一种齿轮齿条转向器壳体衬套的装配机台的制作方法
1.本发明涉及一种齿轮齿条转向器壳体衬套的装配机台,属转向器安装设备技术领域。
背景技术:
2.齿轮齿条转向器以其结构简单及紧凑、质优价廉,广泛应用于小排量轿车、新能源汽车的转向器系统,齿轮齿条转向器在组装时,需要将壳体衬套装入齿轮齿条转向器壳体的衬套卡槽位。目前将齿条支撑衬套装入壳体的衬套卡槽位的工作,是由工作人员利用辅助工具手动安装,在衬套的装配工作过程中,由于转向器壳体的衬套卡槽为阶梯槽,且衬套的下端圆周为与衬套卡槽位对应的阶梯状凸台,其只能保证衬套轴向的深度尺寸达到装配要求,径向方面无法保证装配到位,必须借助手指将衬套的阶梯状凸台挤压到转向器壳体的卡槽中,导致每个工件的装配所需时间较长,使得装配作业效率低,且不能严格保证衬套的装配质量;同时,由于产品的规格尺寸及工作人员的能力存在差异,人工手动装配衬套易出现衬套在装配时被切边或损坏的情况,从而造成一定的损耗率,因此,有必要对其进行改进。
技术实现要素:
3.本发明的目的在于,针对现有技术的不足,提供一种能将衬套阶梯状的凸台准确装入转向器壳体的卡槽中,以有效提高衬套装配工作的效率,并降低衬套的损耗率,保证衬套装配质量的利齿轮齿条转向器壳体衬套的装配机台。
4.本发明的技术方案是:一种齿轮齿条转向器壳体衬套的装配机台,包括机架、工作面板、上压装缸、下顶升缸和压装装夹筒,其特征在于:机架上设置有工作面板,工作面板上固装有压装装夹筒,对应压装装夹筒上方的机架上安装有上压装缸,上压装缸的活塞杆端头装有下压头;工作面板下方的机架上安装有下顶升缸,压装装夹筒的中心孔内设置有径向挤压杆,下顶升缸的活塞杆穿过工作面板与径向挤压杆连接,压装装夹筒的顶端设置有限位头。
5.所述的压装装夹筒与限位头为一体结构;限位头呈锥形,限位头的直径小于压装装夹筒的直径,限位头的中心孔与压装装夹筒的中心孔连通。
6.所述的限位头与压装装夹筒连接处的圆周上通过径向均布的安装孔装有挤压器。
7.所述的径向挤压杆为锥形杆。
8.所述的挤压器由多个呈十字状设置的挤压头构成,挤压头呈t字型,挤压头的端面上设置有安装槽,挤压头有弹性环通过安装槽相互连接,挤压头的尾端相互之间设置有挤压间隙。
9.所述的压装装夹筒呈
“⊥”
字形,压装装夹筒通过固定栓固定安装在工作面板上表面,压装装夹筒下端外围通过固定栓安装有限位筒,限位筒与压装装夹筒之间通过弹簧座安装有复位弹簧,弹簧座上方的压装装夹筒上活动安装有压装收缩筒,压装收缩筒与弹簧
座接触连接。
10.所述的压装收缩筒为两端呈敞口的圆筒体,压装收缩筒的下端口为扩口型(喇叭口),压装收缩筒的上端口为渐缩型。
11.作为改进,所述的工作面板上固装有底板,底板上通过轴承座活动安装有压装装夹筒;压装装夹筒的底部凸缘一侧的底板上固装有旋转缸,对应旋转缸的压装装夹筒4底部凸缘上设置有旋转柱;旋转柱21一侧的底板上通过定位轴装有拨动杆,拨动杆23的一端端头设置有u型的拨槽,拨动杆通过拨槽与旋转柱滑动连接。旋转缸的旋转臂通过销轴与拨动杆的另一端活动连接。
12.本发明的有益效果在于:本发明通过压装收缩筒和压装装夹筒的配合使衬套装配在转向器壳体的卡槽位,通过径向挤压杆和挤压头的配合使衬套的凸台准确的挤压到转向器壳体上与凸台对应的卡槽中,有效提高了装配作业的效率;保证了产品质量,避免了目前由于产品的结构、尺寸及工作人员的能力存在差异,人工手动装衬套极易导致衬套在装配时被切边或损坏,从而造成一定损耗率的问题。
附图说明
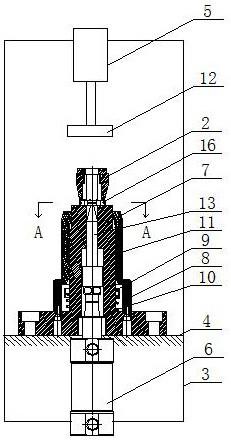
13.图1为本发明的结构示意图;图2为本发明的 挤压器的结构示意图;图3图1中的a—a向截面示意图;图4为本发明的挤压器工作示意图;图5为本发明的改进后的结构示意图;图6为图5中的a处放大示意图;图7为拨动杆与旋转柱的连接示意图。
14.图中:1、衬套,2、限位头,3、机架,4、工作面板,5、上压装缸,6、下顶升缸,7、压装装夹筒,8、限位筒,9、弹簧座,10、复位弹簧,11、压装收缩筒,12、下压头,13、径向挤压杆,14、挤压头,15、弹性环,16、挤压器,17、转向器壳体,18、底板,19、轴承座,20、旋转缸,21、旋转柱,22、定位轴,23、拨动杆,24、旋转臂。
具体实施方式
15.该齿轮齿条转向器壳体衬套的装配机台包括机架3、工作面板4、上压装缸5、下顶升缸6和压装装夹筒7,机架3上设置有工作面板4,工作面板4上固装有压装装夹筒7,压装装夹筒7呈
ꢀ“⊥”
字形,压装装夹筒7通过固定栓固定安装在工作面板4的上表面,压装装夹筒7下端外围通过固定栓安装有限位筒8,限位筒8与压装装夹筒7之间通过弹簧座9安装有复位弹簧10,弹簧座10上方的压装装夹筒7上活动安装有压装收缩筒11。压装收缩筒11为两端呈敞口的圆筒体,压装收缩筒11的下端口为扩口型(喇叭口),压装收缩筒11的上端口为渐缩型。压装收缩筒11与弹簧座9接触连接。
16.对应压装装夹筒7上方的机架3上安装有上压装缸5,上压装缸5的活塞杆端头装有下压头12;下压头12在上压装缸5的活塞杆端头可周向转动。工作面板4下方的机架3上安装有下顶升缸6,压装装夹筒7的阶梯状的中心孔内活动设置有径向挤压杆13,径向挤压杆13
为锥形杆;下顶升缸6的活塞杆穿过工作面板4与径向挤压杆13连接。
17.装配机台的压装装夹筒7顶端设置有限位头2;限位头2呈锥形,压装装夹筒7与限位头2为一体结构;限位头2的最大直径小于压装装夹筒2的最小直径,限位头2的中心孔与压装装夹筒7的中心孔连通。
18.限位头2与压装装夹筒7连接处的圆周上通过径向均布的安装孔装有挤压器16。挤压器由多个挤压头14和弹性环15构成,挤压头14呈t字型,挤压头14的端面上设置有安装槽,挤压头14通过安装孔安装在压装装夹筒7上,挤压头14之间由弹性环15通过安装槽相互连接,挤压头14的尾端相互之间设置有挤压间隙;非工作状态下,挤压头14在弹性环15的作用下呈收缩状态。
19.该齿轮齿条转向器壳体衬套的装配机台工作时,首先将衬套1套装在装配装置的限位头2上。衬套1套装在限位头2上时,要求衬套1的下端面与压装装夹筒7与限位头2连接处的端面完全接触;以使衬套1的阶梯状凸台与挤压器16水平对应。
20.衬套套装完成后,将压装收缩筒11套装在限位头2上,然后启动装配装置的工作电源,该装配机台可通过程控器(西门子17—300)控制各动作部件,使其按程序工作,亦可通过人工对各动作部件进行分别控制。工作电源启动后,上压装缸5的活塞杆下行,由此通过下压头12压迫压装收缩筒11沿限位头2、压装装夹筒7下行。压装收缩筒11下行过程中,由于压装装夹筒1顶部端面(连接处端面)对衬套1形成限位支撑,且压装收缩筒11的下端口为扩口型,当衬套1上端进入压装收缩筒11,衬套1下端的凸台与压装收缩筒11的下端口接触时,下行的压装收缩筒11通过下端口对衬套1形成径向挤压,迫使衬套1径向收缩,随着压装收缩筒11的继续下行,衬套1整体进入压装收缩筒11内;此时的限位头2位于压装收缩筒11内上端。当衬套1整体进入压装收缩筒11内后,上压装缸5停止下行并上行复位,上压装缸5上行到位后,将转向器壳体17套装在压装收缩筒11上,此时,上压装缸5再次下行,通过下压头12压迫转向器壳体17沿压装收缩筒11下行。
21.转向器壳体17下行过程中,转向器壳体17通过大径段的变径台肩面对压装收缩筒11的上端口紧密接触并形成压迫,由此在下压头12作用下通过台肩面带动压装收缩筒11随动下行。转向器壳体17带动压装收缩筒11随动下行的过程中,衬套1相对于压装收缩筒11上行,由于压装收缩筒11的上端口为渐缩型,且压装收缩筒11的上端口内径与转向器壳体小径段的内径相同,衬套1相对于压装收缩筒上11行过程中径向继续收缩,随着转向器壳体17的继续下行,衬套1由压装收缩筒11的上端口冒出,顺利进入至转向器壳体17小径段内并逐步与位于转向器壳体17小径段的衬套卡槽形成对应。
22.衬套1逐步与位于转向器壳体17小径段的衬套卡槽形成对应的过程中,压装收缩筒11的下端口与弹簧座9接触,并通过弹簧座9下压复位弹簧10使其蓄能,当转向器壳体17继续下行与限位筒8顶部接触时,表明转向器壳体17下行到位,此时,下压头12停止下行,在下压头12和限位筒的相互配合下,对转向器壳体17的轴向形成夹紧状态。
23.对转向器壳体17轴向形成夹紧状态的同时;衬套1的顶部与转向器壳体17小径段的变径台肩形成接触状态,衬套1的凸台与衬套卡槽形成对应;表明衬套1在转向器壳体17内的轴向位置安装到位。衬套1轴向位置安装到位后,下顶升缸6动作,通过活塞杆带动径向挤压杆13在压装装夹筒7的中心孔内上行,由于径向挤压杆13的上端为锥形,径向挤压杆13上行过程中,通过锥形的顶端首先插入至挤压头14尾端的挤压间隙内,并随着径向挤压杆
13的不断上行对挤压头14形成挤压,迫使挤压头14径向伸出,由此对衬套1内壁形成挤压,使衬套1的凸台进入衬套卡槽内,从而完成衬套在转向器壳体内的径向位置安装。
24.实际工作中,由于衬套1进入衬套卡槽内的过程为挤压头14的4个点的挤压,挤压头14之间的衬套1受挤压头14的径向挤压力,很难与衬套卡槽外壁形成一个平面,作为装配装置的改进,所述的工作面板4上固装有底板18,底板18上通过轴承座19活动安装有压装装夹筒7;压装装夹筒4的底部凸缘一侧的底板18上固装有旋转缸20,对应旋转缸20的压装装夹筒4底部凸缘上设置有旋转柱21;旋转柱21一侧的底板18上通过定位轴22装有拨动杆23,拨动杆23的一端端头设置有u型的拨槽,拨动杆23通过拨槽与旋转柱21滑动连接。旋转缸20的旋转臂24通过销轴与拨动杆23的另一端活动连接。在旋转缸20的的作用下,压装装夹筒7以轴承座19为轴心可周向选旋转。
25.改进后,当衬套1径向位置安装完成后,选转缸20动作,通过旋转臂24带动拨动杆23以定位轴22为轴心转动,进而拨动杆23通过拨槽带动旋转柱21、旋转柱21带动压装装夹筒7呈45度周向往返转动,由此带动转向器壳体45度周向往返转动,使得各挤压头14相对于衬套1内壁周向滑动,从而加强衬套1的装配,使衬套1个部位完全进入衬套卡槽内,保证衬套1内壁与衬套卡槽外壁的平齐。
26.上述动作完成后,上压装缸5、下顶升缸6分别复位,将完成衬套1安装的转向器壳体17取下后,在复位弹簧10的作用下压装收缩筒11上行弹起,将压装收缩筒11取下后即可进入下一工作循环。本发明通过压装收缩筒11和压装装夹筒7的配合使衬套1装配在转向器壳体17的卡槽位,通过径向挤压杆13和挤压头14的配合使衬套1的凸台准确的挤压到转向器壳体17上与凸台对应的卡槽中,有效提高了装配作业的效率;保证了产品质量,避免了目前由于产品的结构、尺寸及工作人员的能力存在差异,人工手动装衬套极易导致衬套在装配时被切边或损坏,从而造成一定损耗率的问题,对提高产品的装配质量具有积极的意义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1