工的工件w向模块md4传递,所以由判断单元5b判断为模块md3正在保持工件w,并且判断为模块md4是优先向对置位置a移动的移动模块,返回步骤s4,重复步骤s4的判断直到完成工件w的传递。限制单元5a根据重复步骤s3和步骤s4的判断,对在上述判断中没有被选择为向对置位置a移动的移动模块的模块md2向对置位置a的移动加以限制。
46.在完成了将已加工的工件w从模块md3向模块md4传递的情况下,如图3的(c)所示,为了将该工件w从工件送出部4送出,模块md4移动至与缺口部2a对置的位置,后续的工序为将模块md2保持的工件w向模块md3传递,因此,由判断单元5b判断为模块md3没有保持工件w,并且判断为模块md2是优先向对置位置a移动的移动模块,解除对模块md2向对置位置a移动的限制,允许其向对置位置a移动,在步骤s5中模块md2向对置位置a移动。
47.在如上所述按照将工件从模块md1经由模块md2和模块md3向模块md4传递的加工工序进行加工的情况下,当控制部5接收到模块md4向x轴方向的移动指令时,如图4所示,首先,在步骤s6中,控制部5根据移动指令的移动目的地的位置判断模块md4是向模块md3侧移动还是向工件送出部4移动。在此,向模块md3侧移动的意思是模块md4从与缺口部2a对置的位置向与模块md3对置的位置移动,向工件送出部4侧移动的意思是模块md4从与模块md3对置的位置向与缺口部2a对置的位置移动。
48.如图5的(a)所示,当模块md4向与缺口部2a对置的位置移动以作为向工件送出部4侧的移动的情况下,在步骤s6中,允许模块md4向缺口部2a移动,在步骤s7中,模块md4向缺口部2a移动。
49.在步骤s6中,在判断为模块md4向模块md3侧移动的情况下,在步骤s8中,利用判断单元5b,根据模块md3执行中的程序块,判断如图5的(b)所示的模块md3是否在加工中,或者,是否如图5的(c)所示的模块md3没有将已加工的工件w传递。
50.在步骤s8中,当利用判断单元5b判断为模块md3不是加工中,且模块md3完成已加工的工件w的传递时,由判断单元5b判断为模块md2是优先向对置位置a移动的移动模块,返回步骤s8,重复步骤s8的判断直到由判断单元5b判断为模块md3在加工中,或者判断为模块md3没有将已加工的工件w传递。限制单元5a根据重复步骤s8的判断,对在上述判断中没有被选择为向对置位置a移动的移动模块的模块md4向对置位置a的移动加以限制。
51.在步骤s8中,当由判断单元5b判断为模块md3是加工中或者判断为模块md3没有将已加工的工件w传递时,由判断单元5b判断为模块md3正在保持工件w,并且判断为模块md4
是优先向对置位置a移动的移动模块,解除对模块md4向对置位置a的移动的限制,允许其向对置位置a移动,在步骤s9中模块md4向对置位置a移动。
52.如此,判断单元5b根据模块md3是否正在保持工件w进行判断,从而将模块md2或md4中的一个作为通过由该判断单元5b选择而优先向对置位置a移动的方式控制的移动模块,限制单元5a对模块md2或md4之中的另一个移动模块向对置位置a的移动加以限制,从而能够避免模块md2和模块md4同时移动至模块md3的对置位置a,能够使模块md2、md4依次向对置位置a移动而进行加工。
53.当被以由判断单元5b选择而优先向对置位置a移动的方式控制的模块md2或模块md4中的一个在模块md3的对置位置a的作业结束时,限制单元5a解除对在上述判断中未被选择的模块md2、md4之中的另一个向对置位置a的移动的限制。由此,模块md2与模块md4在对置位置a互不干涉,被解除移动限制的模块md2或模块md4能够基于在加工程序中写入的移动指令向对置位置a移动。
54.综上所述,能够防止模块md2与模块md4在对置位置a互相干涉而顺畅地移动至与模块md3对置的位置,并且能够一边将工件w从加工的上游侧(例如模块md1)向下游侧(例如模块md4)高效地传递,一边加工、运送。
55.此外,如上所述,由于能够防止模块md2与模块md4的干涉,因此不必考虑有关干涉的机械制约,能够通过编写用于控制各模块md1~md4的动作的加工程序,使模块md2和模块md4高效地移动至与模块md3对置的位置。
56.本发明不限于上述的实施方式,当然可以在不脱离其主旨的范围内进行各种变化。
57.例如,保存在存储单元的加工程序中,写入了在模块md3和模块md2之间协同进行的作业的动作指令,以及在模块md3的模块md4之间协同进行的作业的动作指令这两个动作指令的情况下,判断单元5b以按照在这些动作指令的加工程序上的执行顺序,以先执行在加工程序上先写入的动作指令的方式,判断要向模块md3的对置位置a移动的移动模块(模块md2、md4)。然后,通过限制单元5a,能够以只有一个移动模块(模块md2、md4)向模块md3的对置位置a移动的方式,对另一个移动模块(模块md2、md4)的移动加以限制,同时基于该判断,控制模块md1、md2、md3、md4的动作。
58.在本发明的实施方式中,虽然在基座2设有与作为固定模块的模块md3并排且在x轴方向不移动的模块md1,但是也可以构成为不设有模块md1。
59.在本发明的实施方式中,作为一个例子说明了将加工的上游侧作为模块md1并开始加工而在作为加工的下游的模块md4结束加工的工序,但是,也可以相反地将加工的上游侧作为模块md4来开始加工,并且在作为加工的下游侧的模块md1结束加工的工序。
60.在本发明的实施方式中,作为一个例子从模块md1开始加工,但是通过在模块md3的横向设置工件供给装置,能够从模块md3开始加工。此时,能够根据加工工序的流程方向,将模块3是否正在保持工件用于判断图2的步骤s3之后的步骤和图4的步骤s8之后的步骤。
61.附图标记说明
62.1:机床
63.2:基座
64.2a:缺口部
65.3:工件供给部
66.4:工件送出部
67.5:控制部
68.5a:限制单元
69.5b:判断单元
70.11:主轴台
71.12:主轴
72.13:卡盘
73.14:z轴导轨
74.15:滚珠丝杠机构
75.16:驱动源
76.21:主轴台
77.22:主轴
78.23:卡盘(工件保持单元)
79.24:x轴导轨
80.25:移动台
81.26:z轴导轨
82.27:滚珠丝杠机构
83.28:驱动源
84.29:滚珠丝杠机构
85.30:驱动源
86.31:主轴台
87.32:主轴
88.33:卡盘(工件保持单元)
89.34:z轴导轨
90.35:滚珠丝杠机构
91.36:驱动源
92.41:主轴台
93.42:主轴
94.43:卡盘(工件保持单元)
95.44:移动台
96.45:z轴导轨
97.46:滚珠丝杠机构
98.47:驱动源
99.48:滚珠丝杠机构
100.49:驱动源
101.md1:模块
102.md2:模块(移动模块)
103.md3:模块(固定模块)
104.md4:模块(移动模块)
105.a:对置位置
106.w:工件
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1