一种活套控制方法及装置与流程
1.本发明涉及钢铁控制技术领域,尤其涉及一种活套控制方法及装置。
背景技术:
2.降本增效推动钢铁企业对钢铁加工流程进行革新,连铸连轧生产线用较低的建设成本和生产成本创造了可观的经济效益,受到各大钢铁企业的青睐。在带钢热连轧过程中,活套用于衔接前后轧机、匹配轧机间金属秒流量,对轧制稳定、产品合格率起着重要作用。轧制过程中,活套控制系统通过调节前机架或后机架主传动的速度、调整活套升降液压缸两侧压力实现活套高度和带钢张力控制,达到轧制稳定效果。
3.连铸连轧生产线轧机分为粗轧和精轧两个区域,粗轧机和精轧机都是四辊轧机,一般粗轧机组有三架轧机、精轧机组有五架轧机,八架轧机之间共设有七台活套装置,其中3号活套位于粗轧最后一架轧机与精轧第一架轧机之间、用于衔接粗轧机组与精轧机组。由于粗轧与精轧距离较长且此区域带钢温度高,带钢非常容易被拉窄,因此3号活套的控制优劣直接影响带钢宽度的合格率。采用传统活套控制策略时,3号活套频繁造成带钢被持续拉窄甚至跑偏、轧破,造成废钢,显然传统策略对于这个特殊位置的活套来说控制效果极其不理想。
技术实现要素:
4.本技术实施例提供的一种活套控制方法及装置,基于活套实际角度与实际宽度,调整活套下游机架的轧制速度,实现活套的精确控制,从而有效改善连铸连轧生产线粗轧与精轧之间带钢被持续拉窄问题。
5.第一方面,本发明通过本发明的一实施例提供如下技术方案:
6.一种活套控制方法,应用于连铸连轧产线的活套控制系统中,所述方法包括:若检测到带钢实际宽度不满足预设宽度条件,则执行以下防拉窄控制步骤:获取所述活套的角度速度修正值以及宽度速度修正值,其中,所述角度速度修正值基于所述活套的实际角度以及设定角度确定,所述宽度速度修正值基于所述带钢的实际宽度以及设定宽度确定;基于所述活套的角度速度修正值,以及所述宽度速度修正值,得到所述活套下游机架的速度修正量;基于所述速度修正量,控制所述活套下游机架对所述带钢的轧制速度,以调整所述带钢的实际宽度以及所述活套的实际角度;若调整后的实际角度满足预设角度条件,则触发级联保持模式,并检测所述级联保持模式下的实际宽度是否满足预设宽度条件,若否,则重复执行所述防拉窄控制步骤,直至所述带钢的实际宽度满足所述预设宽度条件;其中,所述级联保持模式为保持所述活套下游机架的速度修正量不变的工作模式。
7.优选地,所述方法还包括:若调整后的实际角度不满足预设角度条件,则重复执行所述防拉窄控制步骤,直至所述活套的实际角度满足所述预设角度条件。
8.优选地,调整所述活套的实际角度之后,还包括:检测调整后的实际角度与所述活套的设定角度之间的差值是否在预设角度偏差范围内,判断所述调整后的实际角度是否满
足所述预设角度条件。
9.优选地,所述获取活套的角度速度修正值,包括:对所述活套的实际角度与所述设定角度求差值,得到角度偏差;基于所述角度偏差与预先设置的角度比例积分算法,得到所述角度速度修正值。
10.优选地,所述基于所述角度偏差与预先设置的角度比例积分算法,得到所述角度速度修正值,包括:将所述角度偏差、角度调节比例控制增益、角度调节积分控制增益以及角度调节总控制增益带入公式(θ
ref-θ
act
)
×
kg
×
(kp+∑ki),得到所述角度速度修正值。
11.优选地,所述获取所述活套的宽度速度修正值,包括:对经精轧出口仪表检测的带钢实际宽度与设定宽度求差值,得到宽度偏差;基于所述宽度偏差与预先设置的宽度比例积分算法,得到所述宽度速度修正值。
12.优选地,基于所述宽度偏差与预先设置的宽度比例积分算法,得到所述宽度速度修正值,包括:将所述宽度偏差、角度调节比例控制增益、角度调节积分控制增益以及角度调节总控制增益代入公式(w
ref-w
act
)
×
kgw×
(kpw+∑kiw),得到所述宽度速度修正值。
13.优选地,所述方法还包括:控制所述活套采用起套转矩起套,其中,所述起套转矩基于轧制钢种、以及带钢规格确定;在检测到所述活套起套完成时,检测带钢实际宽度是否满足预设宽度条件。
14.优选地,所述起套转矩基于以下步骤确定:基于轧制钢种以及带钢规格,确定带钢张力转矩、带钢重力转矩、活套重力转矩、带钢弯曲转矩以及补偿转矩;将所述活套的设定角度、带钢张力转矩、带钢重力转矩、活套重力转矩、带钢弯曲转矩以及补偿转矩带入公式t
ref
=f3(θ)+f4(θ)+f5(θ)+f6(θ)+t
comp
,得到所述起套转矩。
15.第二方面,本发明通过本发明的一实施例提供如下技术方案:
16.一种活套控制装置,应用于连铸连轧产线的活套控制系统中,所述装置包括:
17.防拉窄控制模块,用于若检测到带钢实际宽度不满足预设宽度条件,则执行以下防拉窄控制步骤:
18.获取所述活套的角度速度修正值以及宽度速度修正值,其中,所述角度速度修正值基于所述活套的实际角度以及设定角度确定,所述宽度速度修正值基于所述带钢的实际宽度以及设定宽度确定;
19.基于所述活套的角度速度修正值,以及所述宽度速度修正值,得到所述活套下游机架的速度修正量;
20.基于所述速度修正量,控制所述活套下游机架对所述带钢的轧制速度,以调整所述带钢的实际宽度以及所述活套的实际角度;
21.控制模块,用于若调整后的实际角度满足预设角度条件,则触发级联保持模式,并检测所述级联保持模式下的实际宽度是否满足预设宽度条件,若否,则重复执行所述防拉窄控制步骤,直至所述带钢的实际宽度满足所述预设宽度条件,其中,所述级联保持模式为保持所述活套下游机架的速度修正量不变的工作模式。
22.本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
23.本发明实施例提供的一种活套控制方法及装置,应用于控制连铸连轧产线的活套控制系统中,本技术通过获取活套的角度速度修正值以及宽度速度修正值,得到活套下游机架的速度修正量;基于速度修正量,控制活套下游机架对带钢的轧制速度,以调整带钢的
实际宽度以及活套的实际角度。若调整后的实际角度满足预设角度条件,则触发级联保持模式,并检测级联保持模式下的实际宽度是否满足预设宽度条件,若否,则重复执行防拉窄控制步骤,直至带钢的实际宽度满足预设宽度条件。本技术依据活套的实际角度与实际宽度,控制活套下游机架对带钢的轧制速度,来调整带钢的实际宽度以及实际角度,在调整后的实际角度满足预设角度条件,需控制活套的速度修正量保持不变,检测带钢的实际宽度是否满足预设宽度条件,在带钢实际宽度仍不满足预设宽度条件时,继续基于调整后的实际角度,来调整活套下游机架的轧制速度,直至带钢宽度满足预设宽度条件。从而实现活套的精确控制,该方法能够有效改善连铸连轧生产线粗轧与精轧之间带钢被持续拉窄问题。
附图说明
24.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
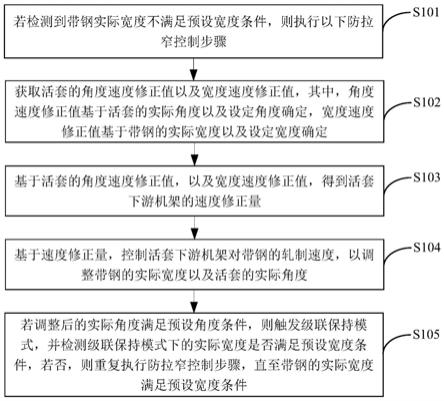
25.图1为本发明实施例提供的活套控制方法的流程图;
26.图2为本发明实施例提供的加入防拉窄功能的活套角度控制原理图;
27.图3为本发明实施例提供的示例性角度闭环控制的结构示意图;
28.图4为本发明实施例提供的活套控制装置的结构示意图。
具体实施方式
29.本技术实施例通过提供一种活套控制方法及装置,基于活套实际角度与实际宽度,调整活套下游机架的轧制速度,实现活套的精确控制,从而有效改善连铸连轧生产线粗轧与精轧之间带钢被持续拉窄问题。
30.需要说明的是,本技术针对的是位于最后一个粗轧与第一个精轧之间的活套,该活套的上游机架为最后一个粗轧,该活套的下游机架为第一个精轧。另外,本技术提到的活套的角度是连铸连轧产线中上游机架与下游机架的金属流量平衡时活套的位置。该位置可以由套量调节,而套量调节是由下游机架的速度修正量实现的。
31.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
32.第一方面,本发明实施例提供的一种活套控制方法,具体来讲,如图1所示,所述方法包括以下步骤s101至步骤s105。
33.步骤s101,若检测到带钢实际宽度不满足预设宽度条件,则执行以下防拉窄控制步骤。
34.作为一种可选地实施例,检测带钢实际宽度是否满足预设宽度条件之前,可以包括:控制活套采用起套转矩起套,其中,起套转矩基于轧制钢种、以及带钢规格确定;在检测到活套起套完成时,检测带钢实际宽度是否满足预设宽度条件。
35.在具体实施例中,控制活套采用起套转矩起套之前,还可以包括:活套控制系统在接收到下游机架发送的咬钢带载信号时,控制活套采用起套转矩起套。其中,该咬钢带载信号表示带钢已进入轧机时的信号。即当带钢头部进入活套下游机架后活套起套过程中,根
据轧制钢种、轧制规格及调试确定的活套设备的转矩补偿量计算活套的起套力矩。举例来说,轧制钢种为合金钢30crmnti,该钢种的轧制规格为1250mm
×
1.8mm,通过对该规格的钢种调试后,确定活套设备的转矩补偿量,计算出活套的起套力矩。
36.具体地,当活套控制系统接收到下游机架的咬钢带载信号时,活套开始起套,在未接触到带钢时,采用起套转矩起套,起套转矩tref如下式:
37.t
ref
=f3(θ)+f4(θ)+f5(θ)+f6(θ)+t
comp
38.其中,tref为转矩设定值、f3(θ)带钢张力转矩、f4(θ)为带钢重力转矩、f5(θ)为活套重力转矩、f6(θ)为带钢弯曲转矩、tcomp为补偿转矩、θ为活套的角度,不同的钢种、规格和角度使用不同的起套转矩。
39.接着,在检测到活套起套完成时,检测带钢实际宽度是否满足预设宽度条件之前,还可以包括:判断活套是否满足以下任一条件;活套角度达到切入角度预设值;活套的起套时间超过时间阈值;活套的液压缸反馈压力达到压力预设值;活套的动作速率小于速率预设值的时间达到时间预设值;活套达到强制切入的角度预设值时的动作速率小于动作速率预设值;若是,则执行检测带钢实际宽度是否满足预设宽度条件的步骤。
40.需要说明的是,这里的活套角度、活套起套时间、活套的液压缸反馈压力以及活套的动作速率小于速率预设值的时间等,都可以用于反映活套是否处于正常运行状态。
41.举例来说,判断活套是否满足以下任一条件,具体可以为:活套角度达到切入角度预设值24deg;活套的起套时间超过时间阈值900ms;活套的液压缸反馈压力达到压力预设值50kn;活套动作速率小于速率预设值3.0deg/s的时间达到时间预设值200ms;活套达到强制切入的角度预设值50deg时的动作速率小于动作速率预设值0.6deg/s。若上述条件任一条件满足,便能进行检测带钢实际宽度是否满足预设宽度条件的步骤,再进一步进行防拉窄控制;若上述条件中五个条件均不满足,则说明活套控制出现异常,连锁不满足或者废钢。
42.作为一种可选地实施例,检测带钢实际宽度是否满足预设宽度条件的过程,可以包括:通过精轧出口仪表检测得到带钢实际宽度,判断该实际宽度是否满足预设宽度条件,例如:该精轧出口仪表可以为测宽仪,当然,除测宽仪以外,也可以为其他能测量轧机出口带钢宽度的设备。另外,该预设宽度条件可以基于实际生产情况进行设置,此处不作限制。
43.接下来,在检测到带钢实际宽度不满足预设宽度条件时,开始进行防拉窄控制,在具体实施例中,防拉窄控制可以包括:
44.步骤s102,获取活套的角度速度修正值以及宽度速度修正值,其中,角度速度修正值基于活套的实际角度以及设定角度确定,宽度速度修正值基于带钢的实际宽度以及设定宽度确定。
45.在具体实施例中,如图2所示,获取活套的角度速度修正值,可以包括:对活套的实际角度与设定角度求差值,得到角度偏差;基于角度偏差与预先设置的角度比例积分算法,得到角度速度修正值。需要说明的是,这里的实际角度可以是通过仪器测量得到的,该设定宽度为预先设置的固定值,用于判断带钢的实际宽度是否满足基准要求。
46.具体地,基于角度偏差与预先设置的角度比例积分算法,得到角度速度修正值,可以包括:将角度偏差、角度调节比例控制增益、角度调节积分控制增益以及角度调节总控制增益带入公式(θ
ref-θ
act
)
×
kg
×
(kp+∑ki),得到角度速度修正值。
47.即通过下述公式得到活套下游机架的角度速度修正值δv:
48.δv=(θ
ref-θ
act
)
×
kg
×
(kp+∑ki)
49.其中,θ
ref
为设定角度,θ
act
为实际角度,kp为角度调节比例控制增益,ki为角度调节积分控制增益,kg为角度调节总控制增益,kp、ki、kg均为经验参数,根据生产线的调试效果来确定。
50.进一步地,如图2所示,获取活套的宽度速度修正值,可以包括:对经精轧出口仪表检测的带钢实际宽度与设定宽度求差值,得到宽度偏差;基于宽度偏差与预先设置的宽度比例积分算法,得到宽度速度修正值。
51.具体地,基于宽度偏差与预先设置的宽度比例积分算法,得到宽度速度修正值,可以包括:将宽度偏差、角度调节比例控制增益、角度调节积分控制增益以及角度调节总控制增益代入公式(w
ref-w
act
)
×
kgw×
(kpw+∑kiw),得到宽度速度修正值。
52.即通过下述公式得到活套下游机架的宽度速度修正量δv:
53.δv=(w
ref-w
act
)
×
kgw×
(kpw+∑kiw)
54.其中,w
ref
为设定角度,w
act
为实际角度,kpw为角度调节比例控制增益,kiw为角度调节积分控制增益,kgw为角度调节总控制增益,kpw、kiw、kgw均为经验参数,根据生产线的调试效果来确定。
55.步骤s103,基于活套的角度速度修正值,以及宽度速度修正值,得到活套下游机架的速度修正量。
56.在角度调节的基础上加入宽度调节部分后,活套下游机架的速度修正量δv为:
57.δv=(w
ref-w
act
)
×
kgw×
(kpw+∑kiw)+(θ
ref-θ
act
)
×
kg
×
(kp+∑ki)
58.其中,w
ref
为设定精轧出口设定宽度,w
act
为精轧出口实际宽度,θ
ref
为设定角度,θ
act
为实际角度,kp为角度调节比例控制增益,ki为角度调节积分控制增益,kg为角度调节总控制增益,kpw、kiw、kgw、kp、ki、kg均为经验参数,根据生产线的调试效果来确定。
59.当然,除了通过上述方法获得活套下游机架的速度修正量外,还可以基于其他方法来得到,例如:通过调取预先建立的修正值数据库,其中,该数据库中包含实际角度与角度速度修正值的对应表,以及实际宽度与宽度速度修正值的对应表,当得到实际角度以及实际宽度后,便能得到活套下游机架的速度修正量,实现对下游机架速度的调整。
60.步骤s104,基于速度修正量,控制活套下游机架对带钢的轧制速度,以调整带钢的实际宽度以及活套的实际角度。
61.在具体实施例中,如图3所示,速度修正量改变时,将改变活套下游机架的对带钢的轧制速度,轧制速度改变,将引起带钢张力变化,从而影响带钢的实际宽度。另外,带钢张力变化,将使得活套液压缸动作,引起活套的实际角度变化。
62.需要说明的是,带钢实际宽度可能过窄也可能过宽,因此,本技术提到的防拉窄控制,需要在检测到实际角度过窄时,控制带钢的实际宽度比未控制前更宽,即通过降低活套下游机架的速度,可以使得带钢的实际宽度越宽,以及得到活套的实际角度越大。因此,这里的改变活套下游机架的对带钢的轧制速度,可以说是降低活套下游机架的轧制速度。
63.而在检测到实际角度过宽时,控制带钢的实际宽度比未控制前更窄,即通过提高活套下游机架的速度,可以使得带钢的实际宽度越窄,以及得到活套的实际角度更小。因此,这里的改变活套下游机架的对带钢的轧制速度,可以说是提高活套下游机架的轧制速
度。
64.步骤s105,若调整后的实际角度满足预设角度条件,则触发级联保持模式,并检测级联保持模式下的实际宽度是否满足预设宽度条件,若否,则重复执行防拉窄控制步骤,直至带钢的实际宽度满足预设宽度条件。其中,级联保持模式为保持活套下游机架的速度修正量不变的工作模式。
65.作为一种可选地实施例,在调整活套的实际角度之后,还可以包括:检测调整后的实际角度与活套的设定角度之间的差值是否在预设角度偏差范围内,判断调整后的实际角度是否满足预设角度条件。
66.若调整后的实际角度满足预设角度条件,则触发级联保持模式,并检测级联保持模式下的实际宽度是否满足预设宽度条件,若否,则重复执行防拉窄控制步骤,直至带钢的实际宽度满足预设宽度条件。若调整后的实际角度不满足预设角度条件,则重复执行防拉窄控制步骤,直至活套的实际角度满足预设角度条件。
67.具体地,若调整后的实际角度与设定角度的差值在预设角度偏差范围内,即满足进行级联保持控制的条件时,系统将控制活套进入级联保持模式,从而保持活套下游机架的速度修正量保持不变。
68.若调整后的实际角度与设定角度的差值不在预设角度偏差范围内,则重复执行防拉窄控制步骤,从而对实际角度进行再一次调整,接着,判断基于第二次调整后的实际角度与设定角度的差值是否在预设角度偏差范围内。重复执行上述步骤,直到多次调整后的实际角度与活套的设定角度之间的差值在预设角度偏差范围内,则执行级联保持模式。
69.进一步地,为确保轧制过程中活套实际角度能够快速达到设定角度,使得实际角度与设定角度的差值能快速满足预设角度条件,系统能快速触发级联保持控制,角度偏差范围的大小可以根据现场轧制状况进行设置,不同的现场轧制状况,设置不同的预设角度偏差范围,以满足不同的需求。
70.举例来说,当活套的设定角度大于实际角度时,角度偏差小于角度偏差预设值,为确保轧制过程中实际角度能够快速达到设定角度,角度偏差预设值取值较小,例如偏差量预设值取0.1;当活套的设定角度小于实际角度时,角度偏差小于角度偏差预设值,偏差预设值取0.1。
71.在具体实施例中,在得到调整后的带钢实际宽度之后,需要检测级联保持模式下的带钢实际宽度与设定宽度的差值是否在预设角度偏差范围内,若在偏差范围内(即满足预设宽度条件),则继续执行级联保持控制,以防止频繁修正造成活套角度不稳定,从而又改变实际宽度。此时从精轧出口出来的带钢的实际宽度已经满足要求。若仍不在偏差范围内,则级联保持模式不启用,继续执行防拉窄控制步骤。再继续判断调整后的带钢的实际宽度是否满足预设宽度条件,直至带钢实际宽度满足预设宽度条件。
72.具体而言,执行级联保持模式的过程,具体可以为:当判断出调整后的带钢实际宽度满足预设宽度条件时,控制活套的速度修正值为当前速度修正值。
73.其中,预设宽度条件可以根据轧制规格来确定,例如:当带钢实际宽度大于1400mm时,预设宽度条件中的宽度偏差最小值为5.0mm,最大值为18mm;当带钢实际宽度小于或等于1400mm时,预设宽度条件中的宽度偏差最小值为4.0mm,最大值为18mm。
74.举例来说,可以基于下述条件来判断调整后的实际宽度是否需要继续执行防拉窄
控制:带钢实际宽度与设定宽度的宽度偏差小于预设宽度条件中宽度偏差的最小值;带钢实际宽度与设定宽度的宽度偏差大于预设宽度条件中宽度偏差的最大值。若上述条件中任一条件满足(即带钢实际宽度过宽或过窄),便进入活套防拉窄控制,若上述条件中的两个条件均不满足,则活套防拉窄控制不启用,执行级联保持模式。
75.进一步地,为了避免在活套的角度达到要求时,而带钢宽度没有满足要求,从而导致带钢持续拉窄,这里的设定角度θ
ref
将根据宽度偏差情况而变化。
76.具体地,在带钢出现拉窄趋势时(即带钢实际宽度较小导致宽度偏差较大时),需要调节设定角度θ
ref
,使设定角度为:在实际角度θ
act
的基础上小幅增加后的角度,这里的增加值可以视具体情况而定;在带钢的拉窄趋势消失后,再逐渐降低到初始的设定角度θ
ref
。例如,在拉窄趋势消失后可以以斜坡的方式逐渐降低到初始的设定角度θ
ref
。这样可以避免活套角度已满足级联保持模式的要求,而带钢宽度仍不满足预设宽度条件的情况。
77.需要说明的是,当活套的角度偏差在预设角度偏差范围内,并且检测得到的带钢实际宽度大于或等于设定宽度时,需关闭宽度速度修正值的输入并控制设定角度恢复到正常值,下游机架的速度修正量δv则基于公式δv=(θ
ref-θ
act
)
×
kg
×
(kp+∑ki)进行计算,结束带钢防拉窄控制。
78.具体地,如图3所示,为本技术实施例提供的示例性防拉窄控制的具体过程:
79.在得到活套下游机架的速度修正值后,将该速度修正值作用于下游机架速度控制器,速度控制器将信息反馈到主电机执行速度给定,使得带钢张力变化,张力变化使得活套液压缸动作。此时,活套液压缸动作将造成活套角度反馈值变化,另一方面,活套力矩的计算可通过活套液压缸动作以及活套的张力设定值得到,从而得到对活套的压力设定值。
80.接着,该活套压力作用于活套压力控制器,活套压力控制器将计算伺服阀设定值,并将所述伺服阀设定值传输到伺服阀,使得活套液压缸动作,进一步压力传感器反馈值将随着液压缸动作发生变化,该压力传感器反馈值的变化将对伺服阀的设定值进行调整。从而使得活套压力控制器、伺服阀、活套液压缸动作以及压力传感器反馈值形成闭环控制。另一方面,伺服阀控制的活套液压缸动作,活套角度反馈值也将随着液压缸动作发生变化,活套角度反馈值的变化引起角度速度修正变化,最终形成防拉窄控制。
81.简单来说,本技术提供的活套控制方法具体流程可以如下:步骤一、起套阶段,在活套控制系统接收到下游机架的咬钢带载信号时,活套采用起套转矩起套,该起套转矩是基于轧制钢种、规格以及调试确定的活套设备的转矩补偿量等计算得到的。步骤二、起套完成后,判断是否进入活套的防拉窄控制,若判断为是,则基于活套的防拉窄控制对活套角度进行连续调节。步骤三、在通过防拉窄控制对活套的角度进行调节后,判断活套实际角度与设定角度的偏差是否在允许的范围内,若判断为是,则开始活套的级联保持模式。步骤四、在活套级联保持模式对活套角度进行调节后,判断精轧出口仪表检测的带钢实际宽度与设定宽度的偏差值是否满足预设宽度条件,若否,则启用活套的防拉窄控制方法,调整活套设定角度、降低活套下游机架的速度修正量。
82.本发明提供的活套控制方法具有如下有益技术效果:
83.1、在控制方法中加入级联保持功能控制功能,通过级联保持功能降低了活套角度频繁波动造成轧机不稳的发生。2、通过防拉窄功能监控精轧机出口带钢宽度、快速调节活套套量来及时修正下游机架速度,可有效提高连铸连轧生产线轧机运行稳定性和带钢产品
合格率。
84.第二方面,基于同一发明构思,本实施例提供了一种活套控制装置,应用于连铸连轧产线的活套控制系统中,如图4所示,所述装置包括:
85.防拉窄控制模块401,用于若检测到带钢实际宽度不满足预设宽度条件,则执行以下防拉窄控制步骤:
86.获取活套的角度速度修正值以及宽度速度修正值,其中,角度速度修正值基于活套的实际角度以及设定角度确定,宽度速度修正值基于带钢的实际宽度以及设定宽度确定;
87.基于活套的角度速度修正值,以及宽度速度修正值,得到活套下游机架的速度修正量;
88.基于速度修正量,控制活套下游机架对带钢的轧制速度,以调整带钢的实际宽度以及活套的实际角度;
89.控制模块402,用于若调整后的实际角度满足预设角度条件,则触发级联保持模式,并检测级联保持模式下的实际宽度是否满足预设宽度条件,若否,则重复执行防拉窄控制步骤,直至带钢的实际宽度满足预设宽度条件。
90.作为一种可选的实施例,所述装置,还包括:
91.循环控制模块,用于若调整后的实际角度不满足预设角度条件,则重复执行防拉窄控制步骤,直至活套的实际角度满足预设角度条件。
92.作为一种可选的实施例,所述装置,还包括:
93.检测模块,用于检测调整后的实际角度与活套的设定角度之间的差值是否在预设角度偏差范围内,判断调整后的实际角度是否满足预设角度条件。
94.作为一种可选的实施例,所述防拉窄控制模块401,还包括:
95.第一计算子模块,用于对活套的实际角度与设定角度求差值,得到角度偏差;
96.第一获取子模块,用于基于角度偏差与预先设置的角度比例积分算法,得到角度速度修正值。
97.作为一种可选的实施例,第一获取子模块,具体用于:将角度偏差、角度调节比例控制增益、角度调节积分控制增益以及角度调节总控制增益带入公式(θ
ref-θ
act
)
×
kg
×
(kp+∑ki),得到所角度速度修正值。
98.作为一种可选的实施例,所述防拉窄控制模块401,还包括:
99.第二计算子模块,用于对经精轧出口仪表检测的带钢实际宽度与设定宽度求差值,得到宽度偏差;
100.第二获取子模块,用于基于宽度偏差与预先设置的宽度比例积分算法,得到宽度速度修正值。
101.作为一种可选的实施例,所述第二获取子模块,具体用于:将宽度偏差、角度调节比例控制增益、角度调节积分控制增益以及角度调节总控制增益代入公式(w
ref-w
act
)
×
kgw×
(kpw+∑kiw),得到宽度速度修正值。
102.作为一种可选的实施例,所述装置,还包括:
103.起套控制模块,用于控制活套采用起套转矩起套,其中,起套转矩基于轧制钢种、以及带钢规格确定;
104.检测模块,用于在检测到活套起套完成时,检测带钢实际宽度是否满足预设宽度条件。
105.作为一种可选的实施例,所述起套控制模块,包括:
106.参数获取子模块,用于基于轧制钢种以及带钢规格,确定带钢张力转矩、带钢重力转矩、活套重力转矩、带钢弯曲转矩以及补偿转矩;
107.起套转矩获取子模块,用于将活套的设定角度、带钢张力转矩、带钢重力转矩、活套重力转矩、带钢弯曲转矩以及补偿转矩带入公式t
ref
=f3(θ)+f4(θ)+f5(θ)+f6(θ)+t
comp
,得到起套转矩。
108.以上各模块可以是由软件代码实现,此时,上述的各模块可存储于控制设备的存储器内。以上各模块同样可以由硬件例如集成电路芯片实现。
109.本发明实施例所提供的一种活套控制装置,应用于连铸连轧产线的活套控制系统中,其实现原理及产生的技术效果和前述方法实施例相同,为简要描述,装置实施例部分未提及之处,可参考前述方法实施例中相应内容。
110.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本发明的其它实施方案。本发明旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本发明的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本发明的真正范围和精神由下面的权利要求指出。
111.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
112.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的模块。
113.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令模块的制造品,该指令模块实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
114.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
115.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优
选实施例以及落入本发明范围的所有变更和修改。
116.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1