一种用于线切割加工形状不规则薄壁件的装夹工装的制作方法
[0001]
本实用新型涉及一种装夹工装,具体涉及一种用于线切割加工形状不规则薄壁件的装夹工装。
背景技术:
[0002]
线切割加工形状不规则的零件时,尤其是外形结构特殊,壁厚又非常薄,仅为5mm时,如图1和图2中的欲加工零件形状,这样的待加工零件存在装夹困难,影响产品生产进度的问题。
技术实现要素:
[0003]
本实用新型为了解决现有线切割加工外形结构特殊且薄壁的零件时,存在装夹困难,影响产品生产进度的问题。进而提供了一种用于线切割加工形状不规则薄壁件的装夹工装。
[0004]
本实用新型的技术方案是一种用于线切割加工形状不规则薄壁件的装夹工装,它包括直角支撑件、压板、磁力挡块、双头螺栓和六角螺母,双头螺栓穿过待加工零件的侧壁与直角支撑件后与压板的两端通过六角螺母连接,磁力挡块的下端吸附在线切割的丝杠上,磁力挡块的侧端面吸附在加工零件的外侧面上。
[0005]
进一步地,直角支撑件包括水平段和竖直段,水平段水平设置,竖直段竖直固定安装在水平段的一端,且水平段和竖直段制成一体。
[0006]
进一步地,压板为u型压板。
[0007]
进一步地,磁力挡块为长方体或正方体挡块。
[0008]
进一步地,待加工零件的侧壁与直角支撑件的竖直段上开设连接孔。
[0009]
进一步地,待加工零件为长方形薄壁零件。
[0010]
进一步地,双头螺栓穿设在直角支撑件的竖直段与待加工零件厚度方向的一半位置处。
[0011]
本实用新型与现有技术相比具有以下改进效果:
[0012]
1、本实用新型根据产品形状及加工部位的需要,结合设备切削特点,设计制作一套装夹工装,通过对待加工工件在水平方向和竖直方向的定位,解决了装夹难题。达到形状不规则零件顺利加工的目的。结构简单,而且还保证了产品顺利加工。可以推广使用。
[0013]
2、本实用新型通过磁力挡块与直角制成分别在长方形薄壁零件的左右两侧进行定位,即解决了装夹难题,又能保证形状不规则零件顺利加工,属于机械加工领域。
附图说明
[0014]
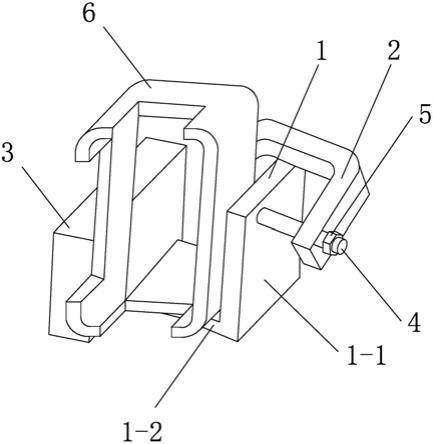
图1是待加工零件6的主视图。图2是图1的俯视图。图3是本实用新型的整体结构示意图。图4是直角支撑件1的主视图。图5是图4的俯视图。图6是专用压块的主视图。图7是图6的俯视图。
具体实施方式
[0015]
具体实施方式一:结合图3至图6说明本实施方式,一种用于线切割加工形状不规则薄壁件的装夹工装包括直角支撑件1、压板2、磁力挡块3、双头螺栓4和六角螺母5,双头螺栓4穿过待加工零件6的侧壁与直角支撑件1后与压板2的两端通过六角螺母5连接,磁力挡块3的下端吸附在线切割的丝杠上,磁力挡块3的侧端面吸附在加工零件6的外侧面上。
[0016]
本实施方式所针对的待加工零件6的壁厚为5mm,在待加工零件6上所切割的形状为不规则的形状。本实施方式的磁力挡块3与直角支撑件1的竖直段1-2之间形成左右的作用力,在保证装夹不变形的情况下,在对待加工零件6进行加工时,沿待加工零件6厚度方向进行切割时,通过双头螺栓4和磁力挡块3对线切割机床的固定,保证了待加工零件6在受到纵向加工的切割力时不发生窜动,进而保证了待加工零件6的加工精度。
[0017]
具体实施方式二:结合图3至图6说明本实施方式,本实施方式的直角支撑件1包括水平段1-1和竖直段1-2,水平段1-1水平设置,竖直段1-2竖直固定安装在水平段1-1的一端,且水平段1-1和竖直段1-2制成一体。如此设置,直角支撑1用于零件水平方向及垂直方向的定位基准,节省了大量的工件找正时间。其它组成和连接关系与具体实施方式一相同。
[0018]
具体实施方式三:结合图3说明本实施方式,本实施方式的压板2为u型压板。如此设置,压板2的设计即可以满足装夹类似结构的零件,又可以装夹不同壁厚的产品,提高了工装的通用性。其它组成和连接关系与具体实施方式一或二相同。
[0019]
具体实施方式四:结合图3说明本实施方式,本实施方式的磁力挡块3为长方体或正方体挡块。如此设置,磁力挡块的作用是防止加工过程中因切削力的作用而使工件蹿动,影响产品质量。其它组成和连接关系与具体实施方式一、二或三相同。
[0020]
具体实施方式五:结合图3说明本实施方式,本实施方式的待加工零件6的侧壁与直角支撑件1的竖直段上开设连接孔。如此设置,便于双头螺栓4的快递穿入,减少工件的装夹时间。其它组成和连接关系与具体实施方式一、二、三或四相同。
[0021]
具体实施方式六:结合图3说明本实施方式,本实施方式的待加工零件6为长方形薄壁零件。如此设置,便于适用于大部分的薄壁零件加工需求。其它组成和连接关系与具体实施方式一、二、三、四或五相同。
[0022]
具体实施方式七:结合图3说明本实施方式,本实施方式的双头螺栓4穿设在直角支撑件1的竖直段与待加工零件6厚度方向的一半位置处。如此设置,防止线切割的钼丝在切割过程中与待加工零件6的位置发生干涉,甚至切割刀该位置。其它组成和连接关系与具体实施方式一、二、三、四、五或六相同。
[0023]
以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1