一种焊接管材生产线中的补铝装置及其补铝方法与流程
1.本发明涉及管材领域,尤其涉及一种焊接管材生产线中的补铝装置及其补铝方法。
背景技术:
2.铝管是有色金属管的一种,指用纯铝或铝合金经挤压加工成沿其纵向全长中空的金属管状材料。可有一个或多个封闭的通孔,壁厚、横截面均匀一致,广泛用于汽车、轮船、航天、航空、电器、农业、机电、家居等行业。
3.现有的铝管在使用一段时间后,其表面会产生破损、缺口,导致无法使用,这些铝管如果直接丢弃会产生浪费,尤其是一些大管径,厚管壁的钢管,直接丢弃会造成更大的浪费。
技术实现要素:
4.本发明的目的在于提供一种焊接管材生产线中的补铝装置及其补铝方法,以解决上述技术问题。
5.本发明为解决上述技术问题,采用以下技术方案来实现:
6.一种焊接管材生产线中的补铝装置,包括内筒,所述内筒外侧设置有外筒,所述内筒前后两端分别通过密封环与外筒前后两端固接,所述内筒与外筒之间填充有铝合金粉末,位于前侧的所述密封环上贯穿开设有进料口,所述进料口上螺纹连接有密封塞,所述内筒内壁底部固设有螺纹管,所述螺纹管内螺纹连接有钻杆,所述内筒内壁底部贯穿开设有与钻杆相匹配的钻孔,所述钻孔位于钻杆正下方,所述外筒上方设置有上弧形板,所述外筒下方设置有下弧形板,所述上弧形板左右两端、下弧形板左右两端皆固设有连接板,上下相对的所述连接板之间通过多个连接螺杆连接,所述上弧形板顶面贯穿开设有修补口。
7.优选的,所述钻杆顶部固设有转盘,所述钻杆底端固设钻头。
8.优选的,所述上弧形板顶部固设有u型支架,所述u型支架顶部固设有第一电动伸缩杆,所述第一电动伸缩杆的第一伸缩端固设有弧形压板,所述弧形压板底部设置有弧形陶瓷片,所述弧形陶瓷片边缘通过多个固定螺杆与弧形压板连接,所述弧形陶瓷片底面开设有扩散槽。
9.优选的,所述内筒内腔顶部设置有第二电动伸缩杆,所述第二电动伸缩杆通过多根连接杆与内筒内壁固接,所述第二电动伸缩杆的第二电动伸缩端延伸至外筒和内筒之间并与弧形压块固接,所述外筒顶部且位于弧形压块正上方开设有圆形开口,所述外筒顶部位于圆形开口左右两侧皆开设有圆孔,所述外筒顶部粘接有与外筒表面贴合且将圆孔、圆形开口围合的圆形钢圈。
10.优选的,所述u型支架左侧设置有微型水泵,所述微型水泵顶部固设有第一连接块,所述第一连接块与第一转轴一端转动连接,所述第一转轴另一端与u型支架固接,所述微型水泵的出水端上安装有喷头,所述微型水泵的进水端通过出水管与水箱连接,所述水
箱固设在上弧形板顶部,所述水箱顶部设置有注水口,所述水箱内设置有混合有碳粉的水。
11.优选的,所述u型支架右侧设置有吸风机,所述吸风机的顶部固设有第二连接块,所述第二连接块与第二转轴一端转动连接,所述第二转轴另一端与u型支架固接,所述吸风机的进风口朝向修补口设置,所述吸风机的出风口通过出风管与连接管连接,所述连接管与位于圆盘中央的进风孔螺纹配合,所述圆盘上开设有圆形插槽。
12.优选的,位于上方的所述连接板底部固设有密封垫,所述密封垫与连接螺杆螺纹连接。
13.优选的,位于下方的所述连接板底部固设有多根支撑杆,所述支撑杆底部固设有支撑腿。
14.优选的,所述进料口与加料管螺纹连接,所述加料管上端与加料筒底部固接且连通,所述加料筒内部设置有第三电动伸缩杆,所述第三电动伸缩杆的第三伸缩端与活塞底面固接,所述活塞与加料筒内壁滑动连接,所述第三电动伸缩杆通过多根支架与加料筒内壁固接,所述加料筒外壁固设有控制器,所述控制器与第三电动伸缩杆无线连接。
15.一种焊接管材生产线中的补铝装置的补铝方法,包括:
16.步骤一:通过进料口向外筒和内筒之间填充铝合金粉末,待基本填满时,通过加料管向加料筒内填充铝合金粉末,然后将加料管与进料口螺纹连接,将圆形开口、圆孔用胶布封住,然后通过控制器启动第三电动伸缩杆,使第三电动伸缩杆带动活塞下移将加料筒内的铝合金粉末向外筒和内筒之间挤压,挤压时晃动外筒,使铝合金粉末可以充分的将外筒和内筒之间的空间填满,填充完成后取下加料管,使用密封塞将进料口封闭;
17.步骤二:取下圆形开口、圆孔上的胶布,将外筒、内筒塞入待修补的铝合金圆管内,使圆形开口位于待修补的铝合金圆管缺口中央,然后将上弧形板、下弧形板从上下两侧将铝合金圆管卡合,并通过连接螺杆将上弧形板、下弧形板上的连接板连接,使上弧形板、下弧形板卡紧铝合金圆管,并使铝合金圆管上的缺口从修补口露出;
18.步骤三:转动钻杆,使钻杆嵌入外筒和内筒之间的铝合金粉末中,从而将铝合金粉末从圆形开口、圆孔挤出堆积在待修补的铝合金圆管缺口底部,然后使用加热熔融的铝合金液浇筑在缺口内,利用微型水泵喷水对铝合金液降温,使铝合金液成为具有延展性的半凝固半液态,然后启动第一电动伸缩杆,使第一电动伸缩杆驱动弧形压板下移进入修补口内贴合在铝合金圆管表面,使扩散槽将缺口覆盖,然后启动第二电动伸缩杆,使第二电动伸缩杆驱动弧形压块上升通过铝合金粉末挤压半凝固半液态的铝合金液,使其向上隆起并进入扩散槽内与铝合金圆管外壁连接,当铝合金液将扩散槽填满时,随着弧形压块的持续向上挤压,铝合金液底部边缘向圆形钢圈内扩散与铝合金圆管内壁连接,从而形成具有上夹片和下夹片的工字形的铝合金液,然后使弧形压板上移,利用微型水泵对铝合金液喷水降温,使铝合金液完全凝固形成工字形的铝合金块将缺口补上,工字形的结构一方面增大填充的铝合金块与铝合金圆管的接触面积,固定的更加牢固,另一方面工字形的结构可以夹紧铝合金圆管的管壁,使铝合金块不易脱落。
19.步骤四:当微型水泵喷水对铝合金液降温时,混合在水中的碳粉燃烧产生烟尘,将连接管与进风孔连接,然后将铝合金圆管两端分别插在一个圆盘上的圆形插槽内,从而将铝合金圆管两端封闭,启动吸风机将烟尘通过出风管导入铝合金圆管内,通过观察铝合金圆管管壁上是否有烟尘冒出,可以检查铝合金圆管上是否还有其他细微的裂缝、破损。
20.本发明的有益效果是:
21.1、本发明通过钻杆挤压外筒和内筒之间的铝合金粉末,使铝合金粉末从圆形开口和圆孔被挤出,在待修补的铝合金圆管缺口的底部形成一层铝合金粉末层将缺口底部封闭,从而在向缺口内浇筑铝合金液将缺口填充时,有效支撑和缓冲。
22.2、利用半凝固半液态的铝合金液的延展性和铝合金粉末的流动性,使弧形压块向上挤压铝合金液,使其向上隆起并进入扩散槽内与铝合金圆管外壁连接,当铝合金液将扩散槽填满时,随着弧形压块的持续向上挤压,铝合金液底部边缘向圆形钢圈内扩散与铝合金圆管内壁连接,从而形成具有上夹片和下夹片的工字形的铝合金液,然后使弧形压板上移,利用微型水泵对铝合金液喷水降温,使铝合金液完全凝固形成工字形的铝合金块将缺口补上,工字形的结构一方面增大填充的铝合金块与铝合金圆管的接触面积,固定的更加牢固,另一方面工字形的结构可以夹紧铝合金圆管的管壁,使铝合金块不易脱落。
23.3、在利用微型水泵喷水对铝合金液降温时,混合在水中的碳粉燃烧产生烟尘,将烟尘导入铝合金圆管内,通过观察铝合金圆管管壁上是否有烟尘冒出,可以检查铝合金圆管上是否还有其他细微的裂缝、破损。
24.4、通过第三电动伸缩杆带动活塞下移挤压铝合金粉末将铝合金粉末挤入外筒和内筒之间,并在挤压时晃动外筒,可以使铝合金粉末将外筒和内筒之间填充满,防止钻杆挤压铝合金粉末时,无法将铝合金粉末从圆形开口、圆孔挤出。
附图说明
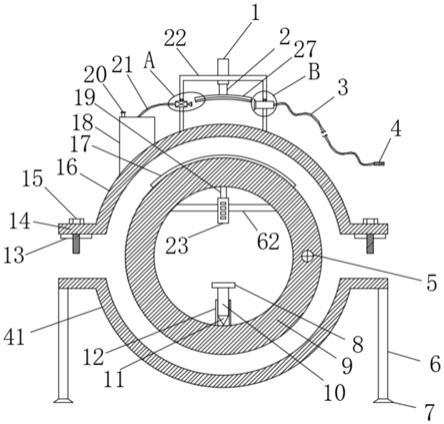
25.图1为本发明的结构示意图;
26.图2为本发明图1的a部放大示意图;
27.图3为本发明图1的b部放大示意图;
28.图4为本发明上弧形板的俯视图;
29.图5为本发明上弧形板的左视图;
30.图6为本发明外筒的俯视图;
31.图7为本发明外筒与内筒的连接结构剖视图;
32.图8为本发明弧形陶瓷片的仰视图;
33.图9为本发明圆盘的俯视图;
34.图10为本发明加料筒与加料管的连接结构剖视图;
35.图11为本发明的工作原理示意图;
36.图12为本发明工字形铝合金块的结构示意图;
37.附图标记:1
‑
第一电动伸缩杆;2
‑
第一伸缩端;3
‑
出风管;4
‑
连接管;5
‑
进料口;6
‑
支撑杆;7
‑
支撑腿;8
‑
转盘;9
‑
密封环;10
‑
钻杆;11
‑
钻头;12
‑
螺纹管;13
‑
密封垫;14
‑
连接板;15
‑
连接螺杆;16
‑
上弧形板;17
‑
圆形钢圈;18
‑
水箱;19
‑
第二电动伸缩端;20
‑
注水口;21
‑
出水管;22
‑
u型支架;23
‑
第二电动伸缩杆;24
‑
控制器;25
‑
第一转轴;26
‑
第一连接块;27
‑
弧形压板;28
‑
固定螺杆;29
‑
弧形陶瓷片;30
‑
微型水泵;31
‑
喷头;32
‑
出水端;33
‑
扩散槽;34
‑
第二转轴;35
‑
第二连接块;36
‑
吸风机;37
‑
进风口;38
‑
铝合金液;39
‑
上夹片;40
‑
下夹片;41
‑
下弧形板;42
‑
外筒;43
‑
内筒;44
‑
第二伸缩端;45
‑
弧形压块;46
‑
圆形开口;47
‑
圆孔;48
‑
修补口;49
‑
进风孔;50
‑
圆形插槽;51
‑
圆盘;52
‑
加料筒;53
‑
活塞;54
‑
第三伸缩端;
55
‑
支架;57
‑
第三电动伸缩杆;58
‑
加料管;59
‑
铝合金粉末;60
‑
缺口;61
‑
铝合金圆管;62
‑
连接杆。
具体实施方式
38.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例和附图,进一步阐述本发明,但下述实施例仅仅为本发明的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本发明的保护范围。
39.下面结合附图描述本发明的具体实施例。
40.实施例1
41.如图1、2、4
‑
8、11
‑
12所示,一种焊接管材生产线中的补铝装置,包括内筒43,内筒43外侧设置有外筒42,内筒43前后两端分别通过密封环9与外筒42前后两端固接,内筒43与外筒42之间填充有铝合金粉末59,位于前侧的密封环9上贯穿开设有进料口5,进料口5上螺纹连接有密封塞,内筒43内壁底部固设有螺纹管12,螺纹管12内螺纹连接有钻杆10,钻杆10顶部固设有转盘8,钻杆10底端固设钻头11,内筒43内壁底部贯穿开设有与钻杆10相匹配的钻孔,钻孔位于钻杆10正下方,外筒42上方设置有上弧形板16,外筒42下方设置有下弧形板41,上弧形板16左右两端、下弧形板41左右两端皆固设有连接板14,上下相对的连接板14之间通过多个连接螺杆15连接,位于上方的连接板14底部固设有密封垫13,密封垫13与连接螺杆15螺纹连接,位于下方的连接板14底部固设有多根支撑杆6,支撑杆6底部固设有支撑腿7,上弧形板16顶面贯穿开设有修补口48。
42.上弧形板16顶部固设有u型支架22,u型支架22顶部固设有第一电动伸缩杆1,第一电动伸缩杆1的第一伸缩端2固设有弧形压板27,弧形压板27底部设置有弧形陶瓷片29,弧形陶瓷片29边缘通过多个固定螺杆28与弧形压板27连接,弧形陶瓷片29底面开设有扩散槽33。
43.内筒43内腔顶部设置有第二电动伸缩杆23,第二电动伸缩杆23通过多根连接杆62与内筒43内壁固接,第二电动伸缩杆23的第二电动伸缩端44延伸至外筒42和内筒43之间并与弧形压块45固接,外筒42顶部且位于弧形压块45正上方开设有圆形开口46,外筒42顶部位于圆形开口46左右两侧皆开设有圆孔47,外筒42顶部粘接有与外筒42表面贴合且将圆孔47、圆形开口46围合的圆形钢圈17。
44.u型支架22左侧设置有微型水泵30,微型水泵30顶部固设有第一连接块26,第一连接块26与第一转轴25一端转动连接,第一转轴25另一端与u型支架22固接,微型水泵30的出水端32上安装有喷头31,微型水泵30的进水端通过出水管21与水箱18连接,水箱18固设在上弧形板16顶部,水箱18顶部设置有注水口20,水箱18内设置有混合有碳粉的水。
45.进料口5与加料管58螺纹连接,加料管58上端与加料筒52底部固接且连通,加料筒52内部设置有第三电动伸缩杆57,第三电动伸缩杆57的第三伸缩端54与活塞53底面固接,活塞53与加料筒52内壁滑动连接,第三电动伸缩杆57通过多根支架55与加料筒52内壁固接,加料筒52外壁固设有控制器24,控制器24与第三电动伸缩杆57无线连接。
46.实施例2
47.如图1、3、9所示,在其它部分均与实施例1相同的情况下,本实施例与实施例1的区
别在于:
48.u型支架22右侧设置有吸风机36,吸风机36的顶部固设有第二连接块35,第二连接块35与第二转轴34一端转动连接,第二转轴34另一端与u型支架22固接,吸风机36的进风口37朝向修补口48设置,吸风机36的出风口通过出风管3与连接管4连接,连接管4与位于圆盘51中央的进风孔49螺纹配合,圆盘51上开设有圆形插槽50。
49.实施例3
50.如图1、10所示,在其它部分均与实施例1相同的情况下,本实施例与实施例1的区别在于:
51.进料口5与加料管58螺纹连接,加料管58上端与加料筒52底部固接且连通,加料筒52内部设置有第三电动伸缩杆57,第三电动伸缩杆57的第三伸缩端54与活塞53底面固接,活塞53与加料筒52内壁滑动连接,第三电动伸缩杆57通过多根支架55与加料筒52内壁固接,加料筒52外壁固设有控制器24,控制器24与第三电动伸缩杆57无线连接。
52.工作原理:
53.通过进料口5向外筒42和内筒43之间填充铝合金粉末59,待基本填满时,通过加料管58向加料筒52内填充铝合金粉末59,然后将加料管58与进料口5螺纹连接,将圆形开口46、圆孔47用胶布封住,然后通过控制器24启动第三电动伸缩杆57,使第三电动伸缩杆57带动活塞53下移将加料筒52内的铝合金粉末59向外筒42和内筒43之间挤压,挤压时晃动外筒42,使铝合金粉末59可以充分的将外筒42和内筒43之间的空间填满,填充完成后取下加料管58,使用密封塞将进料口5封闭;取下圆形开口46、圆孔47上的胶布,将外筒42、内筒43塞入待修补的铝合金圆管61内,使圆形开口46位于待修补的铝合金圆管61缺口60中央,然后将上弧形板16、下弧形板41从上下两侧将铝合金圆管61卡合,并通过连接螺杆15将上弧形板16、下弧形板41上的连接板14连接,使上弧形板16、下弧形板41卡紧铝合金圆管61,并使铝合金圆管61上的缺口60从修补口48露出;转动钻杆10,使钻杆10嵌入外筒42和内筒43之间的铝合金粉末59中,从而将铝合金粉末59从圆形开口46、圆孔47挤出堆积在待修补的铝合金圆管61缺口60底部,如图11所示,然后使用加热熔融的铝合金液38浇筑在缺口60内,利用微型水泵30喷水对铝合金液38降温,使铝合金液38成为具有延展性的半凝固半液态,然后启动第一电动伸缩杆1,使第一电动伸缩杆1驱动弧形压板27下移进入修补口48内贴合在铝合金圆管61表面,使扩散槽33将缺口60覆盖,然后启动第二电动伸缩杆23,使第二电动伸缩杆23驱动弧形压块45上升通过铝合金粉末59挤压半凝固半液态的铝合金液38,使其向上隆起并进入扩散槽33内与铝合金圆管61外壁连接,当铝合金液38将扩散槽33填满时,随着弧形压块45的持续向上挤压,铝合金液38底部边缘向圆形钢圈17内扩散与铝合金圆管61内壁连接,从而形成如图12所示的具有上夹片39和下夹片40的工字形的铝合金液,然后使弧形压板27上移,利用微型水泵30对铝合金液38喷水降温,使铝合金液38完全凝固形成工字形的铝合金块将缺口60补上,工字形的结构一方面增大填充的铝合金块与铝合金圆管61的接触面积,固定的更加牢固,另一方面工字形的结构可以夹紧铝合金圆管61的管壁,使铝合金块不易脱落。当微型水泵30喷水对铝合金液降温时,混合在水中的碳粉燃烧产生烟尘,将连接管4与进风孔49连接,然后将铝合金圆管61两端分别插在一个圆盘51上的圆形插槽50内,从而将铝合金圆管61两端封闭,启动吸风机36将烟尘通过出风管3导入铝合金圆管61内,通过观察铝合金圆管61管壁上是否有烟尘冒出,可以检查铝合金圆管61上是否还有其
他细微的裂缝、破损。
54.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1