一种空气弹簧六角形钢丝圈生产线的制作方法
1.本实用新型属于六角形钢丝圈生产线领域,尤其是涉及一种空气弹簧六角形钢丝圈生产线。
背景技术:
2.空气弹簧是在一个密封的容器中充入压缩空气,利用气体得可压缩型实现其弹性的功能,空气弹簧容易控制,拥有回弹速度慢,动态力变化不大等优点,在空气弹簧中需要一种直径较小的六角形钢丝圈,所需的直径一般为100mm,现有的六角形钢丝圈生产线无法达到空气弹簧用六角形钢丝圈的要求,且所需六角形钢丝圈的直径较小,送丝装置无法将钢丝准确送入缠绕装置上的夹口中,在缠绕时钢丝因弯曲角度过大,容易造成钢丝跑偏,使生产出的六角形钢丝圈不合格,目前钢丝圈生产线所能生产出的六角形钢丝圈直径为200mm,无法将直径做到100mm或更小。
技术实现要素:
3.本实用新型的目的在于克服现有技术的缺点,提供一种空气弹簧六角形钢丝圈生产线,通过依次对钢丝进行导开、清丝、覆胶、扩距、牵引储存、预弯曲和缠绕,能够生产出空气弹簧用的六角形钢丝圈,且在送丝时可将钢丝准确送入缠绕装置上的夹口中。
4.为解决上述技术问题,本实用新型采用的技术方案是:一种空气弹簧六角形钢丝圈生产线,包括钢丝导开装置、清丝机构、挤出机、扩距机构、牵引储存机构、钢丝预弯曲机构、送丝装置、缠绕装置和取圈装置,所述送丝装置包括机箱、推板、升降板、导丝架和排线轮,在所述机箱上设置有支架,所述升降板可升降设置在所述支架上,在所述升降板的下端设置有滑动板,所述推板可滑动设置在所述滑动板的一端,在所述推板的下端设置有上接板,所述排线轮可升降设置在所述上接板的一端,所述排线轮与所述缠绕装置相配合,在所述上接板上设置有可升降的裁断器,在所述上接板的下端设置有下接板,所述导丝架通过所述送丝板滑动设置在所述下接板上,在所述送丝板上设置有夹口部和夹丝气缸,所述夹丝气缸的推杆与所述夹口部相配合。
5.进一步的,在所述上接板的一端设置有侧接板,在所述侧接板的上端铰接有排线气缸,在所述排线气缸的推杆上铰接有第一接板,在所述侧接板的下端通过轴连接有第二接板,所述排线轮通过轴与所述第一接板的下端与所述第二接板的下端相连。
6.进一步的,在所述下接板上固定有送丝气缸,所述送丝板设置在所述送丝气缸的推杆上,在所述下接板上设置有第一直线导轨,所述送丝板设置在所述第一直线导轨的滑块上。
7.进一步的,在所述升降板上设置有驱动电机,在所述驱动电机的输出端设置有第一丝杠,在所述滑动板上设置有第二直线导轨,所述推板通过连接板与所述第二直线导轨的滑块相连,在所述连接板上设置有第二螺母座,所述第一丝杠与所述第二螺母座通过螺纹相连。
8.进一步的,在所述上接板上设置有裁断气缸,所述裁断气缸位于所述侧接板的一侧,所述裁断器设置在所述裁断气缸的推杆上。
9.进一步的,在所述夹口部和所述夹丝气缸的推杆上均设置有锯齿。
10.进一步的,在所述上接板的另一端设置有导丝轮。
11.本实用新型具有的优点和积极效果是:由于采用上述技术方案,通过钢丝导开装置可对钢丝进行导开,清丝机构对钢丝进行清丝,挤出机对钢丝进行均匀的覆胶,牵引储存机构对钢丝进行储存,因空气弹簧六角形钢丝圈直径较小,经过钢丝预弯曲机构对其进行预弯曲,方便后续的缠绕,通过在送丝装置上设置有升降电机和驱动电机,升降电机可带动上接板上的裁断气缸、裁断器和排线气缸,与下接板上的送丝气缸、夹口部、夹口气缸和导丝架同时进行上升和下降,驱动电机可推动上接板和下接板前进和后退,可通过升降电机和驱动电机的配合将钢丝排列成断面形状为六角形的钢丝圈,夹口部和夹口气缸的设置可使钢丝固定,防止在缠绕时跑偏,时钢丝准确送入到缠绕盘的夹口中,当缠绕盘每排完一圈钢丝时,升降电机带动排线轮向上提升,减轻排线轮对缠绕盘的压力,防止钢丝跳出排线轮,使钢丝排列更加均匀,通过裁断气缸使裁断器向下推动,使钢丝被快速裁断。
附图说明
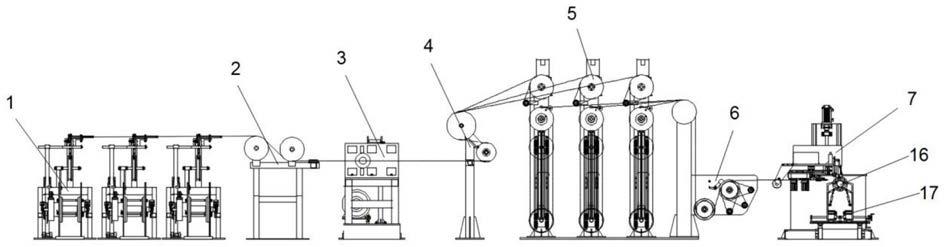
12.图1是本实用新型整体结构图;
13.图2是本实用新型送丝装置结构图;
14.图3是本实用新型a部细节图;
15.图4是本实用新型升降板与推板结构左视图。
16.图中:
17.1、钢丝导开装置;2、清丝机构;3、挤出机;4、扩距机构;5、牵引储存机构;6、钢丝预弯曲机构;7、送丝装置;8、机箱;9、送丝板;901、夹丝气缸;902、送丝气缸;903、导丝架;904、夹口部;10、导丝轮;11、下接板;111、第一直线导轨;12、推板;121、裁断气缸;122、裁断器; 123、上接板;13、升降板;131、第一螺母;132、连接板;133、驱动电机;134、第二螺母座;135、第二直线导轨;136、第一丝杠;137、滑动板;14、支架;141、升降电机;142、第三直线导轨;143、第二丝杠;15、侧接板;151、排线气缸;152、第一接板;153、排线轮;154、第二接板; 16、缠绕装置;17、取圈装置。
具体实施方式
18.下面结合实施例和附图对本实用新型做进一步的说明。
19.如图1至图4所示,本实施例提供一种空气弹簧六角形钢丝圈生产线,包括钢丝导开装置1、清丝机构2、挤出机3、扩距机构4、牵引储存机构5、钢丝预弯曲机构6、送丝装置7、缠绕装置16和取圈装置17。
20.送丝装置7包括机箱8、推板12、升降板13、裁断器122、导丝架903 和排线轮153,裁断器122和导丝架903为现有技术,在机箱8上设置有支架14,在支架14的两端设置有第三直线导轨142,升降板13设置在第三直线导轨142的滑块上,在升降板13上设置有第一螺母座131,在支架14 的上端设置有升降电机141,在升降电机141的输出端设置有第二丝杠143,第二丝杠143与第一螺母座131螺纹连接,使升降板13可升降设置在支架 14上。
21.在升降板13上设置有驱动电机133,在驱动电机133的输出端设置有第一丝杠136,在升降板13的下端设置有滑动板137,在滑动板137上设置有第二直线导轨135,推板12通过连接板132与第二直线导轨135的滑块相连,在连接板132上设置有第二螺母座134,第一丝杠136与第二螺母座134螺纹相连,当驱动电机133启动时,连接板132带动推板12在滑动板137的一端滑动。
22.在推板12的下端设置有上接板123,在上接板123的一端设置有侧接板15,在侧接板15的上端铰接有排线气缸151,在排线气缸151的推杆上铰接有第一接板152,在侧接板15的下端通过轴连接有第二接板154,第一接板152的下端和第二接板154的下端通过轴与排线轮153相连。排线轮153与缠绕装置16相配合。
23.在上接板123上设置有裁断气缸121,裁断气缸121位于侧接板15的一侧,裁断器122设置在裁断气缸121的推杆上,裁断气缸121的推杆带动裁断器122水平向下,对钢丝进行裁断。
24.在上接板123的另一端设置有导丝轮10,对钢丝进行牵引。
25.在上接板123的下端设置有下接板11,在下接板11上通过连接板固定有送丝气缸902,在送丝气缸902的推杆上设置有送丝板9,导丝架903设置在送丝板9上,位于靠近送丝气缸902推杆的一端,在送丝板9上设置有夹口部904和夹丝气缸901,夹丝气缸901的推杆与夹口部904相配合,在夹丝气缸901的推杆上和夹口部904均设置有锯齿,可使钢丝紧紧被夹住,防止钢丝跑偏,在下接板11上设置有第一直线导轨111,送丝板9设置在第一直线导轨111的滑块上,送丝气缸902的推杆带动夹口部904、夹丝气缸901和导丝架903同时前进或后退,导丝架903与缠绕装置16相配合。
26.本实例的工作过程:钢丝通过钢丝导开装置1对钢丝进行导开,再经过清丝机构2,挤出机3对钢丝进行覆胶,后经过扩距机构4和牵引储存机构5,钢丝预弯曲机构6使钢丝预先弯曲,方便钢丝后续的缠绕,钢丝经导丝轮10牵引至导丝架903上,夹丝气缸901的推杆向上推起,与夹口部904 相配合,使钢丝被夹紧,送丝气缸902的推杆向前推进,使夹口部904、夹丝气缸901和导丝架903同时向前推进,使钢丝送入到缠绕装置16的夹口中,缠绕装置16上的夹口气缸将钢丝的端部进行夹紧,排线气缸151的推杆带动排线轮153向下压住钢丝,缠绕装置16带动钢丝转动,升降电机141 和驱动电机133带动排线轮153根据预先设定的参数将钢丝排列成断面形状为六角形的钢丝圈,为防止钢丝从排线轮153上跳出,当缠绕装置16上的缠绕盘每排完一层钢丝时,升降电机141带动升降板13上升,使上接板 123也随之上升,带动排线轮153向上提升,减轻排线轮153对缠绕盘的压力,使钢丝排列的更加均匀,当空气弹簧六角形钢丝圈成型后,缠绕装置 16停止转动,裁断气缸121上的推杆向下推出,使裁断器122将钢丝裁断,缠绕装置16上的缠绕盘收缩,取圈装置17将空气弹簧六角形钢丝圈移送至存放架上,完成一个循环。
27.本实用新型的有益效果是:通过钢丝导开装置1对钢丝进行导开,清丝机构2对钢丝进行清丝,挤出机3对钢丝进行均匀的覆胶,牵引储存机构5进行储存,钢丝预弯曲机构6使钢丝预先弯曲,因空气弹簧六角形钢丝圈直径较小,经过钢丝预弯曲后,方便钢丝后续的缠绕。
28.升降电机141可带动上接板123和下接板11上升和下降,驱动电机133 可推动上接板123和下接板11前进和后退,升降电机141和驱动电机133 可配合将钢丝排列成断面形状
为六角形的钢丝圈。
29.在夹丝气缸901的推杆上和夹口部904上均设置有锯齿,夹丝气缸901 和夹口部904的设置,可防止钢丝产生偏移,使钢丝准确送入缠绕装置16 上的夹口中,通过排线气缸151驱动排线轮153,可防止钢丝在缠绕时跑偏,当缠绕装置16上的缠绕盘每排完一层钢丝时,升降电机141带动排线轮153 向上提升,减轻排线轮153对缠绕盘的压力,使钢丝排列的更加均匀,防止因钢丝弯曲角度大,而造成钢丝圈跑偏,通过本实用新型可完成空气弹簧六角形钢丝圈的成型,使六角形钢丝圈的直径最小达80mm。
30.以上对本实用新型的一个或多个实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1