保温杯切割装置及保温杯加工生产线的制作方法
1.本实用新型涉及保温杯生产加工领域,具体涉及一种保温杯切割装置。
背景技术:
2.目前不锈钢保温杯在生产过程中都需要将杯体与杯底进行焊接后抽真空处理,然而杯体与杯底焊接结合,焊接位置平整度及光洁度要求都比较高,否则焊接后影响焊接质量,抽真空后会出现隐形漏气问题,保温杯使用不了多长时间便会出现不保温现象,尤其是在不合格保温杯返修时对杯底进行切割和平口要求更为严格。现有的保温杯激光切割设备中的激光切割头一般只设置一个,切割效率低;也有厂商采用双切割头激光切割的方式来进行切割,同时做平口和平底工作,但是实际也只能同时加工一个杯子,效率慢。
技术实现要素:
3.为解决上述技术问题中的至少之一,本实用新型提供一种保温杯切割装置。
4.本实用新型的目的通过以下技术方案实现:
5.提供一种保温杯切割装置,包括机架,并排设置在所述机架上的两个或以上定位组件,以及与所述定位组件一一对应设置的激光切割组件,所述激光切割组件可对定位组件上的保温杯进行切割加工。
6.作为进一步的改进,所述定位组件为两个,两个所述激光切割组件对称设置在两个所述定位组件相互远离的两侧。
7.作为进一步的改进,所述定位组件包括杯身定位拉紧组件和中间旋转台组件,所述杯身定位拉紧组件包括拉紧气缸,所述拉紧气缸的输出部上固定设置有拉紧板,所述拉紧板上固定设置有与所述定位组件数量相等的旋转轴承,拉紧杆通过连接轴固定设置于所述旋转轴承内圈上,并可相对所述旋转轴承外圈旋转;所述中间旋转台组件包括电机以及与所述电机的输出轴通过同步带传动连接的同步轮,主轴安装台固定设置在所述机架上,主轴通过所述主轴安装台固定设置在所述同步轮上,并可与所述主轴安装台相对旋转,所述主轴中心具有供所述拉紧杆通过的通孔,且所述主轴的上部凸出所述主轴安装台的上端面并形成所述保温杯的定位部。
8.作为进一步的改进,所述激光切割组件包括固定设置于所述机架上的激光头安装架,所述激光头安装架上竖直固定设置有第一模组,第二模组可滑动的设置于所述第一模组上,且所述第二模组的长度方向与所述第一模组的长度方向垂直,激光头沿所述第二模组的长度方向可滑动的设置于所述第二模组上。
9.作为进一步的改进,还包括下压组件,所述下压组件通过第一安装板固定连接于所述机架上,第一动力缸竖直穿设于所述第一安装板,且所述第一动力缸的输出端固定连接有压杯板,所述压杯板可在所述第一动力缸的作用下给所述定位组件上的保温杯提供压力。
10.作为进一步的改进,还包括第二安装板,所述第一动力缸的输出端固定连接于所
述第二安装板,第二动力缸竖直穿设于所述第二安装板,且所述第二动力缸的输出端固定连接于所述压杯板。
11.作为进一步的改进,所述第一动力缸为电缸,所述第二动力缸为气缸。
12.作为进一步的改进,还包括第一导向套及第一导向轴,所述第一导向套固定设置于所述第一安装板,所述第一导向轴竖直穿设于所述第一导向套并与所述第二安装板固定连接,和/或,还包括第二导向套及第二导向轴,所述第二导向套固定设置于所述第二安装板,所述第二导向轴竖直穿设于所述第二导向套并与所述压杯板固定连接。
13.优选的,第一导向套、第一导向轴的数量为三个;第二导向套、第二导向轴的数量为两个。
14.作为进一步的改进,还包括残渣处理组件,所述残渣处理组件包括抽渣铜管,所述抽渣铜管穿设于所述第二安装板及所述压杯板,并与所述定位组件一一对应设置;所述残渣处理组件还包括抽气组件及残渣过滤组件,所述抽气组件包括抽气三通阀和抽气气缸,所述抽气气缸可通过抽气端口压板打开或关闭抽气三通阀的第一端口,所述抽渣铜管的上部通过管道与所述抽气三通阀的第二端口连通,所述残渣过滤组件包括抽气风机和残渣过滤箱,所述抽气风机、所述残渣过滤箱、所述抽气三通阀的第三端口通过管道依次连通。
15.作为进一步的改进,还包括用于冷却所述激光切割组件的冷却装置。
16.本实用新型提供的保温杯切割装置,激光切割组件与保温杯一一对应设置,可实现多工件同时加工,使整个工作过程等待时间短,提高了生产效率,有利于流水线的自动化生产。
17.本实用新型还提供一种保温杯加工生产线,所述生产线的其中一个工位包括两个夹杯机器人,还包括上述任一项所述的保温杯切割装置,所述两个夹杯机器人设置在所述保温杯切割装置同一侧的相对两边,以对所述保温杯切割装置上的保温杯进行取放。
18.两个夹杯机器人摆放在保温杯切割装置同一侧的相对两边,不存在运行过程中多个机器人相互干涉的情况,生产线整体结构紧凑,有利于自动化流水线使用机器人生产
附图说明
19.利用附图对本实用新型作进一步说明,但附图中的实施例不构成对本实用新型的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
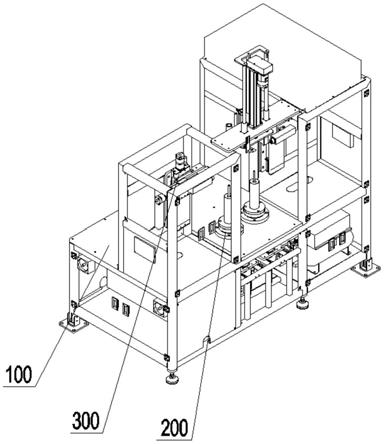
20.图1是保温杯切割装置的整体结构示意图。
21.图2是省略掉机架后的保温杯切割装置的结构示意图。
22.图3是杯身定位拉紧组件的结构示意图。
23.图4是中间旋转台组件的结构示意图。
24.图5是中间旋转台组件的剖视图。
25.图6是激光切割组件的结构示意图。
26.图7是下压组件的结构示意图。
27.图8是抽气组件的结构示意图。
28.图9是残渣过滤组件的结构示意图。
29.图10是张紧套的结构示意图。
30.图标:100
‑
机架;200
‑
定位组件;210
‑
杯身定位拉紧组件;211
‑
拉紧气缸;212
‑
拉紧板;213
‑
旋转轴承;214
‑
拉紧杆;215
‑
连接轴;216
‑
张紧套;220
‑
中间旋转台组件;221
‑
电机;222
‑
同步轮;223
‑
主轴安装台;2231
‑
第一连接部;2232
‑
第二连接部;224
‑
主轴;2241
‑
定位部;2242
‑
主轴连接部;225
‑
中间过渡件;300
‑
激光切割组件;310
‑
激光头安装架;320
‑
第一模组;330
‑
第二模组;340
‑
激光头;400
‑
下压组件;410
‑
第一安装板;420
‑
第一动力缸;430
‑
压杯板;440
‑
第二安装板;450
‑
第二动力缸;460
‑
第一导向套;470
‑
第一导向轴;480
‑
第二导向套;490
‑
第二导向轴;500
‑
残渣处理组件;510
‑
抽渣铜管;520
‑
抽气组件;521
‑
抽气三通阀;522
‑
抽气气缸;523
‑
抽气端口压板;530
‑
残渣过滤组件;531
‑
抽气风机;532
‑
残渣过滤箱。
具体实施方式
31.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合附图和具体实施例对本实用新型作进一步详细的描述,需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
32.实施例一
33.结合图1至图2所示,本实用新型实施例提供一种保温杯切割装置,包括机架100、并排设置在机架100上的两个或以上定位组件200,以及与定位组件200一一对应设置的激光切割组件300,激光切割组件300可对定位组件200上的保温杯进行切割加工。
34.在同一个机架100上设置多个定位组件200和多个激光切割组件300,可以同时对多个保温杯胚体进行加工,提高了工作效率。
35.作为优选的实施例,定位组件200和激光切割组件300各设置为两个,两个激光切割组件300对称设置在两个定位组件200相互远离的两侧,如此设置可使设备整体结构紧凑,且在加工过程中不会产生干涉,有利于自动化流水线使用机器人生产。
36.如图3至图5所示,作为进一步的改进,所述定位组件200包括杯身定位拉紧组件210和中间旋转台组件220,杯身定位拉紧组件210包括拉紧气缸211,拉紧气缸211的输出部上固定设置有拉紧板212,拉紧板212可在拉紧气缸211作用下实现上下升降;拉紧板212上固定设置有与定位组件200数量相等的旋转轴承213,拉紧杆214通过连接轴215固定设置于旋转轴承213内圈上,并可相对旋转轴承213外圈旋转;中间旋转台组件220包括电机221以及与电机221的输出轴通过同步带传动连接的同步轮222,主轴安装台223固定设置在机架100上,主轴224通过主轴安装台223固定设置在同步轮222上,并可与主轴安装台223相对旋转,主轴224中心具有供拉紧杆214通过的通孔,主轴224上部凸出主轴安装台223的上端面并形成保温杯的定位部。
37.具体的,主轴安装台223为圆柱t形结构,包括第一连接部2231及第二连接部2232,第一连接部2231通过螺栓固定连接在机架100上;主轴224包括定位部2241及主轴连接部2242,主轴连接部2242与同步轮222固定连接,定位部2241为圆柱形结构且凸出第一连接部2231的上端面设置,定位部2241与第一连接部2231之间,设置有中间过渡件225,中间过渡件225通过螺栓固定连接在第一连接部2231的上端面。
38.如图6所示,作为进一步的改进,所述激光切割组件300包括固定设置于机架100上的激光头安装架310,激光头安装架310上竖直固定设置有第一模组320,第二模组330可滑
动的设置于第一模组320上,且第二模组330的长度方向与第一模组320的长度方向垂直,激光头340沿第二模组330的长度方向可滑动的设置于第二模组330上。
39.如图7所示,作为进一步的改进,还包括下压组件400,下压组件400包括第一安装板410,第一安装板410通过螺栓与机架100固定连接,第一动力缸420竖直穿设于第一安装板410,且第一动力缸420的输出端固定连接有第二安装板440,还包括第二动力缸450,第二动力缸450竖直穿设于第二安装板440,且第二动力缸450的输出端固定连接于压杯板430,压杯板430可在第二动力缸450的作用下给定位组件200上的保温杯提供压力。
40.作为进一步的改进,还包括第一导向套460及第一导向轴470,第一导向套460固定设置于第一安装板410,第一导向轴470竖直穿设于第一导向套460并与第二安装板440固定连接;进一步的,还包括第二导向套480及第二导向轴490,第二导向套480固定设置于第二安装板440,第二导向轴490竖直穿设于第二导向套480并与压杯板430固定连接。
41.优选的,第一动力缸420为电缸,第二动力缸450为气缸。
42.如图8至图9所示,作为进一步的改进,还包括残渣处理组件500,残渣处理组件500包括抽渣铜管510,抽渣铜管510穿设于第二安装板440及压杯板430,并与定位组件200一一对应设置;残渣处理组件500还包括抽气组件520及残渣过滤组件530,抽气组件520包括抽气三通阀521和抽气气缸522,抽气气缸522可通过抽气端口压板523打开或关闭抽气三通阀521的第一端口,抽渣铜管510的上部通过管道与抽气三通阀521的第二端口连通,残渣过滤组件530包括抽气风机531和残渣过滤箱532,抽气风机531、残渣过滤箱532、抽气三通阀521的第三端口通过管道依次连通。
43.工作时,第一动力缸420启动(此时第二动力缸450处于伸出状态),带动压杯板430及抽渣铜管510下压,到位后第二动力缸450带着压杯板430回缩(抽渣铜管510不回缩),杯身定位拉紧组件210的拉紧气缸211回缩,带动拉紧杆214上的张紧套216将保温杯杯身锁紧,如图10所示,张紧套216采用现有技术中的多瓣式分离结构,在拉紧杆214向下拉紧的时候,张紧套216可进入保温杯内腔中将其张紧,从而完成保温杯的定位,在此不做赘述;抽气组件520启动,抽气气缸522输出轴伸出,带动抽气端口压板523堵住抽气三通阀521的侧面出气口(抽气风机531一直处于抽气状态);抽渣铜管510的上端通过管道与抽气三通阀521的第二端口连通;抽气风机531、残渣过滤箱532通过管道与抽气三通阀521的第三端口连通。激光切割组件300启动,将激光头340贴近杯身,激光启动准备加工;然后电机221启动,带动主轴224旋转,从而带动保温杯旋转,将保温杯切割完成;然后激光头340回缩,下压组件400回缩,主轴224停止旋转。
44.实施例二
45.本实施例提供一种保温杯加工生产线,生产线的其中一个工位包括两个夹杯机器人(图中未示出),还包括上面实施例所提到的保温杯切割装置,两个夹杯机器人设置在所述保温杯切割装置同一侧的相对两边,以对保温杯切割装置上的保温杯进行取放。
46.两个夹杯机器人摆放在保温杯切割装置同一侧的相对两边,不存在运行过程中多个机器人相互干涉的情况,结构紧凑,有利于自动化流水线使用机器人生产。
47.上面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,不能理解为对本实用新型保护范围的限制。
48.总之,本实用新型虽然列举了上述优选实施方式,但是应该说明,虽然本领域的技术人员可以进行各种变化和改型,除非这样的变化和改型偏离了本实用新型的范围,否则都应该包括在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1