打标装置的制作方法
1.本技术涉及激光打标技术领域,具体涉及一种打标装置。
背景技术:
2.目前在工件成型过程中,打标工站为人工作业,即人工从料盘中取料并逐一放入打标机内的指定位置进行打标,打标后再取出。但由于工人作业方式,放置工件的位置或高度会有轻微差异,导致打标位置精度低的问题,且人工取放料易造成工件的刮伤,进而导致良率及效率下降。
技术实现要素:
3.有鉴于此,有必要提供一种能够自动将工件带入指定位置的打标装置。
4.本技术一实施例中提供一种打标装置,包括定位模组、移栽模组及打标模组。定位模组包括定位平台、变距机构、第一定位组件及第二定位组件,所述定位平台上设有打标区域,所述变距机构置于所述打标区域内,所述变距机构包括第一变距组件、第二变距组件及第一驱动件,所述第一变距组件固定设于所述打标区域,所述第二变距组件滑动设于所述打标区域,所述第一驱动件连接所述第二变距组件,用于驱动所述第二变距组件在所述打标区域内沿第一方向靠近或远离所述第一变距组件运动,所述第一定位组件和所述第二定位组件分别滑动设于所述第一变距组件和所述第二变距组件,用于定位工件;所述第一变距组件和第二变距组件能够分别驱动所述第一定位组件和所述第二定位组件沿垂直于所述第一方向的第二方向移动,以带动所述工件在所述打标区域内移动。移栽模组,位于所述定位平台下方,包括第一移栽组件、第二移栽组件和第三移栽组件,所述第二移栽组件滑动连接所述第一移栽组件,所述第三移栽组件滑动连接所述第二移栽组件。打标模组,滑动连接所述第三移栽组件,所述第一移栽组件、所述第二移栽组件和所述第三移栽组件用于带动打标模组沿所述第一方向、所述第二方向及第三方向移动,以对所述工件进行打标,所述第三方向垂直于所述第一方向及所述第二方向。
5.进一步地,在一些实施例中,所述第一变距组件包括固定件、第一变距滑轨、第三定位组件及第二驱动件。固定件设于所述打标区域内。第一变距滑轨设于所述固定件,且所述第一定位组件滑动设于所述第一变距滑轨上。第三定位组件固定设于所述固定件远离所述第一变距滑轨的一端,用于定位工件。第二驱动件设于所述定位平台,连接所述第一定位组件,用于驱动所述第一定位组件配合所述第一变距滑轨沿所述第二方向靠近或远离所述第三定位组件移动。
6.进一步地,在一些实施例中,所述第二变距组件包括第二变距滑轨、滑动件、第三变距滑轨、第四定位组件及第三驱动件。第二变距滑轨沿所述第一方向设于所述定位平台。滑动件滑动设于第二变距滑轨上,且所述滑动件连接所述第一驱动件,所述第一驱动件能够驱动所述滑动件配合所述第二变距滑轨沿所述第一方向靠近或远离所述固定件移动。第三变距滑轨设于所述滑动件,且所述第二定位组件滑动设于所述第三变距滑轨上。第四定
位组件固定设于所述滑动件远离所述第三变距滑轨的一端,用于定位工件。第三驱动件设于所述滑动件,且连接所述第二定位组件,用于驱动所述第二定位组件配合所述第三变距滑轨沿所述第二方向靠近或远离所述第四定位组件移动。
7.进一步地,在一些实施例中,所述第一定位组件、所述第二定位组件、所述第三定位组件和所述第四定位组件分别包括连接块及承载块,所述连接块用于连接所述变距机构,所述承载块装设于所述连接块上,用于承载所述工件;所述承载块顶面设有多个定位凸台,所述定位凸台用于定位所述工件。
8.进一步地,在一些实施例中,所述打标装置还包括光电传感器,分别设于所述固定件及所述滑动件靠近所述第一变距滑轨和所述第三变距滑轨的一端;所述第一变距滑轨与第一定位组件之间以及第三变距滑轨与第二定位组件之间分别连接有滑块,每个所述滑块设有插板,所述插板用于插入所述光电传感器,以使所述光电传感器感测所述第一定位组件及所述第二定位组件的位置。
9.进一步地,在一些实施例中,所述打标装置还包括多个限位件,所述限位件分别置于所述第二变距滑轨两端以及所述第一变距滑轨、所述第三变距滑轨的两端,以分别对所述滑动件、所述第一定位组件及所述第二定位组件的移动限位。
10.进一步地,在一些实施例中,所述第一移栽组件包括第一直线驱动器及第一直线滑轨,所述第一直线滑轨水平设置,所述第二移栽组件滑动装设于所述第一直线滑轨上,所述第一直线驱动器用于驱动所述第二移栽组件沿所述第一直线滑轨移动。
11.进一步地,在一些实施例中,所述第二移栽组件包括第二直线驱动器及第二直线滑轨,所述第二直线滑轨水平设于所述第一直线滑轨上并垂直于所述第一直线滑轨,所述第三移栽组件滑动装设于所述第二直线滑轨上,所述第二直线驱动器用于驱动所述第三移栽组件沿所述第二直线滑轨移动。
12.进一步地,在一些实施例中,所述第三移栽组件包括第三直线驱动器及第三直线滑轨,所述第三直线滑轨竖直设于所述第二直线滑轨上,所述打标模组滑动装设于所述第三直线滑轨上,所述第三直线驱动器用于驱动所述打标模组沿所述第三直线滑轨升降。
13.进一步地,在一些实施例中,所述打标模组包括打标头,所述定位平台设有避让孔,所述打标头用于在所述工件露出所述避让孔的位置处打标。
14.上述打标装置通过第一驱动件控制第二变距组件沿第一方向移动,同时通过第一变距组件及第二变距组件控制第一定位组件及第二定位及组件沿第二方向移动,使得工件同时沿第一方向及第二方向移动至指定位置,最后通过移栽模组控制打标模组在工件上打标,实现了自动将工件带入指定位置打标的目的,进而提高了打标精度及效率。
附图说明
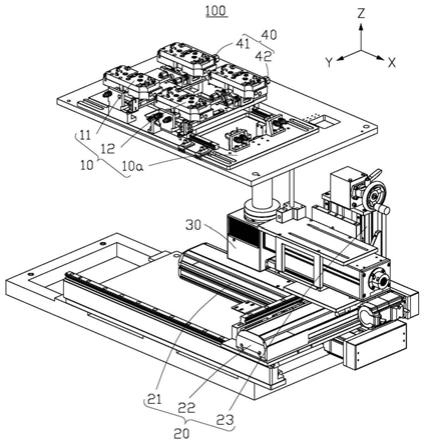
15.图1为本技术一实施方式中打标装置的立体示意图。
16.图2为本技术一实施方式中定位模组的俯视图。
17.图3为图2中第一定位组件、第二定位组件、第三定位组件及第四定位组件相靠近后的俯视图。
18.图4为图2中第一定位组件、第二定位组件、第三定位组件及第四定位组件相远离后的俯视图。
19.图5为本技术一实施例中第一定位组件的立体示意图。
20.图6为本技术一实施例中光电传感器的立体示意图。
21.图7为本技术一实施例中移栽模组的立体示意图。
22.主要元件符号说明
23.打标装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
24.底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100a
25.避让孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100b
26.定位模组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
27.定位平台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10a
28.第一定位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
29.连接块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11a
30.承载块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11b
31.定位凸台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11c
32.滑块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11d
33.插板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11e
34.吸附孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11f
35.第二定位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
36.移栽模组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
37.第一移栽组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
38.第一直线驱动器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21a
39.第一直线滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21b
40.第二移栽组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
41.第二直线驱动器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22a
42.第二直线滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22b
43.第三移栽组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
44.第三直线驱动器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23a
45.第三直线滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23b
46.打标模组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
47.打标头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
48.变距机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
49.第一变距组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
50.固定件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41a
51.第一变距滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41b
52.第三定位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41c
53.第二驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41d
54.第二变距组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42
55.第二变距滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42a
56.滑动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42b
57.第三变距滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42c
58.第四定位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42d
59.第三驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42e
60.第一驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40a
61.光电传感器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
62.限位件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
具体实施方式
63.下面将结合本技术实施方式中的附图,对本技术的技术方案进行描述,显然,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。
64.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
65.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
66.本技术一实施例中提供一种打标装置,包括定位模组、移栽模组及打标模组。定位模组包括定位平台、变距机构、第一定位组件及第二定位组件,所述定位平台上设有打标区域,所述变距机构置于所述打标区域内,所述变距机构包括第一变距组件、第二变距组件及第一驱动件,所述第一变距组件固定设于所述打标区域,所述第二变距组件滑动设于所述打标区域,所述第一驱动件连接所述第二变距组件,用于驱动所述第二变距组件在所述打标区域内沿第一方向靠近或远离所述第一变距组件运动,所述第一定位组件和所述第二定位组件分别滑动设于所述第一变距组件和所述第二变距组件,用于定位工件;所述第一变距组件和第二变距组件能够分别驱动所述第一定位组件和所述第二定位组件沿垂直于所述第一方向的第二方向移动,以带动所述工件在所述打标区域内移动。移栽模组,位于所述定位平台下方,包括第一移栽组件、第二移栽组件和第三移栽组件,所述第二移栽组件滑动连接所述第一移栽组件,所述第三移栽组件滑动连接所述第二移栽组件。打标模组,滑动连接所述第三移栽组件,所述第一移栽组件、所述第二移栽组件和所述第三移栽组件用于带动打标模组沿所述第一方向、所述第二方向及第三方向移动,以对所述工件进行打标,所述第三方向垂直于所述第一方向及所述第二方向。
67.上述打标装置通过第一驱动件控制第二变距组件沿第一方向移动,同时通过第一变距组件及第二变距组件控制第一定位组件及第二定位及组件沿第二方向移动,使得工件同时沿第一方向及第二方向移动至指定位置,最后通过移栽模组控制打标模组在工件上打标,实现了自动将工件带入指定位置打标的目的,进而提高了打标精度及效率。
68.下面结合附图,对本技术的一些实施方式作详细说明。在不冲突的情况下,下述的实施方式及实施方式中的特征可以相互组合。
69.图1为本技术一实施方式中打标装置100的立体示意图。打标装置100 用于对未打
标的工件进行定位,将定位后的工件移动至指定位置,并对工件进行打标。打标装置100包括定位模组10、移栽模组20及打标模组30。定位模组10用于定位工件并带动工件移动。移栽模组20置于定位模组10下方,并连接打标模组30,用于驱动打标模组30移动至工件的待打标区域。打标模组30用于对工件表面进行打标处理。在一实施例中,定位模组10能够将工件在安装位置与打标位置之间切换,安装位置用于配合一机械臂取放工件,打标位置用于配合打标模组30进行打标作业。机械臂先将工件放置在定位模组10的安装位置,接着定位模组10将工件从安装位置移至打标位置进行打标,打标后定位模组10将工件从打标位置移至安装位置,最后机械臂将工件取走。
70.其中定位模组10包括定位平台10a、变距机构40、第一定位组件11 及第二定位组件12。定位平台10a水平设置,并设有打标区域,打标区域对应打标模组30的打标范围。变距机构40置于打标区域内,变距机构40包括第一变距组件41、第二变距组件42及第一驱动件40a(如图2所示)。第一变距组件41固定设于定位平台10a上。第二变距组件42滑动设于定位平台10a上。第一驱动件40a设于定位平台10a上,并连接第二变距组件 42,用于驱动第二变距组件42在打标区域内沿第一方向靠近或远离第一变距组件41移动。第一定位组件41和第二定位组件42分别用于承载一工件,且分别沿垂直于第一方向的第二方向滑动设于第一变距组件41和第二变距组件42上。第一变距组件41和第二变距组件42能够分别驱动第一定位组件11和第二定位组件12沿第二方向往复移动,以带动工件在打标区域内移动。其中,第一方向及第二方向分别对应水平面内的x、y方向。作为示范性举例,第一驱动件40a可以为针型气缸。
71.其中移栽模组20包括第一移栽组件21、第二移栽组件22和第三移栽组件23。第二移栽组件21滑动连接第一移栽组件22,第一移栽组件22能够带动第二移栽组件21沿第一方向来回移动。第三移栽组件23滑动连接第二移栽组件22,第二移栽组件22能够带动第三移栽组件23沿第二方向来回移动。打标模组30滑动连接第三移栽组件23,第三移栽组件23能够带动打标模组30沿第三方向来回移动,其中第三方向分别垂直于第一方向和第二方向。第一移栽组件21、第二移栽组件22和第三移栽组件23用于带动打标模组30沿第一方向、第二方向及第三方向移动,以对第一定位组件 41和第二定位组件42上的工件进行打标。在一实施例中,第一方向、第二方向及第三方向分别对应空间中的x、y、z方向,但不限于此。作为示范性举例,打标模组30可以为激光打标机。
72.上述的打标装置100的工作方式为:将工件分别放置于第一定位组件41 和第二定位组件42上,第一驱动件40a驱动第二变距组件42沿第一方向远离第一变距组件41移动,通过第二变距组件42带动第二定位组件42沿第一方向远离第一定位组件41移动,使第一定位组件41和第二定位组件42 上的工件存在一定距离,便于打标模组30分别对第一定位组件41和第二定位组件42上的工件进行打标,同时第一变距组件41和第二变距组件42也可分别带动第一定位组件41和第二定位组件42在打标区域内沿第二方向来回移动,同样便于打标模组30分别对第一定位组件41和第二定位组件42 上的工件进行打标。通过第一移栽组件21、第二移栽组件22和第三移栽组件23带动打标模组30沿第一方向、第二方向及第三方向移动至第一定位组件41或第二定位组件42的下方,以实现对第一定位组件41或第二定位组件42上的工件进行打标。
73.图2为本技术一实施方式中定位模组10的俯视图。定位模组10中第一变距组件41
包括固定件41a、第一变距滑轨41b及第二驱动件41d。固定件41a设于定位平台10a上。第一变距滑轨41b设于固定件41a上,并沿第二方向设置。第一定位组件11滑动设于第一变距滑轨41b上。第二驱动件41d设于定位平台10a,并连接第一定位组件11,用于驱动第一定位组件 11配合第一变距滑轨41b沿第二方向来回移动。
74.进一步地,定位模组10还包括第三定位组件41c,第三定位组件41c 固定设于固定件41a远离第一变距滑轨41b的一端,用于承载一工件。第二驱动件41d能够驱动第一定位组件11配合第一变距滑轨41b沿第二方向靠近或远离第三定位组件41c移动,使第一定位组件11和第三定位组件41c 上的工件靠近或远离,便于打标模组30分别对第一定位组件41和第三定位组件41c上的工件进行打标。在一实施例中,第三定位组件41c和第一定位组件11分别为长方体块状,且尺寸相同。作为示范性举例,第二驱动件41d 可以为针型气缸。
75.定位模组10中第二变距组件42包括第二变距滑轨42a、滑动件42b、第三变距滑轨42c及第三驱动件42e。第二变距滑轨42a沿第一方向设于定位平台10a上。滑动件42b滑动设于第二变距滑轨42a上,并连接第一驱动件40a。第一驱动件40a用于驱动滑动件42b配合第二变距滑轨42a沿第一方向靠近或远离固定件41a运动。第三变距滑轨42c沿第二方向设于滑动件 42b上,且第二定位组件12滑动设于第三变距滑轨42c上。第三驱动件42e 设于滑动件42b上,随滑动件42b移动。第三驱动件42e连接第二定位组件 12,用于驱动第二定位组件12沿第二方向来回移动。作为示范性举例,第三驱动件42e可以为针型气缸。
76.进一步地,定位模组10还包括第四定位组件42d,第四定位组件42d 固定设于滑动件42b远离第三变距滑轨42c的一端上,用于承载一工件。第三驱动件42e能够驱动第二定位组件12沿第二方向靠近或远离第四定位组件42d移动,使第二定位组件12和第四定位组件42d上的工件靠近或远离,便于打标模组30分别对第二定位组件12和第四定位组件42d上的工件进行打标。
77.在一实施例中,第二定位组件12、第四定位组件42d分别与第三定位组件41c、第一定位组件11的结构和尺寸相同。第一定位组件11和第三定位组件41c在第二方向的投影重合,第二定位组件12和第四定位组件42d在第二方向的投影重合,且第一定位组件11和第二定位组件12在第一方向的投影可重合,第四定位组件42d与第三定位组件41c在第一方向的投影可重合。
78.上述的定位模组10的工作方式为:
79.如图3所示,当第一驱动件40a驱动滑动件42b靠近固定件41a,第二驱动件41d驱动第一定位组件11靠近第三定位组件41c,第三驱动件42e 驱动第二定位组件12靠近第四定位组件42d时,第一定位组件11、第二定位组件12、第三定位组件41c及第四定位组件42d上的四个工件处于上述的打标位置。
80.如图4所示,当第一驱动件40a驱动滑动件42b远离固定件41a,第二驱动件41d驱动第一定位组件11远离第三定位组件41c,第三驱动件42e 驱动第二定位组件12远离第四定位组件42d时,第一定位组件11、第二定位组件12、第三定位组件41c及第四定位组件42d上的四个工件处于上述的安装位置。在其他实施例中,安装位置及打标位置可以根据第一定位组件 11、第二定位组件12、第三定位组件41c及第四定位组件42d四者之间相互靠近、远离的不同组合进行不同的设定,以配合不同类型的机械臂。
81.图5为一实施例中第一定位组件11的立体示意图。第一定位组件11包括连接块11a
及承载块11b。连接块11a用于连接变距机构40。承载块11b 装设于连接块11a上,用于承载工件。承载块11b顶面设有多个定位凸台 11c,定位凸台11c用于定位工件。为了固定相同的工件,第二定位组件12、第三定位组件41c及第四定位组件42d与第一定位组件11结构相同。在其他实施例中,第一定位组件11、第二定位组件12、第三定位组件41c及第四定位组件42d可以有不同的结构以定位不同种类的工件。
82.在另一实施例中,为了稳定固定工件,承载块11b顶面设有多个吸附孔 11f,连接块11a内设有吸附管路(图未示)。吸附孔11f连通吸附管路,吸附管路在连接块11a外部连通一负压器,负压器用于产生真空负压并通过吸附孔11f吸附工件,以将工件固定到承载块11b上。
83.在另一实施例中,打标装置100还包括光电传感器50。图6为光电传感器50的立体示意图。光电传感器50分别设于固定件41a及滑动件42b 远离第三定位组件41c及第四定位组件42d的一端,用于感测第一定位组件 11及第二定位组件12的位置。第一定位组件11通过滑块11d滑动连接第一变距滑轨41b,滑块11d上设有插板11e,插板11e在第一定位组件11 滑动至第一变距滑轨41b末端时能够插入光电传感器50,以使光电传感器 50感测到第一定位组件11的位置。同理第二定位组件12通过另一滑块(图未示)连接到第三变距滑轨42c上,该滑块设有另一插板,该插板在第二定位组件12滑动至第三变距滑轨42c末端时能够插入光电传感器50,以使光电传感器50感测到第二定位组件12的位置。作为示范性举例,光电传感器 50可以为对射型激光传感器。
84.在另一实施例中,如图4所示,打标装置100还包括多个限位件60。限位件60分别置于第二变距滑轨42a两端以及第一变距滑轨41b、第三变距滑轨42c的两端,用于分别止挡滑动件42b、第一定位组件11及第二定位组件12,以限制三者的移动距离,进而限制第一定位组件11、第二定位组件12及第四定位组件42d的移动距离,防止第一定位组件11、第二定位组件12及第四定位组件42d带动工件过度移动,导致打标偏差。
85.图7为一实施例中移栽模组20的立体示意图。打标装置100还包括底座100a。第一移栽组件21包括第一直线驱动器21a及第一直线滑轨21b。第二移栽组件22包括第二直线驱动器22a及第二直线滑轨22b。第三移栽组件23包括第三直线驱动器23a及第三直线滑轨23b。第一直线滑轨21b 沿第一方向水平设置,并设于底座100a上。第二直线滑轨22b沿第二方向水平设置,并滑动设于第一直线滑轨21b上。第三直线滑轨23b沿第三方向滑动设于第二直线滑轨22b上。第一直线驱动器12a用于驱动第二直线滑轨 22b沿第一直线滑轨21b移动。第二直线驱动器22a用于驱动第三直线滑轨 23b沿第二直线滑轨22b移动。打标模组30滑动装设于第三直线滑轨23b 上。第三直线驱动器23a用于驱动打标模组30沿第三直线滑轨23b升降。作为示范性举例,第一直线驱动器12a、第二直线驱动器22a及第三直线驱动器23a为电机,第一直线滑轨21b、第二直线滑轨22b及第三直线滑轨23b 为丝杠滑轨,第二直线滑轨22b通过一滑块螺纹连接第一直线滑轨21b,第三直线滑轨23b通过另一滑块螺纹连接第二直线滑轨22b,打标模组30通过另一滑块螺纹连接第三直线滑轨23b,且第一方向、第二方向及第三方向分别对应空间中的x、y、z方向。
86.在一实施例中,打标模组30包括打标头31。定位平台10a设有避让孔 100b,如图2所示,避让孔100b用于避让工件待打标的区域。打标头31 能够在工件露出避让孔100b的位置处打标。
87.打标装置100的一打标方式为:首先第一驱动件40a驱动滑动件42b 沿第一方向远离固定件41a运动,第二驱动件41d驱动第一定位组件11沿第二方向远离第三定位组件41c运动,第三驱动件42e驱动第二定位组件12沿第二方向远离第四定位组件42d运动,以使第一定位组件11、第二定位组件12、第三定位组件41c及第四定位组件42d上处于上述的安装位置;
88.接着机械臂将未打标的四个工件分别移送至第一定位组件11、第二定位组件12、第三定位组件41c及第四定位组件42d上;
89.第一驱动件40a驱动滑动件42b沿第一方向靠近固定件41a运动,第二驱动件41d驱动第一定位组件11沿第二方向靠近第三定位组件41c运动,第三驱动件42e驱动第二定位组件12沿第二方向靠近第四定位组件42d运动,以使第一定位组件11、第二定位组件12、第三定位组件41c及第四定位组件42d上的四个工件处于上述的打标位置;
90.第一直线驱动器12a、第二直线驱动器22a及第三直线驱动器23a驱动打标模组30移动,使打标模组30依次在四个工件露出避让孔100b的待打标区域处打标;
91.打标完毕后,第一驱动件40a驱动滑动件42b沿第一方向远离固定件 41a运动,第二驱动件41d驱动第一定位组件11沿第二方向远离第三定位组件41c运动,第三驱动件42e驱动第二定位组件12沿第二方向远离第四定位组件42d运动,以使第一定位组件11、第二定位组件12、第三定位组件41c及第四定位组件42d上的四个工件处于上述的安装位置,以待机械臂抓取;
92.最后机械臂将四个工件取走,并放入新的四个未打标工件;重复上述步骤以打标多个工件。
93.上述的打标装置100通过第一驱动件40a驱动第二变距组件42沿第一方向移动,同时通过第一变距组件41及第二变距组件42带动第一定位组件 11及第二定位及组件12沿第二方向移动,使得工件同时沿第一方向及第二方向移动至指定位置,最后通过移栽模组20带动打标模组30在工件上打标,实现了自动将工件带入指定位置打标的目的,进而提高了打标精度及效率。
94.另外,本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围之内,对以上实施例所作的适当改变和变化都落在本技术的公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1