压电驱动型强化翘片换热管加工刀盘机构及其操作方法
1.本发明涉及机械制造技术领域,特别涉及一种压电驱动型强化翘片换热管加工刀盘机构及其操作方法。
背景技术:
2.翘片换热管近年来在换热器领域有了很多的应用,由于表面翅片能增加换热管的散热面积,且由换热管管壁本体经刨销加工成形,传热效果好,但由于加工困难一直不能满足工业生产的需要。现有的压电驱动型强化翘片换热管加工刀盘机构机构,可实现刨销强化翘片的功能,但驱动方式采用外接推杆撞击,靠撞击力驱动刀盘进行刨削动作,导致冲击力较大,影响设备寿命,且冲击力难以准确估算,影响设备优化设计,另外外接推杆驱动设备能耗较高,不利于节能环保。设备整体尺寸较大,结构不紧凑。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种压电驱动型强化翘片换热管加工刀盘机构,该机构直接内置压电驱动机构,可实现平滑驱动,避免冲击,压电驱动机构具有体积小、重量轻、精度高、能耗低、控制特性好等优点,基于压电驱动器设计压电驱动型强化翘片换热管加工刀盘机构,可使翅片加工精度提高,精确控制翅片高度、厚度和间距等,无须外接驱动装置,可以使设备能耗降低,设备尺寸和重量大大减小。
4.本发明的另一目的在于,提供一种上述压电驱动型强化翘片换热管加工刀盘机构的操作方法。
5.本发明的技术方案为:压电驱动型强化翘片换热管加工刀盘机构,包括多个驱动机构、推盘机构、刀盘、多个滑块、端盖、刀盘外壳、支撑套和轴套;
6.所述端盖与刀盘外壳连接,端盖的一端设有凸台,轴套套设于凸台外,端盖与刀盘外壳之间形成空腔,推盘机构、刀盘和多个滑块均位于空腔内,支撑套套设于轴套外,所述多个滑块分别与支撑套的外周连接,所述刀盘上设有多个滑块槽,滑块位于滑块槽内,滑块上设有安装刨刀的凹槽,所述端盖的中心位置和刀盘外壳的中心位置均设有安装待加工换热管的内孔;
7.所述推盘机构包括推盘和推盘弹簧,推盘套设于轴套外,推盘设有刀盘槽,刀盘槽的侧壁面为斜面,刀盘位于刀盘槽内,刀盘与刀盘槽之间存在间隙,每个滑块的顶部均与刀盘槽的侧壁面抵接,推盘弹簧位于推盘和刀盘之间,螺栓穿过推盘弹簧连接推盘和刀盘;
8.所述多个驱动机构沿刀盘外壳的圆周方向分布,所述驱动机构包括多个钳位压电机构和多个推进压电机构,刀盘外壳开设相互连通的纵向安装腔和轴向安装腔,钳位压电机构位于纵向安装腔内,钳位压电机构的末端抵接推盘,推进压电机构位于轴向安装腔内,推进压电机构沿轴向抵接钳位压电机构。
9.进一步,所述钳位压电机构包括钳位预紧螺钉、钳位压电陶瓷、钳位块和钳位块复位弹簧,纵向方向上,钳位块的一端抵接推盘,另一端与钳位压电陶瓷连接,钳位压电陶瓷
与钳位预紧螺钉之间设有圆顶垫片;所述推进压电机构包括推进预紧螺钉和推进压电陶瓷,轴向方向上,推进压电陶瓷的一端沿轴向抵接钳位块,推进压电陶瓷与推进预紧螺钉之间设有圆顶垫片,钳位块复位弹簧的一端与刀盘外壳抵接,另一端抵接钳位块远离推进压电陶瓷的一端。
10.进一步,所述钳位块与推盘之间的正压力为钳位预紧力,钳位预紧力为钳位压电陶瓷最大推力的10%,钳位块复位弹簧的预紧力为钳位预紧力的30%,钳位块复位弹簧的预紧力大于钳位块与推盘之间的摩擦力。
11.进一步,所述刀盘外壳上设有穿线孔,钳位压电陶瓷与推进压电陶瓷的导线穿出穿线孔。
12.进一步,所述驱动机构共有八个,八个驱动机构在刀盘外壳上的方向分别为22.5
°
、67.5
°
、112.5
°
、157.5
°
、202.5
°
、247.5
°
、292.5
°
、337.5
°
,其中,22.5
°
、112.5
°
、202.5
°
、292.5
°
方向为第一组,67.5
°
、157.5
°
、247.5
°
、337.5
°
方向为第二组,第一组驱动机构和第二组驱动机构分别以相同的频率周期性同步运动,第一组驱动机构与第二组驱动机构的工作信号之间有固定相位差。
13.进一步,所述驱动机构的工作频率为100
‑
250hz。
14.进一步,所述每个滑块的底端设有滑块弹簧,滑块弹簧与支撑套的外周连接。
15.进一步,所述刀盘外壳与刀盘之间具有间隙,刀盘弹簧位于刀盘外壳与刀盘之间,螺栓穿过刀盘弹簧连接刀盘外壳和刀盘。
16.本发明的另一技术方案为:上述压电驱动型强化翘片换热管加工刀盘机构的操作方法,所述多个驱动机构分为两组,同组的驱动机构以相同的频率周期性同步运动,两组驱动机构的工作信号之间有固定相位差,第一组驱动机构工作时,对钳位压电机构进行供电,钳位压电机构的钳位压电陶瓷伸长,使钳位压电机构与推盘之间的正压力增大,钳位压电机构与推盘之间的静摩擦力增大,然后对推进压电机构进行供电,推进压电机构内的推进压电陶瓷伸长,推动钳位压电机构与推盘前进一个步距,推盘移动推动滑块运动,滑动带动刨刀将被加工的换热管刨起翅片,第一组驱动机构工作时,第二组驱动机构复位,第二组驱动机构工作时,第一组驱动机构复位,完成一次加工后,驱动机构断电。
17.本发明相对于现有技术,具有以下有益效果:
18.本发明的压电驱动型强化翘片换热管加工刀盘机构,通过内置压电驱动机构,体积小、重量轻、能耗低,通过采用压电驱动机构进行驱动,驱动精度高,可实现平滑驱动,避免冲击,可使翅片的加工精度提高,精确控制翅片高度、厚度和间距等。
附图说明
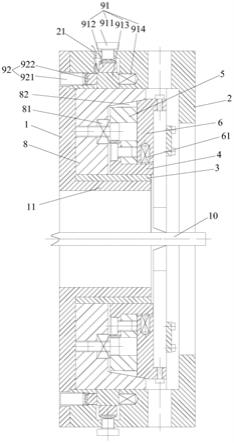
19.图1为本发明的压电驱动型强化翘片换热管加工刀盘机构的主视图。
20.图2为图1沿a
‑
a线的剖视图。
21.图3为图2的局部放大图。
22.图4为图1沿b
‑
b线的剖视图。
23.端盖1、凸台11、刀盘外壳2、穿线孔21、轴套3、支撑套4、刀盘5、刀盘弹簧51、滑块6、滑块弹簧61、内孔7、推盘8、推盘弹簧81、刀盘槽82、钳位压电机构91、钳位预紧螺钉911、钳位压电陶瓷912、钳位块913、钳位块复位弹簧914、推进压电机构92、推进预紧螺钉921、推进
压电陶瓷922、换热管10。
具体实施方式
24.下面结合实施例,对本发明作进一步的详细说明,但本发明的实施方式不限于此。
25.实施例1
26.如图1和图2所示,本实施例提供了一种压电驱动型强化翘片换热管加工刀盘机构,包括多个驱动机构、推盘机构、刀盘5、多个滑块6、端盖1、刀盘外壳2、支撑套4和轴套3。
27.如图1和图2所示,端盖与刀盘外壳连接,端盖的一端设有凸台11,轴套套设于凸台外,端盖与刀盘外壳之间形成空腔,推盘机构、刀盘和多个滑块均位于空腔内,支撑套套设于轴套外,多个滑块分别与支撑套的外周连接,刀盘上设有多个滑块槽,滑块位于滑块槽内,滑块上设有安装刨刀的凹槽,每个滑块的底端设有滑块弹簧61,滑块弹簧与支撑套的外周连接,端盖的中心位置和刀盘外壳的中心位置均设有安装待加工换热管10的内孔7。
28.如图2、图3和图4所示,推盘机构包括推盘8和推盘弹簧81,推盘套设于轴套外,推盘设有刀盘槽82,刀盘槽的侧壁面为斜面,刀盘位于刀盘槽内,刀盘与刀盘槽之间存在间隙,每个滑块的顶部均与刀盘槽的侧壁面抵接,推盘弹簧位于推盘和刀盘之间,螺栓穿过推盘弹簧连接推盘和刀盘。刀盘外壳与刀盘之间具有间隙,刀盘弹簧51位于刀盘外壳与刀盘之间,螺栓穿过刀盘弹簧连接刀盘外壳和刀盘。
29.如图1、图2和图3所示,多个驱动机构沿刀盘外壳的圆周方向分布,所述驱动机构包括多个钳位压电机构91和多个推进压电机构92,刀盘外壳开设相互连通的纵向安装腔和轴向安装腔,钳位压电机构位于纵向安装腔内,钳位压电机构的末端抵接推盘,推进压电机构位于轴向安装腔内,推进压电机构沿轴向抵接钳位压电机构。在本实施例中,驱动机构共有八个,八个驱动机构在刀盘外壳上的方向分别为22.5
°
、67.5
°
、112.5
°
、157.5
°
、202.5
°
、247.5
°
、292.5
°
、337.5
°
,其中,22.5
°
、112.5
°
、202.5
°
、292.5
°
方向为第一组,67.5
°
、157.5
°
、247.5
°
、337.5
°
方向为第二组,第一组驱动机构和第二组驱动机构分别以相同的频率周期性同步运动。
30.如图2、图3和图4所示,钳位压电机构包括钳位预紧螺钉911、钳位压电陶瓷912、钳位块913和钳位块复位弹簧914,纵向方向上,钳位块的一端抵接推盘,另一端与钳位压电陶瓷连接,钳位压电陶瓷与钳位预紧螺钉之间设有圆顶垫片;所述推进压电机构包括推进预紧螺钉921和推进压电陶瓷922,轴向方向上,推进压电陶瓷的一端沿轴向抵接钳位块,推进压电陶瓷与推进预紧螺钉之间设有圆顶垫片,钳位块复位弹簧的一端与刀盘外壳抵接,另一端抵接钳位块远离推进压电陶瓷的一端。刀盘外壳上设有穿线孔21,钳位压电陶瓷与推进压电陶瓷的导线穿出穿线孔。钳位块与推盘之间的正压力为钳位预紧力,钳位预紧力为钳位压电陶瓷最大推力的10%,钳位块复位弹簧的预紧力为钳位预紧力的30%,钳位块复位弹簧的预紧力大于钳位块与推盘之间的摩擦力。在本实施例中,钳位压电陶瓷为圆柱形,直径为16mm,长度为9mm,最大推力12000n。调节钳位预紧螺钉,使钳位预紧力为1200n。推进压电陶瓷为圆柱形,直径为10mm,长度为9mm,最大推力4000n,最大位移12μm。调节推进预紧螺钉,使钳位块复位弹簧预紧力为360n。
31.第一组驱动机构以100hz频率周期性同步动作,第二组驱动机构同样以100hz频率周期性同步动作,第一组驱动机构与第二组驱动机构的工作信号之间有固定相位差,保证
一组驱动机构松开复位前,另一组驱动机构夹紧向前推进。在上述实施参数下,推盘最大推进力为4800n,最大推进速度为2.4mm/s。
32.上述压电驱动型强化翘片换热管加工刀盘机构的操作方法,所述多个驱动机构分为两组,同组的驱动机构以相同的频率周期性同步运动,两组驱动机构的工作信号之间有固定相位差,第一组驱动机构工作时,对钳位压电机构进行供电,钳位压电机构的钳位压电陶瓷伸长,使钳位压电机构与推盘之间的正压力增大,钳位压电机构与推盘之间的静摩擦力增大,然后对推进压电机构进行供电,推进压电机构内的推进压电陶瓷伸长,推动钳位压电机构与推盘前进一个步距,推盘移动推动滑块运动,滑动带动刨刀将被加工的换热管刨起翅片,第一组驱动机构工作时,第二组驱动机构复位,第二组驱动机构工作时,第一组驱动机构复位,完成一次加工后,驱动机构断电。
33.实施例2
34.本实施例与实施例1的区别在于,推进压电陶瓷直径为10mm,长度为18mm,最大推力4000n,最大位移24μm。
35.在上述实施参数下,推盘最大推进力为4800n,最大推进速度为4.8mm/s。
36.实施例3
37.本实施例与实施例1的区别在于,第一组驱动机构以250hz频率周期性同步动作,第二组驱动机构同样以250hz频率周期性同步动作。
38.在上述实施参数下,推盘最大推进力为4800n,最大推进速度为6mm/s。
39.如上所述,便可较好地实现本发明,上述实施例仅为本发明的较佳实施例,并非用来限定本发明的实施范围;即凡依本发明内容所作的均等变化与修饰,都为本发明权利要求所要求保护的范围所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1