一种载带上片料产品的折边治具的制作方法
1.本实用新型涉及3c料片折边治具,特别涉及一种载带上片料产品的折边治具。
背景技术:
2.3c产品大量应用在生活生产的各个方面,3c产品涉及大量薄片、异形折弯轮廓的3c零件,而3c零件的生产,目前采用人工逐个折弯,尤其对于两侧边均需要折弯的产品,每折弯一次,就需要定一次基准摆料,双边折弯,需要二次定基准以及二次折弯,缺陷在于:其一,人工折弯,二次定基准以及折弯,速度慢,生产效率低;其二,人工折弯,需要沿预设计的折弯基线折弯,依赖工人经验水平,位置摆放精度较低,尤其二次定基准容易产生偏差,折弯后产品精度低,而且二次折弯容易对产品产生二次损伤,划伤产品,良品率低。
技术实现要素:
3.为了解决上述问题的一个或多个,本实用新型提供了一种载带上片料产品的折边治具。
4.根据本实用新型的一个方面,该一种载带上片料产品的折边治具包括基面板、上盖板、主治具板以及两个侧治具板;
5.基面板上表面为基准平面,基面板上表面螺纹纵向可调连接两个侧治具板,两个侧治具板关于基面板的横向中心线对称,两个侧治具板的内侧面分别设有相互对称的外仿形曲面;
6.上盖板前后两端分别螺纹连接在两个侧治具板上,上盖板下表面螺纹连接主治具板;
7.主治具板位于两个侧治具板内,主治具板的前侧面、后侧面对称设有内仿形曲面,内仿形曲面和外仿形曲面的轮廓相配合且平行设置,每个内仿形曲面和对应外仿形曲面包围的空间为折边腔,主治具板和基面板的间隙为主通道,两个折边腔和主通道相互连通为成型腔,片料产品从左至右通过成型腔,片料产品的中间通过主通道,片料产品的两侧通过折边腔且被折弯为仿形轮廓面,从而形成折弯产品。
8.该一种载带上片料产品的折边治具实现了料片自动定中心,双侧边同时折弯的效果,其有益效果是:其一,自动化折弯,一次完成双边的折弯,一次定中心,而且料片放置在载带上,载带从左至右连续匀速通过折边治具,能够实现片料的连续化折弯,速度快,生产效率高,适用大规模连续化生产;其二,该折边治具双边同时折弯,无需二次定基准,避免了两个基准偏差问题,而且折边治具一旦加工好,位置基准就恒定,料片均布在载带中,只需一次确定载带和折边治具的位置对应基准,即可实现一个载带上所有料片的基准定位,避免了人为因素,位置摆放精度大大提高,该设置大大提高了生产效率,而且提高了产品的精度,尤其避免了二次损伤,良品率高;其三,采用主治具板的内仿形曲面,侧治具板的外仿形曲面,均能够采用机器精加工完成,相比较人工折弯只能实现简单的侧边折弯,该治具能够方便获得良好的仿形轮廓折弯,而且通过更换不同轮廓的主治具板、侧治具板,能够加工各
种类型的折边产品;其四,该治具折弯为从左至右逐渐折弯过程,出口处直截面轮廓为折边产品的最终轮廓,折弯应力小,能够有效保护料片,良品率高。
9.在一些实施方式中,内仿形曲面为扭曲面,后侧的扭曲面和前侧的扭曲面为对称面,每个外仿形曲面和对应的扭曲面相同;
10.成型腔的左端直截面呈喇叭口且右端直截面呈燕尾槽口;
11.扭曲面的左直导线为从下端中间向上端外侧倾斜的直线段,前侧的左直导线的斜角小于90℃,后侧的左直导线的斜角大于90℃,扭曲面的右直导线为从下端外侧向上端中间倾斜的直线段,前侧的右直导线的斜角大于 90℃,后侧的左直导线的斜角小于90℃,扭曲面的导平面为水平面,扭曲面的母线为左直导线、右直导线和每个导平面平行面的两交点的连线。
12.在一些实施方式中,主治具板为聚氨酯材质或尼龙材质制作。
13.在一些实施方式中,外仿形曲面前端还设有导向圆弧面。
14.在一些实施方式中,折边腔的垂直高度等于片料产品的厚度,片料产品的两侧上表面贴合外仿形曲面,片料产品的两侧下表面贴合内仿形曲面。
15.在一些实施方式中,两个侧治具板的内侧面下端还设有下垂面,每个下垂面上端和内仿形曲面下端相交;
16.主通道的高度和片料产品的厚度为间隙配合。
17.在一些实施方式中,两个侧治具板上表面还设有若干个第一纵向长圆通孔,螺纹件穿过第一纵向长圆通孔旋入基面板的螺纹孔。
18.在一些实施方式中,上盖板上表面前端和后端分别形成有矩形状的上凹槽且四角形成角板,角板设有一个第一通孔,螺纹件穿过第一通孔、第一纵向长圆通孔旋入基面板的螺纹孔,上凹槽内的螺纹件穿过第一纵向长圆通孔且旋入基面板的螺纹孔。
19.在一些实施方式中,基面板前侧面、后侧面中间还分别设有矩形耳块,矩形耳块的螺纹孔通过螺纹件连接机架。
20.在一些实施方式中,若干个片料产品等间距均布在载带上,片料产品的下表面热塑胶粘固定在载带上,载带被拉动,载带连续从左至右通过成型腔,若干个片料产品连续被自动折边成型;
21.片料产品上表面还贴合有连续的上保护膜。
附图说明
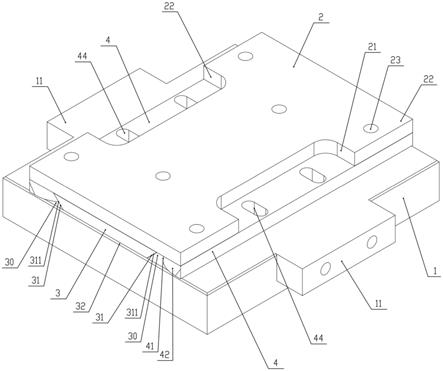
22.图1为本实用新型一实施方式的一种载带上片料产品的折边治具的三维示意图;
23.图2为图1所示一种载带上片料产品的折边治具的剖视示意图(一);
24.图3为图1所示一种载带上片料产品的折边治具的剖视示意图(二);
25.图4为图1所示主治具板的三维示意图;
26.图5为图1所示侧治具板的三维示意图;
27.基面板1,矩形耳块11;
28.上盖板2,上凹槽21,角板22,第一通孔23;主治具板3,
29.折边腔30,内仿形曲面31,左直导线311,右直导线312,主通道32;
30.侧治具板4,外仿形曲面41,导向圆弧面42,下垂面43,第一纵向长圆通孔44。
具体实施方式
31.下面结合附图对本实用新型作进一步详细的说明。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
32.图1至图5示意性地显示了根据本实用新型的一种实施方式的一种载带上片料产品的折边治具。如图所示,该装置包括基面板1、上盖板2、主治具板3以及两个侧治具板4;
33.基面板1上表面为基准平面,基面板1上表面螺纹纵向可调连接两个侧治具板4,两个侧治具板4关于基面板1的横向中心线对称,两个侧治具板4的内侧面分别设有相互对称的外仿形曲面41;
34.上盖板2前后两端分别螺纹连接在两个侧治具板4上,上盖板2下表面螺纹连接主治具板3;
35.主治具板3位于两个侧治具板4内,主治具板3的前侧面、后侧面对称设有内仿形曲面31,内仿形曲面31和外仿形曲面41的轮廓相配合且平行设置,每个内仿形曲面31和对应外仿形曲面41包围的空间为折边腔30,主治具板3和基面板1的间隙为主通道32,两个折边腔30和主通道32相互连通为成型腔,片料产品从左至右通过成型腔,片料产品的中间通过主通道32,片料产品的两侧通过折边腔30且被折弯为仿形轮廓面,从而形成折弯产品。
36.该一种载带上片料产品的折边治具实现了料片自动定中心,双侧边同时折弯的效果,其有益效果是:其一,自动化折弯,一次完成双边的折弯,一次定中心,而且料片放置在载带上,载带从左至右连续匀速通过折边治具,能够实现片料的连续化折弯,速度快,生产效率高,适用大规模连续化生产;其二,该折边治具双边同时折弯,无需二次定基准,避免了两个基准偏差问题,而且折边治具一旦加工好,位置基准就恒定,料片均布在载带中,只需一次确定载带和折边治具的位置对应基准,即可实现一个载带上所有料片的基准定位,避免了人为因素,位置摆放精度大大提高,该设置大大提高了生产效率,而且提高了产品的精度,尤其避免了二次损伤,良品率高;其三,采用主治具板3的内仿形曲面31,侧治具板4的外仿形曲面41,均能够采用机器精加工完成,相比较人工折弯只能实现简单的侧边折弯,该治具能够方便获得良好的仿形轮廓折弯,而且通过更换不同轮廓的主治具板3、侧治具板4,能够加工各种类型的折边产品;其四,该治具折弯为从左至右逐渐折弯过程,出口处直截面轮廓为折边产品的最终轮廓,折弯应力小,能够有效保护料片,良品率高。
37.优选的,内仿形曲面31为扭曲面,后侧的扭曲面和前侧的扭曲面为对称面,每个外仿形曲面41和对应的扭曲面相同;
38.成型腔的左端直截面呈喇叭口且右端直截面呈燕尾槽口;其有益效果是:左端入口处采用喇叭口,方便片状材料进入,出口处采用燕尾槽口,末端截面为产品的最终折弯形状,产品得到柔和渐变折弯,避免产品损伤。
39.扭曲面的左直导线311为从下端中间向上端外侧倾斜的直线段,前侧的左直导线311的斜角小于90℃,后侧的左直导线311的斜角大于90℃,扭曲面的右直导线312为从下端外侧向上端中间倾斜的直线段,前侧的右直导线312的斜角大于90℃,后侧的左直导线311的斜角小于90℃,扭曲面的导平面为水平面,扭曲面的母线为左直导线311、右直导线312和每个导平面平行面的两交点的连线。其有益效果是:该结构折弯过程中应力小。
40.优选的,主治具板3为聚氨酯材质或尼龙材质制作。其有益效果是:该材质的主治
具板3能够保护料片。
41.优选的,外仿形曲面41前端还设有导向圆弧面42。其有益效果是:导向圆弧面42方便载带的进入,能够有效对中心定基准。
42.优选的,折边腔30的垂直高度等于片料产品的厚度,片料产品的两侧上表面贴合外仿形曲面41,片料产品的两侧下表面贴合内仿形曲面31。其有益效果是:该结构既能保证折弯的有效性,又能保证载带移动的稳定性,无左右以及上下偏移。
43.优选的,两个侧治具板4的内侧面下端还设有下垂面43,每个下垂面 43上端和内仿形曲面31下端相交;其有益效果是:下垂面43限制载带的左右偏移,保证载带移动的直线度。
44.主通道32的高度和片料产品的厚度为间隙配合。
45.优选的,两个侧治具板4上表面还设有若干个第一纵向长圆通孔44,螺纹件穿过第一纵向长圆通孔44旋入基面板1的螺纹孔。其有益效果是:第一纵向长圆通孔44,方便调整,获得最佳的安装,同时能够获得较大范围的产品厚度的折弯。
46.优选的,上盖板2上表面前端和后端分别形成有矩形状的上凹槽21且四角形成角板22,角板22设有一个第一通孔23,螺纹件穿过第一通孔23、第一纵向长圆通孔44旋入基面板1的螺纹孔,上凹槽21内的螺纹件穿过第一纵向长圆通孔44且旋入基面板1的螺纹孔。其有益效果是:该结构能够实现简化治具结构,整体尺寸小,同时安装方便。
47.优选的,基面板1前侧面、后侧面中间还分别设有矩形耳块11,矩形耳块11的螺纹孔通过螺纹件连接机架。其有益效果是:矩形耳块11方便连接,结构简单。
48.优选的,若干个片料产品等间距均布在载带上,片料产品的下表面热塑胶粘固定在载带上,载带被拉动,载带连续从左至右通过成型腔,若干个片料产品连续被自动折边成型;其有益效果是:载带能够实现连续化生产,一次定中心,实现所有载带上料片的定基准;
49.片料产品上表面还贴合有连续的上保护膜。其有益效果是:上保护膜能够保护料片避免被摩擦,产生二次损伤。
50.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1