一种航空涡轮叶片气膜冷却孔激光电解复合制备方法与流程
[0001]
本发明涉及航空涡轮叶片气膜冷却孔制备技术领域,特别涉及一种航空涡轮叶片气膜冷却孔激光电解复合制备方法。
背景技术:
[0002]
航空发动机制造技术是衡量一个国家工业整体实力和科技水平的重要标志,而衡量发动机性能最重要的一个指标是推重比,为了提高发动机推重比,提高涡轮前温是最直接的手段。目前先进的航空发动机涡轮进口燃气温度已超过1900k,压力达到50个大气压,驱动涡轮转速超过5000转/分钟,而涡轮叶片要在这种高温、高压、高转速、高负荷环境下有数千小时的工作寿命,如此苛刻的要求最终要落实到尖端的材料和制造工艺上。高压涡轮利用高温高压燃气冲击涡轮叶片做功,将燃气热能转化为机械能,涡轮叶片是航空发动机中技术要求最高的核心部件。为了保证涡轮叶片能够在高于其熔点温度的燃气中可靠运转,必须采用气膜冷却技术,即利用空心涡轮叶片内部释放出来的冷空气,通过叶片上分布的数排微小气膜孔在叶片表面形成一薄层冷空气膜来达到隔离高温燃气流保护叶片的目的。
[0003]
涡轮叶片的空心结构是利用陶瓷型芯精铸而成的,在多种型芯材料中,氧化铝基陶瓷型芯具有很强的高温化学稳定性,可用于高性能单晶/定向结晶涡轮叶片铸造,但其弊端是脱芯异常困难,脱芯效率极低。另外,涡轮叶片叶身表面有数百个气膜孔,孔径小、数量多、斜度大,还要求孔内壁无重铸层、无微裂纹,这些特点使气膜孔加工和叶片高效脱芯成为涡轮叶片制造中的难点,是我国航机研制中至今没有很好解决的一项核心关键问题。
技术实现要素:
[0004]
为了克服上述现有技术的缺点,本发明的目的是提供一种航空涡轮叶片气膜冷却孔激光电解复合制备方法,不仅可以加工出高质量气膜孔,而且可提高涡轮叶片的脱芯效率,进而提高涡轮叶片整体生产效率。
[0005]
为达到以上目的,本发明是采取如下技术方案予以实现:
[0006]
一种航空涡轮叶片气膜冷却孔激光电解复合制备方法,包括下述步骤:
[0007]
1)加工准备:将未脱芯的涡轮叶片安装固定在加工台上,然后对涡轮叶片位置和型面误差进行三维视觉检测,形位检测数据采集完成后与计算机内标准叶片模型进行对比,若涡轮叶片超差则淘汰,若误差在允许范围内,则将误差进行均质化处理,得到叶身所有拟加工气膜孔的机床空间位置坐标和轴线矢量,机床调整姿态到起始位置;
[0008]
2)激光预制气膜孔加工:开启激光器,设置激光参数为:脉冲宽度0.2-0.5ms、峰值功率16kw、脉冲频率20-70hz,离焦量根据拟加工气膜孔径大小在-1mm-+0.5mm范围内选择,加工方式采用定点冲击法,脉冲数量根据拟加工气膜孔深度在2-20个范围内选择,气膜孔深为已穿透金属层深度的1.2倍
±
50μm,辅助气体为与激光束同轴吹出的气压为0.4-0.6mpa的氮气;工作台在程序控制下一次性完成所有气膜孔的激光加工;
[0009]
3)电解修型加工:工作台切换到电解加工工位,按照数控系统程序对每一个预制气膜孔进行电解修型加工处理,以实现气膜孔壁重铸层和微裂纹的去除,并对气膜孔入口进行倒圆处理;
[0010]
4)涡轮叶片脱芯:待所有气膜孔完成加工后,将涡轮叶片置入高温高压强碱环境的脱芯容器内,开始脱芯处理;
[0011]
5)清洗:涡轮叶片脱芯完成后,用清水冲洗其外部和内腔,待干燥后装箱。
[0012]
所述的步骤3)电解修型加工加工方式为有电极管电解:电极管接直流电源负极,涡轮叶片接电源正极;通过视觉定位确认初始加工孔位置,工作台动作将外径0.1-0.3mm的电极管伸入预制气膜孔内1/2深度处,开启电解液循环系统,将6-12mpa的高压电解液通过电极管端口送入气膜孔内,待气膜孔入口处形成稳定返流,接通电解电源,电极管外壁和气膜孔内壁之间产生电场,孔壁材料以离子形式进入电解液,进行电解加工;初段电解持续时间t1后,工作台动作,将电极管在t2时间内深入到所加工的气膜孔金属层深度的1.1倍,再持续电解t3时间,完成后依次关闭电解电源和电解液循环系统,电极管退出并准备下一个气膜孔的加工;加工过程中的t1、t2、t3时间根据所加工气膜孔的孔径大小和深度调整,t1=5-15s,t2=1-3s,t3=5-20s;电解加工中的其它参数设置:电解液为15g/l的nano3水溶液,电解电压为20v恒压或脉冲式,电极管旋转速度600-1200rpm。
[0013]
所述的步骤3)电解修型加工加工方式为无电极管电解:通过视觉定位确认初始加工气膜孔位置,工作台动作将内径0.2-1mm的石英导管对准并悬停在气膜孔入口上方0.3mm处,开启电解液循环系统,待形成稳定返流后开启电解电源,电解加工时间根据气膜孔径大小和孔深度在15-60s范围内调整;加工过程中,电解加工头内的电解液连接电源负极,电解液在流出石英管之前被充分阴级化,涡轮叶片接电源正极,电压设定在350-450v之间;电解完成后,关闭电解电源,工作台动作到下一个气膜孔位开始后续加工;其它加工参数:电解液压力0.8mpa,电解液为质量分数20%的nano3溶液。
[0014]
本发明的有益效果为:
[0015]
激光预制气膜孔加工过程中,因为涡轮叶片内腔有陶瓷填充,所以激光预制气膜孔均为金属层穿透并以陶瓷材料为底部的盲孔,又因为涡轮叶片内腔有陶瓷填充,所以激光打孔过程中不会对涡轮叶片对壁产生烧蚀损伤。
[0016]
电解修型加工过程中对每一个预制气膜孔进行电解修型加工处理,使气膜孔内壁相应厚度的材料以离子形式进入电解液,并随电解液排出加工区,以实现气膜孔壁重铸层和微裂纹的去除。
[0017]
涡轮叶片脱芯时,由于叶身已存在上百个气膜孔,增大了强碱溶液与陶瓷型芯的接触面积,进而提高化学反应的速率,所以涡轮叶片脱芯效率将被大大提高。
[0018]
本发明航空涡轮叶片气膜冷却孔激光电解复合制备方法,结合了高能量激光加工高效率和电解加工高质量的特点,利用大功率激光与电解加工结合形成的无重铸层、无微裂纹气膜冷却孔,并改进了涡轮叶片生产流程;不仅可以避免激光加工对叶片内腔产生烧蚀损伤,还使叶片的生产效率显著提高。
附图说明
[0019]
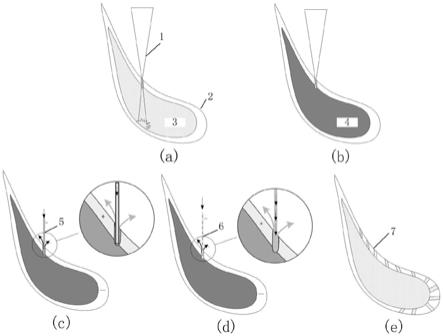
图1(a)是激光加工无型芯叶片时,激光对叶片内壁造成烧蚀损伤示意图;图1(b)
是激光加工带型芯叶片时,形成以型芯为底部的盲孔示意图;图1(c)是有管电解修型加工示意图;图1(d)是无管电解修型加工示意图;图1(e)是气膜孔加工完成并脱芯后的涡轮叶片示意图。
[0020]
图2(a)是利用激光加工的预制气膜孔侧剖图,孔壁有重铸层;图2(b)是电解修型加工后的气膜孔侧剖图,孔壁无重铸层。
具体实施方式
[0021]
下面结合附图对本发明做进一步的详细说明。
[0022]
一种航空涡轮叶片气膜冷却孔激光电解复合制备方法,包括下述步骤:
[0023]
1)加工准备:选择铸造后未脱芯的涡轮叶片作为加工对象,型芯的存在可以避免在涡轮叶片在空心3情况下激光1加工对涡轮叶片2内部对壁产生烧蚀损伤的情况,如图1(a)所示;加工前,首先将带陶瓷型芯的涡轮叶片安装固定在加工台上,然后利用三维视觉技术对涡轮叶片位置和型面误差进行检测,形位检测数据与计算机内标准叶片模型进行对比,若涡轮叶片误差超过允许值则淘汰,若误差在允许范围内,则将误差进行均质化处理,得到叶身所有拟加工气膜孔的机床空间位置坐标和轴线矢量,数控系统加载气膜孔位数据,调整工作台姿态到起始位置,准备加工;
[0024]
2)激光预制气膜孔加工:首先设置激光加工参数为:脉冲宽度0.2-0.5ms、峰值功率16kw、脉冲频率20-70hz,离焦量根据拟加工气膜孔径大小在-1mm-+0.5mm范围内选择,加工方式采用定点冲击法,脉冲数量根据拟加工气膜孔深度在2-20个范围内选择,辅助气体为与激光束同轴吹出的气压为0.4-0.6mpa的氮气;数控系统根据不同气膜孔位和孔形要求从工艺数据库调用相应的加工参数,工作台在数控系统控制下一次性完成所有气膜孔的激光预加工;因为涡轮叶片内腔有陶瓷填充物4,所以全部激光预制气膜孔均为金属层穿透后以陶瓷材料为底部的盲孔,如图1(b)示,气膜孔深控制在金属层厚度的1.2倍
±
50μm;涡轮叶片内腔陶瓷材料的存在防止了激光打孔过程中对涡轮叶片内壁产生的烧蚀损伤;激光加工后的气膜孔如图2(a)所示,孔壁存在重铸层8;
[0025]
3)电解修型加工:工作台切换到电解加工工位,按照数控系统程序对每一个预制气膜孔进行电解修型加工处理,原理是使气膜孔内壁表面材料在电场作用下失去电子并以离子形式进入电解液,然后随电解液排出加工区,以达到孔壁重铸层和微裂纹去除的目的;此外,电解作用还可以对气膜孔入口进行倒圆处理;
[0026]
电解修型加工有两种加工方式可以选择:
[0027]
①
有电极管电解:电极管选用外径0.1-0.3mm的微细黄铜管,作为电解阴极,接直流电源负极,涡轮叶片为阳极,接电源正极;所用电源为最大电压50v的直流电源,可选择恒流、恒压、脉冲三种输出模式;电解加工采用分段电解方法,首先数控系统通过视觉定位确认初始加工气膜孔位置,工作台动作将电极管5伸入预制气膜孔内1/2深度处,开启电解液循环系统,利用气动增压泵将6-12mpa的高压电解液通过电极管5端口送入气膜孔内,待气膜孔入口形成稳定返流,接通电解电源,开始电解加工;初段电解持续时间t1后,工作台缓慢动作,将电极管5在t2时间内伸入到所加工的气膜孔金属层深度的1.1倍,再持续电解t3时间,如图1(c)所示;完成加工后依次关闭电解电源和电解液循环系统,电极管退出并准备下一个气膜孔的加工;分段加工过程中的t1、t2、t3时间可根据所加工气膜孔的孔径和深度
进行调整,一般t1=5-15s,t2=1-3s,t3=5-20s;电解加工中的其它参数设置:电解液为15g/l的nano3水溶液,电压为20v恒压或脉冲电压,电极管5旋转速度600-1200rpm;
[0028]
②
无电极管电解:利用充分阴极化的微细电解液束冲击阳极涡轮叶片进行电解加工,首先通过视觉定位确认初始加工气膜孔位置,工作台动作将内径0.2-1mm的石英导管6对准并悬停在气膜孔入口上方0.3mm处,开启电解液循环系统,电解液压力0.8mpa,待形成稳定返流后开启电解电源,开始电解加工,如图1(d)所示,电压设定在350-450v之间,电解加工时间可根据气膜孔径大小和孔深度在15-60s范围内调整;电解完成后,关闭电解电源,工作台动作到下一个气膜孔位开始后续加工,电解液为质量分数20%的nano3溶液;
[0029]
电解加工后的气膜孔如图2(b)所示,气膜孔壁9内的重铸层已被完全去除,附着在重铸层上的微裂纹也消失;
[0030]
4)涡轮叶片脱芯:待所有气膜孔完成加工后,将涡轮叶片置入高温高压强碱环境的脱芯容器内,进行常规脱芯处理,由于叶身已存在上百个气膜孔,增大了强碱溶液与陶瓷型芯的接触面积,进而提高了化学反应的速率,所以涡轮叶片脱芯效率将被大大提高,提高程度约一倍以上;脱芯后的涡轮叶片7如图1(e)所示;
[0031]
5)清洗:涡轮叶片脱芯完成后,用清水冲洗其外部和内腔,待干燥后装箱。
[0032]
下面结合实施例对本发明做进一步的详细说明。
[0033]
实施例1,一种航空涡轮叶片气膜冷却孔激光电解复合制备方法,包括下述步骤:
[0034]
1)加工准备:加工前,首先将带陶瓷型芯的涡轮叶片安装固定在加工台上,然后利用三维视觉技术对涡轮叶片位置和型面误差进行检测,形位检测数据与计算机内标准叶片模型进行对比,若涡轮叶片误差超过允许值则淘汰,若误差在允许范围内,则将误差进行均质化处理,得到叶身所有拟加工气膜孔的机床空间位置坐标和轴线矢量,数控系统加载气膜孔位数据,调整工作台姿态到起始位置,准备加工;
[0035]
2)激光预制气膜孔加工:首先设置激光加工参数为:脉冲宽度0.2ms、峰值功率16kw、脉冲频率70hz,离焦量-1mm,加工方式采用定点冲击法,脉冲数量20个,辅助气体为与激光束同轴吹出的气压为0.4mpa的氮气;数控系统根据不同气膜孔位和孔形要求从工艺数据库调用相应的加工参数,工作台在数控系统控制下一次性完成所有气膜孔的激光预加工;气膜孔深控制在金属层厚度的约1.2倍;
[0036]
3)电解修型加工:工作台切换到电解加工工位,按照数控系统程序对每一个预制气膜孔进行电解修型加工处理,原理是使气膜孔内壁表面材料在电场作用下失去电子并以离子形式进入电解液,然后随电解液排出加工区,以达到孔壁重铸层和微裂纹去除的目的;此外,电解作用还可以对气膜孔入口进行倒圆处理;
[0037]
电解修型加工方式为有电极管电解:电极管选用外径0.1mm的微细黄铜管,作为电解阴极,接直流电源负极,涡轮叶片为阳极,接电源正极;所用电源为最大电压50v的直流电源,可选择恒流、恒压、脉冲三种输出模式;电解加工采用分段电解方法,首先数控系统通过视觉定位确认初始加工气膜孔位置,工作台动作将电极管伸入预制气膜孔内1/2深度处,开启电解液循环系统,利用气动增压泵将12mpa的高压电解液通过电极管端口送入气膜孔内,待气膜孔入口形成稳定返流,接通电解电源,开始电解加工;初段电解持续时间t1后,工作台缓慢动作,将电极管在t2时间内伸入到所加工的气膜孔金属层深度的1.1倍,再持续电解t3时间,完成加工后依次关闭电解电源和电解液循环系统,电极管退出并准备下一个气膜
孔的加工;分段加工过程中的t1、t2、t3时间可根据所加工气膜孔的孔径和深度进行调整,此实施例中t1=5s,t2=1s,t3=5s;电解加工中的其它参数设置:电解液为15g/l的nano3水溶液,电压为20v恒压或脉冲电压,电极管旋转速度600rpm;
[0038]
4)涡轮叶片脱芯:待所有气膜孔完成加工后,将涡轮叶片置入高温高压强碱环境的脱芯容器内,进行常规脱芯处理;
[0039]
5)清洗:涡轮叶片脱芯完成后,用清水冲洗其外部和内腔,待干燥后装箱。
[0040]
本实施例的有益效果为:由于激光加工过程采用了最小脉冲宽度和较深的负离焦量,可以加工出较深且细的孔,此实施例中孔径ф0.35mm,而且预制孔壁重铸层较薄,电解修型加工所需的时间最短,整体加工效率高,本实施例适合加工涡轮叶片上深径比较大的气膜孔。
[0041]
实施例2,将实施例1步骤2)中激光加工参数调整为:脉冲宽度0.4ms、峰值功率16kw、脉冲频率50hz,离焦量-0.1mm,加工方式采用定点冲击法,脉冲数量8个,辅助气体为与激光束同轴吹出的气压为0.5mpa的氮气;气膜孔深控制在金属层厚度的约1.2倍;
[0042]
步骤3)中电极管选用外径0.2mm的微细黄铜管;利用气动增压泵将8mpa的高压电解液通过电极管端口送入气膜孔内;t1=10s,t2=2s,t3=15s;电极管旋转速度800rpm;
[0043]
其它步骤不变,本实施例的有益效果为:由于激光加工过程采用了适中的脉冲宽度和离焦量,此实施例参数可以高效完成占比较大的孔径为ф0.5mm的气膜孔加工,整体加工效率较高。
[0044]
实施例3,将实施例1步骤2)中激光加工参数调整为:脉冲宽度0.5ms、峰值功率16kw、脉冲频率20hz,离焦量+0.5mm,加工方式采用定点冲击法,脉冲数量2个,辅助气体为与激光束同轴吹出的气压为0.6mpa的氮气;气膜孔深控制在金属层厚度的约1.2倍;
[0045]
步骤3)中电极管选用外径0.3mm的微细黄铜管;利用气动增压泵将6mpa的高压电解液通过电极管端口送入气膜孔内;t1=15s,t2=3s,t3=20s;电极管旋转速度1200rpm;
[0046]
其它步骤不变,本实施例的有益效果为:由于激光加工过程采用了较大的脉冲宽度和正离焦量,仍然可以使用定点冲击的方式快速完成孔径较大的孔加工,此实施例中为ф0.8mm,避免了采用旋切加工方式时的低效和过大的孔深,但预制孔壁重铸层相对较厚,电解修型加工所需的时间相对较长,本实施例适合加工涡轮叶片上孔径要求较大的气膜孔。
[0047]
实施例4,一种航空涡轮叶片气膜冷却孔激光电解复合制备方法,包括下述步骤:
[0048]
1)加工准备:加工前,首先将带陶瓷型芯的涡轮叶片安装固定在加工台上,然后利用三维视觉技术对涡轮叶片位置和型面误差进行检测,形位检测数据与计算机内标准叶片模型进行对比,若涡轮叶片误差超过允许值则淘汰,若误差在允许范围内,则将误差进行均质化处理,得到叶身所有拟加工气膜孔的机床空间位置坐标和轴线矢量,数控系统加载气膜孔位数据,调整工作台姿态到起始位置,准备加工;
[0049]
2)激光预制气膜孔加工:首先设置激光加工参数为:脉冲宽度0.2ms、峰值功率16kw、脉冲频率40hz,离焦量为0mm,加工方式采用定点冲击法,脉冲数量20个,辅助气体为与激光束同轴吹出的气压为0.5mpa的氮气;数控系统根据不同气膜孔位和孔形要求从工艺数据库调用相应的加工参数,工作台在数控系统控制下一次性完成所有气膜孔的激光预加工;气膜孔深控制在金属层厚度的约1.2倍;
[0050]
3)电解修型加工:工作台切换到电解加工工位,按照数控系统程序对每一个预制气膜孔进行电解修型加工处理,原理是使气膜孔内壁表面材料在电场作用下失去电子并以离子形式进入电解液,然后随电解液排出加工区,以达到孔壁重铸层和微裂纹去除的目的;此外,电解作用还可以对气膜孔入口进行倒圆处理;
[0051]
电解修型加工方式为无电极管电解:首先通过视觉定位确认初始加工气膜孔位置,工作台动作将内径0.25mm的石英导管对准并悬停在气膜孔入口上方0.3mm处,开启电解液循环系统,电解液压力0.8mpa,待形成稳定返流后开启电解电源,开始电解加工,电压设定为350v,电解加工时间15s;电解完成后,关闭电解电源,工作台动作到下一个气膜孔位开始后续加工,电解液为质量分数20%的nano3溶液;
[0052]
4)涡轮叶片脱芯:待所有气膜孔完成加工后,将涡轮叶片置入高温高压强碱环境的脱芯容器内,进行常规脱芯处理;
[0053]
5)清洗:涡轮叶片脱芯完成后,用清水冲洗其外部和内腔,待干燥后装箱。
[0054]
本实施例的有益效果为:优化的激光参数可以加工出孔径更小的预制气膜孔,此实例中为ф0.2mm,且重铸层较薄,采用0.25mm的电解液束对预制孔进行修型加工,可以在较短的时间内完成重铸层的清理。由于没有电极管参与,加工过程相对简单,避免了短路现象的发生。
[0055]
实施例5,将实施例4步骤2)激光加工参数调整为:脉冲宽度0.4ms、峰值功率16kw、脉冲频率50hz,离焦量-0.1mm,加工方式采用定点冲击法,脉冲数量8,辅助气体为与激光束同轴吹出的气压为0.5mpa的氮气;数控系统根据不同气膜孔位和孔形要求从工艺数据库调用相应的加工参数,工作台在数控系统控制下一次性完成所有气膜孔的激光预加工;气膜孔深控制在金属层厚度的约1.2倍;
[0056]
步骤3)工作台动作将内径0.6mm的石英导管对准并悬停在气膜孔入口上方0.3mm处;电压设定为400v;电解加工时间可根据气膜孔径大小和孔深度在30s范围内调整;
[0057]
其它步骤不变,本实施例的有益效果为:所选用的激光参数可以加工0.5mm的预制气膜孔,选择0.6mm的电解液束对预制孔进行修型加工,可以在30s完成孔壁重铸层的清理。由于没有电极管参与,加工过程相对简单,避免了短路现象的发生。
[0058]
实施例6,将实施例4步骤2)激光加工参数调整为:脉冲宽度0.5ms、峰值功率16kw、脉冲频率20hz,离焦量+0.5mm,加工方式采用定点冲击法,脉冲数量根据拟加工气膜孔深度在2个范围内选择,辅助气体为与激光束同轴吹出的气压为0.6mpa的氮气;数控系统根据不同气膜孔位和孔形要求从工艺数据库调用相应的加工参数,工作台在数控系统控制下一次性完成所有气膜孔的激光预加工;气膜孔深控制在金属层厚度的约1.2倍;
[0059]
步骤3)工作台动作将内径1mm的石英导管对准并悬停在气膜孔入口上方0.3mm处;电压设定为450v;电解加工时间可根据气膜孔径大小和孔深度在60s范围内调整;
[0060]
其它步骤不变,本实施例的有益效果为:所选用的激光参数可以加工0.8mm的预制气膜孔,选择1mm的电解液束对预制孔进行修型加工,可以在60s内完成孔壁重铸层的清理。由于没有电极管参与,加工过程相对简单,避免了短路现象的发生。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1