金属块挤压成型设备及金属块挤压成型方法与流程
1.本发明涉及金属加工技术领域,特别是一种金属块挤压成型设备及金属块挤压成型方法。
背景技术:
2.螺丝、螺帽等汽车紧固件产品的制作过程中,需要将钢坯进行盘元、退火、酸洗、磷化、挤压成型等加工。现有的金属块在挤压成型过程后,金属块容易被卡死,很难脱料取出,工作效率较低。
技术实现要素:
3.有鉴于此,本发明提供了一种便于脱料取出、提高工作效率的金属块挤压成型设备及金属块挤压成型方法,以解决上述问题。
4.一种金属块挤压成型设备,包括工作平台、底模、滑动地设置于工作平台上且相对设置的两个侧模、顶模、用于驱动顶模上下移动的上液压驱动单元及用于驱动底模上下移动的下液压驱动单元;工作平台上开设有开口,底模滑动地位于开口中,下液压驱动单元位于底模的下方且下液压驱动单元的输出端与底模的底面连接;顶模活动地位于开口的上方,上液压驱动单元位于顶模的上方且上液压驱动单元的输出端与顶模的顶面连接;两个侧模滑动地位于开口的两侧。
5.进一步地,所述工作平台于开口的两侧分别开设有导向槽,侧模的底部突出设置有滑块,滑块位于导向槽中。
6.进一步地,所述滑块上开设有第一定位孔,工作平台于导向槽的两侧均开设有若干第二定位孔,一定位销可活动地穿过第一定位孔及第二定位孔。
7.进一步地,所述侧模位于工作平台上且一端突出地位于开口的上方;底模的顶面边缘与侧模的底面抵接;底模与两个侧模之间形成成型区间,一待加工的金属块位于成型区间中。
8.一种金属块挤压成型方法,具有如权利要求1
‑
4任一项所述的金属块挤压成型设备,其特征在于:包括以下步骤:步骤s1:上液压驱动单元驱动顶模向下移动,进入两个侧模之间对金属块进行挤压成型;步骤s2:下液压驱动单元驱动底模在开口中向下移动;步骤s3:上液压驱动单元驱动顶模继续向下移动,从而将金属块向下推出,使得金属块落到底模上;步骤s4:上液压驱动单元驱动顶模向上移动;步骤s5:使得两个侧模沿导向槽相互远离地移动,使得侧模完全位于工作平台上;步骤s6:下液压驱动单元驱动底模向上移动,使得金属块从开口中顶出。
9.进一步地,所述步骤s5之前先移除定位销。
10.进一步地,所述步骤s5之后,将定位销穿过第一定位孔及第二定位孔,对侧模进行定位。
11.进一步地,所述步骤s6中,下液压驱动单元驱动底模向上移动至底模的顶面与工
作平台的顶面平齐。
12.与现有技术相比,本发明的金属块挤压成型设备包括工作平台、底模、滑动地设置于工作平台上且相对设置的两个侧模、顶模、用于驱动顶模上下移动的上液压驱动单元及用于驱动底模上下移动的下液压驱动单元;工作平台上开设有开口,底模滑动地位于开口中,下液压驱动单元位于底模的下方且下液压驱动单元的输出端与底模的底面连接;顶模活动地位于开口的上方,上液压驱动单元位于顶模的上方且上液压驱动单元的输出端与顶模的顶面连接;两个侧模滑动地位于开口的两侧。如此便于脱料取出、提高工作效率。本发明还提供一种金属块挤压成型方法。
附图说明
13.以下结合附图描述本发明的实施例,其中:
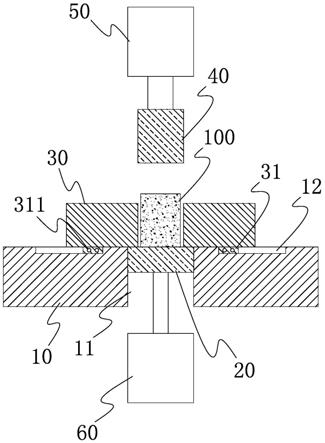
14.图1为本发明提供的金属块挤压成型设备的第一状态示意图。
15.图2为本发明提供的金属块挤压成型设备的第二状态示意图。
16.图3为本发明提供的金属块挤压成型设备的第三状态示意图。
17.图4为本发明提供的金属块挤压成型设备的第四状态示意图。
18.图5为本发明提供的金属块挤压成型设备的第五状态示意图。
具体实施方式
19.以下基于附图对本发明的具体实施例进行进一步详细说明。应当理解的是,此处对本发明实施例的说明并不用于限定本发明的保护范围。
20.请参考图1,本发明提供的金属块挤压成型设备包括工作平台10、底模20、滑动地设置于工作平台10上且相对设置的两个侧模30、顶模40、用于驱动顶模40上下移动的上液压驱动单元50及用于驱动底模20上下移动的下液压驱动单元60。
21.工作平台10上开设有开口11,底模20滑动地位于开口11中,下液压驱动单元60位于底模20的下方且下液压驱动单元60的输出端与底模20的底面连接。
22.两个侧模30滑动地位于开口11的两侧。
23.顶模40活动地位于开口11的上方,上液压驱动单元50位于顶模40的上方且上液压驱动单元50的输出端与顶模40的顶面连接。
24.工作平台10于开口11的两侧分别开设有导向槽12,侧模30的底部突出设置有滑块31,滑块31位于导向槽12中。滑块31上开设有第一定位孔311,工作平台10于导向槽12的两侧均开设有若干第二定位孔,一定位销可活动地穿过第一定位孔311及第二定位孔。
25.初始状态时,侧模30位于工作平台10上且一端突出地位于开口11的上方;底模20的顶面边缘与侧模30的底面抵接。底模20与两个侧模30之间形成成型区间,一待加工的金属块100位于成型区间中,如此可减小应力,避免金属块100变形时在边角处形成缺口。
26.请参考图2至图5,本发明还提供一种金属块挤压成型方法,包括以下步骤:
27.步骤s1:上液压驱动单元50驱动顶模40向下移动,并进入成型区间中对金属块100进行挤压成型。
28.步骤s2:下液压驱动单元60驱动底模20在开口11中向下移动一定的距离,此时金属块100在两个侧模30的夹持力下及应力作用下保持不动。
29.步骤s3:上液压驱动单元50驱动顶模40继续向下移动,从而将金属块100向下推出,使得金属块100落到底模20上。
30.步骤s4:上液压驱动单元50驱动顶模40向上移动并从成型区间中移出。
31.步骤s5:移除定位销,且使得两个侧模30沿导向槽12相互远离地移动,使得侧模30完全位于工作平台10上,即侧模30不突出于开口11,避免金属块100向上顶出时与侧模30干涉。
32.此时可将定位销穿过第一定位孔311及第二定位孔,对侧模30进行定位。
33.步骤s6:下液压驱动单元60驱动底模20向上移动,使得底模20的顶面与工作平台10的顶面平齐,金属块100从开口11中顶出。
34.与现有技术相比,本发明的金属块挤压成型设备包括工作平台10、底模20、滑动地设置于工作平台10上且相对设置的两个侧模30、顶模40、用于驱动顶模40上下移动的上液压驱动单元50及用于驱动底模20上下移动的下液压驱动单元60;工作平台10上开设有开口11,底模20滑动地位于开口11中,下液压驱动单元60位于底模20的下方且下液压驱动单元60的输出端与底模20的底面连接;顶模40活动地位于开口11的上方,上液压驱动单元50位于顶模40的上方且上液压驱动单元50的输出端与顶模40的顶面连接;两个侧模30滑动地位于开口11的两侧。如此巧妙了利用顶模40进行脱模,便于脱料取出、提高工作效率。本发明还提供一种金属块挤压成型方法。
35.以上仅为本发明的较佳实施例,并不用于局限本发明的保护范围,任何在本发明精神内的修改、等同替换或改进等,都涵盖在本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1