一种汽车保险杠铣孔滚压焊接设备的制作方法
1.本发明涉及汽车工装技术技术领域,尤其涉及一种汽车保险杠铣孔滚压焊接设备。
背景技术:
2.汽车前后端装有保险杠,不仅有装饰功能,更重要是吸收和缓和外界冲击力、防护车身保护车身及乘员安全功能的安全装置。随着汽车工业的发展和工程塑料在汽车工业的大量应用,汽车保险杠作为一种重要的安全装置也走向了革新的道路。
3.经检索,中国专利号cn109397376a公开了一种汽车前保险杠自动冲孔焊接装置,包括箱体、送料组件、放料组件、冲孔组件以及焊接组件,所述送料组件、放料组件、冲孔组件以及焊接组件均安装于箱体内,放料组件安装于送料组件上,所述冲孔组件和焊接组件均至少4个并呈扇形布置。
4.针对上述中的相关技术,发明人认为该装置虽然可以在同一加工台上实现汽车保险杠的冲孔以及焊接加工等操作,但是汽车保险杠在上下料的过程中,依旧需要加工台停车操作,严重影响汽车保险杠的加工效率,同时针对汽车保险杠在冲孔以及焊接过程中产生的碎屑残需要额外增加工作人员进行清理,以保证汽车保险杠的整洁性,避免保险杠被碎屑等华盛,严重提高汽车保险杠的加工成本。
5.为此,我们提出来一种实用模板解决上述问题。
技术实现要素:
6.本发明的目的是为了解决现有技术中汽车保险杠加工需要停车进行上下料以及不便于清洁的问题,而提出的一种带动清理功能的自动化流程式汽车保险杠铣孔滚压焊接设备。
7.为了实现上述目的,本发明采用了如下技术方案:一种汽车保险杠铣孔滚压焊接设备,包括支架,所述支架转动连接有多组托辊,相邻所述托辊之间通过皮带轮机构同步传动,其中一组所述托辊远离皮带轮机构的一端同轴固定连接有斜盘,所述托辊转动连接有输送链板,所述输送链板上间歇设有多组支撑台,相邻所述支撑台配合设置实现汽车保险杠的支撑工作,所述支撑台靠近输送链板的一端设有清洁组件,所述斜盘通过推动组件和清洁组件传动连接,当所述推动组件在斜盘的作用下进行滑动,所述推动组件带动支撑台上升的同时带动清洁组件进行抽气动作,所述支架靠近斜盘的一端设有加工台,所述加工台对停车状态下输送链板上的汽车保险杠进行冲孔和焊接工作,当汽车保险杠加工完成后加工设备收回,所述托辊驱动实现汽车保险杠的输送工作,此时所述清洁组件进行排气清洁,避免汽车保险杠上存在废屑残留。
8.可选地,所述皮带轮机构包括皮带和多组皮带轮,所述皮带轮采用凹形轮结构,相邻所述托辊通过皮带和皮带轮进行同步传动。
9.可选地,所述输送链板远离托辊的一端间歇设有缸筒,所述支撑台通过清洁组件
和缸筒滑动连接。
10.可选地,所述支撑台远离缸筒的一端采用弧形结构,相邻支撑台的弧形面配合设置,所述输送链板靠近缸筒位置对称设有夹板,所述夹板设有放置槽,所述放置槽和支撑台配合设置。
11.可选地,所述推动组件包括螺杆和推杆,所述螺杆和夹板滑动连接,所述螺杆远离支撑台的一端通过推杆和斜盘活动连接。
12.可选地,所述夹板设有t形槽,所述螺杆的一端通过限位块和t形槽滑动连接,所述螺杆的另一端通过复位弹簧和夹板活动连接,所述支架设有滑槽,所述推杆和滑槽滑动连接。
13.可选地,所述斜盘设有弧形槽,所述推杆的一端通过第一球形块和弧形槽滑动连接,所述弧形槽的开口直径尺寸小于第一球形块的最大直径尺寸,所述螺杆设有挡板,所述推杆的另一端通过第二球形块和挡板活动连接。
14.可选地,所述清洁组件包括套筒和活塞板,所述套筒和螺杆螺纹连接,所述支撑台通过齿条和活塞板固定连接,所述套筒的外侧设有齿槽,所述齿条和齿槽啮合连接,所述活塞板和缸筒滑动连接,所述缸筒的底部连通设置有多组气嘴,所述气嘴和支撑台间歇设置。
15.可选地,所述支撑台远离缸筒的一端设有磁板,所述缸筒对称设有电性触片,所述活塞板设有电性连接块,所述电性触片的一端和磁板电性连接,所述电性触片的另一端和电性连接块活动连接。
16.可选地,所述加工台靠近输送链板输送面的一侧设有多组冲孔装置,所述加工台远离输送链板输送面的一侧设有多组焊接装置,所述冲孔装置和焊接装置均呈弧形分布。
17.本发明具备以下优点:本发明区别于传动汽车保险杠的固定加工方式,通过对链式输送装置进行改装,实现汽车保险杠移动式的加工,每当汽车保险杠在输送到加工台下方时,通过支撑台的上升定位,实现装置的加工准备工作;在支撑台上升的过程中不仅实现缸筒的抽气动作,更是通过触发磁吸的方式实现对汽车保险杠的磁吸固定,提高汽车保险杠加工过程中的稳定性,在汽车保险杠加工完成后,支撑台的下降同时实现汽车保险杠的吹气清理以及支撑台上磁板的消磁工作,便于汽车保险杠的清洁以及下料工作,达到汽车保险杠自动化的移动加工效果。
附图说明
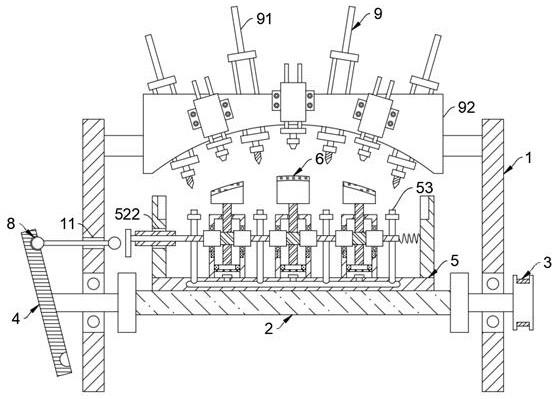
18.图1为本发明提出的一种汽车保险杠铣孔滚压焊接设备的结构示意图;图2为本发明提出的一种汽车保险杠铣孔滚压焊接设备中托辊的结构示意图;图3为本发明提出的一种汽车保险杠铣孔滚压焊接设备中输送链板的结构示意图;图4为本发明提出的一种汽车保险杠铣孔滚压焊接设备中推动组件的结构示意图;图5为本发明提出的一种汽车保险杠铣孔滚压焊接设备中清洁组件的结构示意图。
19.图中:1支架、11滑槽、2托辊、3皮带轮机构、31皮带、32皮带轮、4斜盘、41弧形槽、5
输送链板、51缸筒、511电性触片、52夹板、521放置槽、522t形槽、53气嘴、6支撑台、61齿条、62磁板、7清洁组件、71套筒、711齿槽、72活塞板、721电性连接块、8推动组件、81螺杆、811限位块、812复位弹簧、813挡板、82推杆、821第一球形块、822第二球形块、9加工台、91冲孔装置、92焊接装置。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
21.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
22.参照图1
‑
5,一种汽车保险杠铣孔滚压焊接设备,包括支架1,支架1转动连接有多组托辊2,相邻托辊2之间通过皮带轮机构3同步传动,需要说明的是,其中一组托辊同轴固定连接有电机,实现装置的驱动工作,皮带轮机构3包括皮带31和多组皮带轮32,皮带轮32采用凹形轮结构,相邻托辊2通过皮带31和皮带轮32进行同步传动。
23.如图2、3所示,其中一组托辊2远离皮带轮机构3的一端同轴固定连接有斜盘4,托辊2转动连接有输送链板5,输送链板5上间歇设有多组支撑台6,相邻支撑台6配合设置实现汽车保险杠的支撑工作,需要注意的是,输送链板5远离托辊2的一端间歇设有缸筒51,支撑台6固定连接有齿条61,缸筒51设有开口,齿条61和缸筒51的开口滑动连接,实现支撑台6的上下动作。
24.具体的,支撑台6远离缸筒51的一端采用弧形结构,相邻支撑台6的弧形面配合设置,对汽车保险杠的底面进贴合支撑,输送链板5靠近缸筒51位置对称设有夹板52,夹板52设有放置槽521,放置槽521用于对汽车保险杠两端进行定位,放置槽521和支撑台6配合设置实现汽车保险杠的定位支撑工作。
25.如图4所示,支撑台6靠近输送链板5的一端设有清洁组件7,斜盘4通过推动组件8和清洁组件7传动连接,当推动组件8在斜盘4的作用下进行滑动,推动组件8带动支撑台6上升的同时带动清洁组件7进行抽气动作,需要说明的是,推动组件8包括螺杆81和推杆82,螺杆81和夹板52滑动连接,螺杆81远离支撑台6的一端通过推杆82和斜盘4活动连接。
26.具体的,夹板52设有t形槽522,螺杆81的一端通过限位块811和t形槽522滑动连接,螺杆81的另一端通过复位弹簧812和夹板52活动连接,实现螺杆81的往复滑动,支架1设有滑槽11,推杆82和滑槽11滑动连接,实现推杆82的水平滑动。
27.更具体的,斜盘4设有弧形槽41,推杆82的一端通过第一球形块821和弧形槽41滑动连接,弧形槽41的开口直径尺寸小于第一球形块821的最大直径尺寸,避免斜盘4在转动的过程中推杆82和斜盘4出现脱落的现象发生,螺杆81设有挡板813,挡板813采用矩形结构,推杆82的另一端通过第二球形块822和挡板813活动连接,使得斜盘4在转动的过程中通过第一球形块821带动推杆82进行往复滑动,当推杆82收缩时通过第二球形块822带动挡板进1行移动,挡板813带动螺杆81和夹板52进行滑动,继而通过清洁组件7带动支撑台6进行上下动作。
28.如图5所示,清洁组件7包括套筒71和活塞板72,套筒71通过轴承和缸筒51转动连接,套筒71的内侧采用螺纹孔结构和螺杆81进行螺纹连接,支撑台6通过齿条61和活塞板72固定连接,套筒71的外侧设有齿槽711,齿条61和齿槽711啮合连接,活塞板72和缸筒51滑动连接,缸筒51的底部连通设置有多组气嘴53,气嘴53和支撑台6间歇设置,使得清洁组件7在推动组件8的作用下能够进行上下动作,进而实现活塞板72的抽排气动作,再通过气嘴53对冲孔以及焊接加工的位置进行吹气清洁工作,避免碎屑残留等对汽车保险杠造成影响。
29.值得一提的是,支撑台6远离缸筒51的一端设有磁板62,缸筒51对称设有电性触片511,活塞板72设有电性连接块721,电性触片511的一端和磁板62电性连接,电性触片511的另一端和电性连接块721活动连接,需要说明的是,磁板62和电源进行连接,当支撑台6带动汽车保险杠到达合适位置时,活塞板72上的电性连接块721和电性触片511接触,连接磁板62和电源之间的电路,实现磁板62对汽车保险杠的磁吸固定工作,避免汽车保险杠在后续加工中出现偏移的现象发生,提高汽车保险杠的加工质量。
30.如图1所示,支架1靠近斜盘4的一端设有加工台9,加工台9对停车状态下输送链板5上的汽车保险杠进行冲孔和焊接工作,当汽车保险杠加工完成后加工设备收回,托辊2驱动实现汽车保险杠的输送工作,此时清洁组件7进行排气清洁,避免汽车保险杠上存在废屑残留,需要注意的是,加工台9靠近输送链板5输送面的一侧设有多组冲孔装置91,加工台9远离输送链板5输送面的一侧设有多组焊接装置92,冲孔装置91和焊接装置92均呈弧形分布,当汽车保险杠在支撑台6的带动下运动到合适位置时,设备停车,输送链板5停止运动,此时通过冲孔装置91以及焊接装置92对汽车保险杠开始进行冲孔以及焊接等加工工作,当汽车保险杠加工完成后冲孔装置91以及焊接装置92收回,托辊2驱动带动输送链板5运动实现汽车保险杠的输送工作,紧接着下一组汽车保险杠进入加工工作。
31.现对本发明的操作原理做如下描述:装置使用时,在支架1的两端设置上料人员以及下料人员,上料人员将待加工的汽车保险杠通过支撑台6放置在输送链板5上,汽车保险杠通过夹板52的放置槽521定位放置在支撑台6的弧形面上,此时输送链板5在托辊2的带动下进行转动,实现运转,当带有汽车保险杠的输送链板5移动到加工台9位置时,托辊2同轴固定连接的斜盘4通过推杆82带动螺杆81进行移动,具体的传动过程:斜盘4在转动的过程中弧形槽41通过第一球形块821带动推杆82进行滑动收回,当推杆82收缩时通过第二球形块822带动挡板813进行移动,挡板813带动螺杆81和夹板52进行滑动。螺杆81水平移动带动螺纹连接的套筒71和缸筒51进行转动,套筒71通过齿槽711带动齿条61进行上升,进而带动支撑台6进行上升,此时,齿条61底部固定连接的活塞板72和缸筒51进行滑动抽气动作,当支撑台6上升到一定位置时,活塞板72上的电性连接块721和电性触片511接触,连接磁板62和电源之间的电路,实现磁板62对汽车保险杠的磁吸固定工作,避免汽车保险杠在后续加工中出现偏移的现象发生。
32.当汽车保险杠到达规定位置时,设备停车,输送链板5停止运动,此时通过冲孔装置91以及焊接装置92对汽车保险杠开始进行冲孔以及焊接等加工工作,当汽车保险杠加工完成后冲孔装置91以及焊接装置92收回,托辊2驱动带动输送链板5运动实现汽车保险杠的输送工作,斜盘4在托辊2的带动下同步进行转动,在此过程中,支撑台6固定连接的齿条61在推动组件8的作用下进行下移,活塞板72上的电性连接块721和电性触片511脱开,磁板62失电,便于后续下料工作,活塞板72在下滑的同时压缩缸筒51内部的空间通过气嘴53进行
排气,对冲孔以及焊接加工的位置进行吹气清洁工作,避免碎屑残留等对汽车保险杠造成影响,完成清洁工作的汽车保险杠在直接的尾端进行下料工作,紧接着下一组汽车保险杠进入加工步骤,实现汽车保险杠的自动化持续加工工作。
33.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。在本发明中,除非另有明确的规定和限定,术语“罩盖”、“嵌装”、“连接”、“固定”、“分布”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1