一种定位销分料压装机构的制作方法
[0001]
本实用新型涉及汽车零部件加工设备领域,特别是一种定位销分料压装机构。
背景技术:
[0002]
随着汽车行业生产制造自动化的提高,利用压机对产品进行压装适用的越来越广泛。产品定位销的压装是压装环节的关键工位,直接影响了产品后续组装的精度,对产品的性能影响很大,常规定位销压装会首先定位销上料,然后再进行压装,这样会造成工位浪费,同时会影响压装精度。
技术实现要素:
[0003]
本实用新型目的是:提供一种定位销分料压装机构,解决了目前分料压装结构精度低,工位浪费的问题。
[0004]
本实用新型的技术方案是:一种定位销分料压装机构,包括进料道和压料组件。进料道为竖直布置的孔道,其可以通过气管外接振动盘。压料组件为竖直布置的压头,通过竖直下压将工件送至加工位置。
[0005]
进料道及压料组件布置于座板上,座板下侧形成一个槽状的滑道,滑道内配合接料块。滑道的尽头端由导块组成,导块的截面呈l形状,导块的尽头端部侧壁上布置有限位螺栓,限位螺栓用于滑道内导块的移动限位。
[0006]
进料道上端为进料口,进料口上通过气道外接振动盘。进料道的出口处设置有一个可以水平移动的接料块,
[0007]
在接料块上包括导向道,接料块则由一个横向伸缩的气缸来推拉。当气缸收缩时,接料块位于进料道下侧,且进料道与导向道连通。当气缸伸出时,接料块位于压料组件下侧,导向道与导块上的出料道连通。
[0008]
压料组件包括一个竖直下压的压头,压头由竖直布置的浮动导轨进行导向;座板的一侧面上布置有滑块;滑块内配合浮动导轨。浮动导轨的顶部为连接板,连接板上安装压头。
[0009]
在接料块上布置有连通至导向道底部的检测孔,检测孔上布置有对射传感器。
[0010]
本实用新型的优点是:本结构将定位销接料与切料机构同步做在压装机构下面,结构紧凑,同时能保证定位销压装额精度。
附图说明
[0011]
下面结合附图及实施例对本实用新型作进一步描述:
[0012]
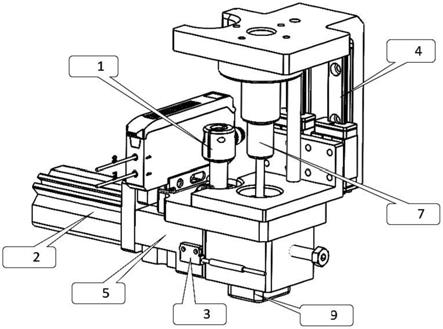
图1为定位销分料压装机构的立体图;
[0013]
图2为定位销分料压装机构的剖视图;
[0014]
其中:1、进料道;2、气缸;3、射传感器;4、浮动导轨;5、座板;6、接料块;7、压头;8、限位螺栓;9、导块。
具体实施方式
[0015]
本实用新型的较佳实施例:
[0016]
一种定位销分料压装机构,包括进料道和压料组件。进料道1为竖直布置的孔道,其可以通过气管外接振动盘。压料组件为竖直布置的压头,通过竖直下压将工件送至加工位置。
[0017]
进料道1及压料组件布置于座板5上,座板5下侧形成一个槽状的滑道,滑道内配合接料块6。滑道的尽头端由导块9组成,导块9的截面呈l形状,导块9的尽头端部侧壁上布置有限位螺栓8,限位螺栓8用于滑道内接料块6的移动限位。
[0018]
进料道1上端为进料口,进料口上通过气道外接振动盘。进料道1的出口处设置有一个可以水平移动的接料块6。
[0019]
在接料块6上包括导向道,接料块6则由一个横向伸缩的气缸2来推拉。当气缸2收缩时,接料块6位于进料道下侧,且进料道与导向道连通。当气缸2伸出时,接料块6位于压料组件下侧,导向道与导块9上的出料道连通。
[0020]
压料组件包括一个竖直下压的压头7,压头7由竖直布置的浮动导轨4进行导向;座板的一侧面上布置有滑块;滑块内配合浮动导轨4。浮动导轨的顶部为连接板,连接板上安装压头。
[0021]
在接料块6上布置有连通至导向道底部的检测孔,检测孔上布置有对射传感器3。
[0022]
工作时,振动盘将定位销通过气吹的方式,通过气管将定位销吹进进料口,定位销然后落入到接料块的导向道里面,通过对射传感器3检测定位销是否落入到导向道的底部。
[0023]
气缸伸出,接料块6带着定位销移至压头下侧,通过导块落至待压工件上侧,准备待压,同时,接料块阻挡进料口1,防止下个定位销落入,实现定位销分料,整套压料组件通过拉伸螺丝与浮动导轨4连接在压头上,此时压料组件压在待压工件上侧保持不动,压头7下压,将定位销压入到工件中。
[0024]
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型的所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1