一种顶锚网自动送料折弯装置的电液联合控制系统
1.本发明涉及巷道掘进装备技术领域,具体涉及一种顶锚网自动送料折弯装置的电液联合控制系统。
背景技术:
2.随着锚网支护技术的日益成熟和推广普及,在煤矿、金属矿、井巷及隧道中主要采用锚网进行巷道支护。巷道支护主要包含顶部支护和帮部支护两部分,而顶锚网是顶部支护的重要组成单元,其主要作用是抵御巷道的变形和破坏,防止在巷道掘进作业过程中,巷道顶部料石受压力影响被挤碎脱落,砸到作业人员与设备,发生安全事故。目前国内巷道掘进过程中的顶锚网折弯作业主要采用人工操作,需要为每台顶网折弯设备分别配备相应的操作人员,手动完成顶锚网的取料,送料,折弯,举升等工序;人工顶锚网折弯作业任务繁重,劳动强度大,工作环境恶劣,存在一定的安全风险。因此设计顶锚网折弯作业的自动控制系统对人工作业进行替代,有利于提高工作效率和顶锚网折弯质量,降低劳动强度,确保巷道施工安全水平,具备良好的应用价值。目前国内巷道支护中的顶锚网自动折弯送料装置的研发处于起步阶段,暂无成熟的控制系统可实现顶锚网作业工序的自动化操作,具有广阔的发展空间。
3.巷道掘进作业的巷道工作断面大,两帮软弱,且受压力影响巷道漏顶的安全威胁大。因此巷道作业需要进行支护,其中包括顶部支护和帮部支护。而金属顶锚网是顶部支护的重要结构,由纵横交错的钢丝焊接而成。在传统人工作业过程中,顶锚网的取料,送料,折弯,举升等工序任务繁重,具有一定的危险性。
4.目前国内巷道顶部支护的搭建主要采用人工操作,包括人工取料,人工折弯,人工举升等动作。其作业过程效率低下,劳动强度大,危险性高。
技术实现要素:
5.有鉴于此,为了改进巷道掘进作业效率,提升传统巷道掘进作业的自动化水平,本发明提出一种顶锚网自动送料折弯装置的电液联合控制系统,采用电液联合控制系统,结合汽缸末端顶锚网托运单元,实现了顶锚网处理工序的自动化作业,包括自动取料,自动送料,自动折弯和自动举升。
6.本发明通过以下技术手段解决上述问题:
7.一种顶锚网自动送料折弯装置的电液联合控制系统,所述顶锚网自动送料折弯装置包括储料装置、取料机构、移载机构和折弯装置;
8.储料装置从料仓内堆叠的顶锚网中单独分离出一片顶锚网,送至取料机构;取料机构取出待折弯的顶锚网,送至移载机构;移载机构将顶锚网传输至折弯工位;折弯装置接收到传输过来的顶锚网后,先将顶锚网固定拉紧,然后将顶锚网的一侧折弯,完成折弯工序后举升顶锚网至巷道顶板;
9.所述电液联合控制系统包括控制器;所述控制器分别连接有第一顶升伺服电缸、
第二顶升伺服电缸、检测传感器、第一限位开关、第二限位开关、第三限位开关、第四限位开关、第五限位开关、第六限位开关、第七限位开关、第八限位开关、第九限位开关、第十限位开关、第一气缸、第二气缸、第三气缸、第四气缸、原点开关、移载伺服电机、第一折弯油缸、第二折弯油缸、第一举升油缸、第二举升油缸、第一位移传感器、第二位移传感器和启停开关;
10.控制器是整个电液联合控制系统的控制中枢,负责处理各种限位开关和传感器输入信号以及向执行机构输出信号;
11.启停开关用于控制电液联合控制系统的启停;
12.第一顶升伺服电缸和第二顶升伺服电缸安装在储料装置的自动顶升机构中,用于驱动自动顶升机构顶升料仓内的顶锚网;
13.检测传感器安装在储料装置中,用于检测料仓内堆叠的顶锚网是否顶升到位;
14.第一限位开关、第二限位开关、第三限位开关、第四限位开关、第一气缸和第二气缸安装在储料装置的分离机构中,第一限位开关用于检测第一气缸是否回到原位,第二限位开关用于检测第一气缸是否动作至工位;第三限位开关用于检测第二气缸是否返回起始位,第四限位开关用于检测第二气缸是否动作至工位;第一气缸和第二气缸分别作为储料装置的分离机构的动力单元,用于驱动分离机构完成分离动作;
15.第五限位开关、第六限位开关、第七限位开关、第八限位开关、第三气缸和第四气缸安装在取料机构中,第五限位开关用于检测第三气缸是否回到原位,第六限位开关用于检测第三气缸是否动作至工位;第七限位开关用于检测第四气缸是否返回起始位,第八限位开关用于检测第四气缸是否动作至工位;第三气缸和第四气缸分别作为左右两侧取料机构的动力单元,用于驱动取料机构完成取料动作;
16.第九限位开关、第十限位开关、原点开关和移载伺服电机安装在移载机构的传送台上,第九限位开关用于检测移载机构是否移动至取料机构取料动作完成工位,第十限位开关用于检测移载机构是否移动至折弯装置折弯准备工位,原点开关用于寻找移载伺服电机编码器的初始位置;移载伺服电机用于驱动移载机构传输顶锚网;
17.第一折弯油缸、第二折弯油缸、第一举升油缸和第二举升油缸安装在折弯装置中,第一折弯油缸和第二折弯油缸分别作为左右两侧折弯装置的折弯动力单元,第一举升油缸和第二举升油缸分别作为左右两侧折弯装置的举升动力单元;
18.第一位移传感器和第二位移传感器一一对应安装在第一折弯油缸和第二折弯油缸内,用于检测折弯油缸动作距离,保证顶锚网的折弯精度。
19.进一步地,所述电液联合控制系统还包括与控制器连接的复位开关,用于控制电液联合控制系统的复位。
20.进一步地,折弯装置将顶锚网的一侧折弯90度。
21.与现有技术相比,本发明的有益效果至少包括:
22.1、采用伺服控制,液压控制与气动控制相结合的联合控制系统,使得顶锚网自动送料折弯装置既具有伺服系统响应速度快,定位精度高的特点,也具备液压系统大力矩,工作平稳的特点。
23.2、能够降低巷道支护作业中的人员参与度,提高顶锚网折弯流程的自动化程度,实现顶锚网的自动取料,自动折弯,提升作业效率。
附图说明
24.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1是本发明顶锚网自动送料折弯装置的结构示意图;
26.图2是本发明顶锚网自动送料折弯装置的工作流程框图;
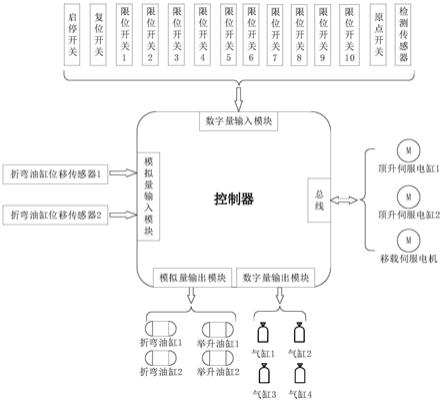
27.图3是本发明顶锚网自动送料折弯装置的电液联合控制系统的硬件原理图;
28.图4是本发明顶锚网自动送料折弯装置的电液联合控制系统的电路图;
29.附图标记说明:
[0030]1‑
储料装置,2
‑
取料机构,3
‑
移载机构,4
‑
折弯装置。
具体实施方式
[0031]
为使本发明的上述目的、特征和优点能够更加明显易懂,下面将结合附图和具体的实施例对本发明的技术方案进行详细说明。需要指出的是,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0032]
本发明提供一种顶锚网自动送料折弯装置的电液联合控制系统,所述顶锚网自动送料折弯装置的结构示意图如图1所示,整个顶锚网自动送料折弯装置包括储料装置1、取料机构2、移载机构3和折弯装置4共四个模块。四个模块根据顶锚网取料、送料、折弯和举升的作业工序依次进行工作。当电液联合控制系统接收到启动信号时,控制器向储料装置顶升机构的顶升伺服电缸发送启动指令,顶升伺服电缸驱动顶升机构顶升顶锚网,当检测传感器检测到顶锚网被顶升到特定工位时,给控制器一个检测信号,控制器控制顶升机构的顶升伺服电缸停止动作;接着储料装置分离机构动作,将单片顶锚网抬升一定的高度,使单片顶锚网从储料装置中分离出来;然后取料机构进行动作,将末端插入至单片顶锚网与料仓堆叠顶锚网之间的空隙中,随后托运至移载机构;移载机构的滑轨两侧装有左右限位开关和原点开关,移载伺服电机驱动移载机构从原点沿滑轨移动至左极限位置,接收取料机构取出的顶锚网,然后把顶锚网运至右极限位置,送达折弯机构;折弯机构在折弯过程中先将顶锚网固定,然后拉紧顶锚网,折弯油缸作为顶锚网折弯的动力元件进行动作,待折弯油缸动作完成后,折弯装置顶升机构将折弯后的顶锚网举升至顶板。顶锚网的折弯工序只需将顶锚网其中一侧折弯至90度即可,因此左右两侧各有一个折弯装置,每次折弯顶锚网时只需一侧装置单独作业,左右两侧折弯装置可以交替工作,提高了折弯效率。
[0033]
顶锚网自动送料折弯装置的工作流程框图如图2所示。储料装置从料仓内堆叠的顶锚网中单独分离出一片顶锚网,送至取料机构;取料机构取出待折弯的顶锚网,送至移载机构;移载机构将顶锚网传输至折弯工位;折弯装置接收到传输过来的顶锚网后,先将顶锚网固定拉紧,防止其在折弯时剧烈晃动,影响折弯效果;然后将顶锚网的一侧折弯90度,完成折弯工序后举升顶锚网至巷道顶板。当完成一片顶锚网折弯任务后,控制器控制各执行机构回到原始位置,准备下一片顶锚网的折弯。
[0034]
所述顶锚网自动送料折弯装置的电液联合控制系统的硬件原理图如图3所示,电
路图如图4所示,包括控制器;所述控制器分别连接有顶升伺服电缸1、顶升伺服电缸2、检测传感器、限位开关1、限位开关2、限位开关3、限位开关4、限位开关5、限位开关6、限位开关7、限位开关8、限位开关9、限位开关10、气缸1、气缸2、气缸3、气缸4、原点开关、移载伺服电机、折弯油缸1、折弯油缸2、举升油缸1、举升油缸2、位移传感器1、位移传感器2和启停开关。
[0035]
控制器是整个电液联合控制系统的控制中枢,负责处理各种限位开关和传感器输入信号以及向执行机构输出信号。
[0036]
启停开关用于控制电液联合控制系统的启停。
[0037]
顶升伺服电缸1和顶升伺服电缸2安装在储料装置的自动顶升机构中,用于驱动自动顶升机构顶升料仓内的顶锚网。
[0038]
检测传感器安装在储料装置中,用于检测料仓内堆叠的顶锚网是否顶升到位。
[0039]
限位开关1、限位开关2、限位开关3、限位开关4、气缸1和气缸2安装在储料装置的分离机构中,限位开关1用于检测气缸1是否回到原位,限位开关2用于检测气缸1是否动作至工位;限位开关3用于检测气缸2是否返回起始位,限位开关4用于检测气缸2是否动作至工位;气缸1和气缸2分别作为储料装置的分离机构动力单元,用于驱动分离机构完成分离动作。
[0040]
限位开关5、限位开关6、限位开关7、限位开关8、气缸3和气缸4安装在取料机构中,限位开关5用于检测气缸3是否回到原位,限位开关6用于检测气缸3是否动作至工位;限位开关7用于检测气缸4是否返回起始位,限位开关8用于检测气缸4是否动作至工位;气缸3和气缸4分别作为左右两侧取料机构的动力单元,用于驱动取料机构完成取料动作。
[0041]
限位开关9、限位开关10、原点开关和移载伺服电机安装在移载机构的传送台上,限位开关9用于检测移载机构是否移动至取料机构取料动作完成工位,限位开关10用于检测移载机构是否移动至折弯装置折弯准备工位,原点开关用于寻找移载伺服电机编码器的初始位置;移载伺服电机用于驱动移载机构传输顶锚网。
[0042]
折弯油缸1、折弯油缸2、举升油缸1和举升油缸2安装在折弯装置中,折弯油缸1和折弯油缸2分别作为左右两侧折弯装置的折弯动力单元,举升油缸1和举着油缸2分别作为左右两侧折弯装置的举升动力单元;位移传感器1和位移传感器2分别安装在折弯油缸1和折弯油缸2内,用于检测油缸动作距离,保证顶锚网的折弯精度。
[0043]
所述电液联合控制系统还包括与控制器连接的复位开关,用于控制电液联合控制系统的复位。
[0044]
整个控制器控制各个执行机构的运行状态,包括各伺服电机、液压油缸和气缸的启停操作。其中料仓顶锚网的顶升和顶锚网的输送依靠伺服系统实现,即通过伺服电机实现相应动作;顶锚网的取料、固定和夹紧依靠气缸的动作控制实现;顶锚网的折弯由液压系统实现,即液压系统采用比例阀实现折弯油缸位置开环定位控制。
[0045]
本发明顶锚网自动送料折弯装置的电液联合控制系统,基本内容包括储料装置、取料机构、移载机构、折弯装置以及控制器。其中储料装置中的顶锚网顶升机构和移载机构使用伺服电缸,确保了单片顶锚网从料仓自动分离和输送时的行程精度;折弯装置中使用了折弯油缸,保证折弯时所需的大力矩;控制器是作为整个控制系统的控制中枢,负责处理各种限位开关和传感器输入信号以及向执行机构输出信号。控制器接收到启动信号后,会发送相应的控制指令给储料装置、取料机构、移载机构和折弯装置,然后整个控制系统根据
储料仓取料、顶锚网传输、顶锚网折弯和顶锚网举升四道工序顺序循环执行。当控制器接收到暂停信号时,会停止当前正在作业的工序,直至收到恢复信号时再继续未完工序。
[0046]
本发明采用伺服电缸和液压缸相结合的控制方式,储料装置和移载机构安装了伺服电机,具有响应速度快,动作定位精度高的特点,而折弯机构的动力单元源自油缸,具备大力矩,工作平稳的特点,有效地结合了伺服系统和液压控制系统两者的长处,使得顶锚网的折弯效果得到保障,同时也实现了顶锚网折弯作业的自动化操作。
[0047]
本发明能实现巷道顶部支护搭建过程中顶锚网取料,送料,折弯,举升工序的自动化作业;替代顶锚网作业人工操作,降低人工参与度,提高工作效率,降低人员安全事故发生率。
[0048]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1