一种汽车玻璃升降器组合装配台的制作方法
[0001]
本发明涉及汽车玻璃升降器制造领域,尤其涉及一种汽车玻璃升降器组合装配台。
背景技术:
[0002]
目前在对汽车玻璃升降器进行制造时,一般会对丝轮进行绕丝,并且对马达及支架进行打螺钉安装,并且对产品进行相应检测,目前在对丝轮进行绕丝时,一般是人工进行绕丝,绕丝效率很低,并且在绕丝完成后,由于钢丝拉扯,很难完成最后的钢丝进槽工作,目前只能通过人工硬扳的方式进行安装,效率较低,很容易伤到人。因此,解决汽车玻璃升降器加工不易绕丝且很难完成最后的进丝工作的问题就显得尤为重要了。
技术实现要素:
[0003]
针对现有技术的不足,本发明的目的是提供了一种汽车玻璃升降器组合装配台,通过仿形块和夹持气缸对玻璃升降器的主部件进行夹持固定,并且通过绕丝装置对丝轮进行绕丝,在绕丝最后一步时钢丝通过绕丝凹槽进入丝轮中,并且在完成绕丝后通过按压转动杆将丝轮安装到位,提高绕丝效率,解决了汽车玻璃升降器加工不易绕丝且很难完成最后的进丝工作的问题。
[0004]
本发明提供一种汽车玻璃升降器组合装配台,包括底座,所述底座上设置有加工面板,所述加工面板上设置有仿形块,所述仿形块上下两侧设置有夹持气缸,所述夹持气缸的伸缩杆上设置有夹持块,所述加工面板前设置有绕丝装置,所述绕丝装置包括支座、转动杆、绕丝头和回位弹簧,所述支座设置在底座上,所述转动杆设置在支座上,所述绕丝头设置在转动杆的前端,所述绕丝头上设置有绕丝凹槽,所述回位弹簧设置在转动杆外侧,所述加工面板上设置有绕丝座,通过绕丝座安装丝轮。
[0005]
进一步改进在于:所述绕丝座上方设置有滑轨辅助支架,通过滑轨辅助支架对导轨进行放置。
[0006]
进一步改进在于:所述仿形块旁设置有卡夹,所述卡夹内设置有接触传感器。
[0007]
进一步改进在于:所述转动杆的后端设置有手动把手或电机,手动或电动完成绕丝工作。
[0008]
进一步改进在于:所述加工面板旁设置有检测枪,通过检测枪对导轨的弧度进行检测。
[0009]
本发明的有益效果是:通过仿形块和夹持气缸对玻璃升降器的主部件进行夹持固定,并且通过绕丝装置对丝轮进行绕丝,在绕丝最后一步时钢丝通过绕丝凹槽进入丝轮中,并且在完成绕丝后通过按压转动杆将丝轮安装到位,提高绕丝效率,无需人工进行绕丝和安装工作,减轻工人的工作难度,并且通过卡夹内的接触传感器对导轨的安装位置进行确定,提高制造精度。
附图说明
[0010]
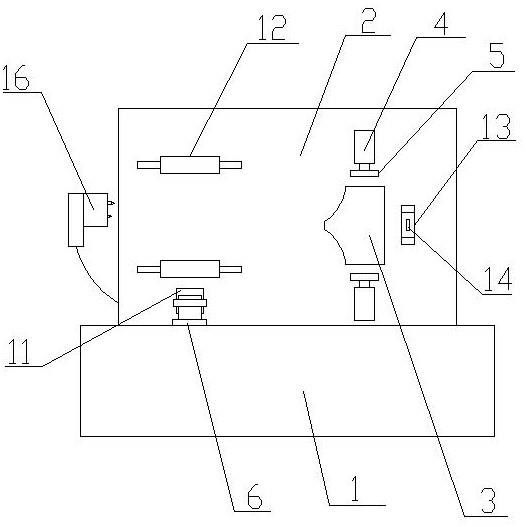
图1是本发明的结构示意图。
[0011]
图2是本发明的绕丝装置结构示意图。
[0012]
其中:1-底座,2-加工面板,3-仿形块,4-夹持气缸,5-夹持块,6-支座,7-转动杆,8-绕丝头,9-回位弹簧,10-绕丝凹槽,11-绕丝座,12-滑轨辅助支架,13-卡夹,14-接触传感器,15-手动把手,16-检测枪。
具体实施方式
[0013]
为了加深对本发明的理解,下面将结合实施例对本发明作进一步的详述,本实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
[0014]
如图1-2所示,本实施例提供了一种汽车玻璃升降器组合装配台,包括底座1,所述底座1上设置有加工面板2,所述加工面板2上设置有仿形块3,所述仿形块3上下两侧设置有夹持气缸4,所述夹持气缸4的伸缩杆上设置有夹持块5,所述加工面板2前设置有绕丝装置,所述绕丝装置包括支座6、转动杆7、绕丝头8和回位弹簧9,所述支座6设置在底座1上,所述转动杆7设置在支座6上,所述绕丝头8设置在转动杆7的前端,所述绕丝头8上设置有绕丝凹槽10,所述回位弹簧9设置在转动杆7外侧,所述加工面板2上设置有绕丝座11,通过绕丝座11安装丝轮。所述绕丝座11上方设置有滑轨辅助支架12,通过滑轨辅助支架12对导轨进行放置。所述仿形块3旁设置有卡夹13,所述卡夹13内设置有接触传感器14。所述转动杆7的后端设置有手动把手15或电机,手动或电动完成绕丝工作。所述加工面板2旁设置有检测枪16,通过检测枪16对导轨的弧度进行检测。通过仿形块3和夹持气缸4对玻璃升降器的主部件进行夹持固定,并且通过绕丝装置对丝轮进行绕丝,在绕丝最后一步时钢丝通过绕丝凹槽10进入丝轮中,并且在完成绕丝后通过按压转动杆7将丝轮安装到位,提高绕丝效率,无需人工进行绕丝和安装工作,减轻工人的工作难度,并且通过卡夹13内的接触传感器14对导轨的安装位置进行确定,提高制造精度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1