回转窑筒体与滚圈的焊接专用工装的制作方法
1.本实用新型涉及焊接工装领域,尤其涉及一种回转窑滚圈与筒体焊接专用工装。
背景技术:
2.回转窑筒体外圈需要焊接2~3个滚圈,筒体总长有20~30米,筒体通过滚圈支承在托轮上。现有技术在筒体上焊接滚圈时,采用在滚圈与筒体之间放置垫板再焊接,焊接过程中滚圈易变形,滚圈与筒体的同心度得不到保证,造成筒体与两端的密封罩难以密封。焊接好的滚圈还需要进行车削外圆,否则滚圈与托轮不完全接触,滚圈与托轮都易磨损,由于筒体较长,很难加工,需要选择大型车床,设计专用夹具,较短筒体上焊接两个滚圈的加工费要六万元以上,较长筒体上要焊接三个滚圈,三个滚圈的加工费要十万元以上,加工费用很高,生产周期长。因此,提供一种确保滚圈与筒体焊接后同心的焊接专用工装尤为重要。
技术实现要素:
3.本实用新型的目是解决上述技术问题,提供一种回转窑筒体与滚圈的焊接专用工装为了实现上述技术目的,达到上述的技术要求,本实用新型所采用的技术方案是:回转窑筒体与滚圈的焊接专用工装,包括螺栓座、支撑架,其特征在于:所述支撑架上部左右对称设置有紧固滚圈的定位座,所述定位座上沿筒体轴线方向设置有定位螺钉,所述支撑架顶面中心部位设置有定位块,所述支撑架左右两端卡设有调节螺栓,所述调节螺栓底部通过螺纹连接有螺栓座,并与螺栓座焊接,所述调节螺栓中部通过螺纹连接有保护套,所述支撑架通过上面第一螺母和下面的第二螺母紧固在调节螺栓上。
4.优选的:所述筒体的外圈轴线方向间隔焊接有两个螺栓座。
5.优选的:两个定位座之间的距离大于滚圈的轴向尺寸20~30mm.
6.优选的:所述定位块上设置有滚圈。
7.优选的:所述支撑架左右两端设置有便于安装调节螺栓的开口槽。
8.与传统结构相比,本实用新型的有益效果:
9.1.支撑架上对称设置有滚圈定位座,方便通过定位螺钉对滚圈中心线的调节;
10.2.支撑架安装在调节螺栓上,上下位置可调,方便调节滚圈与筒体的相对位置,达到调节滚圈中心线的目的;
11.3.支撑架两端设置有便于安装调节螺栓的开口槽,安装拆卸方便。
12.4.调节螺栓上螺纹连接有保护套,避免紧固过程中损坏调节螺栓上螺纹,提高了调节螺栓的使用寿命。
13.5.本实用新型结构合理,使用方便,全方位调节滚圈与筒体的同心度,焊接好的滚圈不需要进行加工,大幅度降低了生产成本,提高了生产效率,具有良好的经济效益。
附图说明
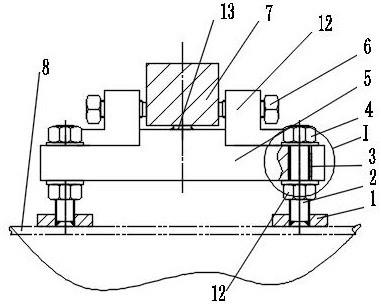
14.图1为本实用新型主视图示意图;
15.图2为本实用新型俯视图示意图;
16.图3为本实用新型左视图示意图;
17.图4为图1中i处放大图;
18.在图中:1、螺栓座,2、调节螺栓,3、保护套,4、第一螺母,5、支撑架,6、定位螺钉,7、滚圈,8、筒体,9、弹簧板,10、垫板,11、第二螺母,12、定位座,13、定位块。
具体实施方式
19.下面对本实用新型作进一步说明。
20.参照附图,回转窑筒体与滚圈的焊接专用工装,包括螺栓座1、支撑架5,其特征在于:所述支撑架5上部左右对称设置有紧固滚圈7的定位座12,所述定位座12上沿筒体轴线方向设置有定位螺钉6,所述支撑架5顶面中心部位设置有定位块13,所述支撑架5左右两端卡设有调节螺栓2,所述调节螺栓2底部通过螺纹连接有螺栓座1,并与螺栓座1焊接,所述调节螺栓2中部通过螺纹连接有保护套3,所述支撑架5通过上面第一螺母4和下面的第二螺母11紧固在调节螺栓2上。
21.本优选实施例中,所述筒体8的外圈轴线方向间隔焊接有两个螺栓座1。
22.本优选实施例中,两个定位座12之间的距离大于滚圈7的轴向尺寸20~30mm.
23.本优选实施例中,所述定位块13上设置有滚圈7。
24.本优选实施例中,所述支撑架5左右两端设置有便于安装调节螺栓2的开口槽。
25.具体实施时,将多个焊接专用工装的螺栓座均匀点焊在筒体外圆上,松开调节螺栓上的第一螺母、第三螺母,松开定位座上定位螺钉,再将滚圈放到定位块上,通过调节各个焊接专用工装上支撑架上的第一螺母、第三螺母,调节滚圈至与筒体的相对位置,通过调节各个焊接专用工装定位座上定位螺钉调节滚圈径向垂直于筒体,反复综合调节后,使用检测仪表检测合格后拧紧第一螺母和定位螺钉,再次检测合格后,将滚圈内垫板与筒体外圆焊接即可。
26.本实用新型的上述实施例,仅仅是清楚地说明本实用新型所做的举例,但不用来限制本实用新型的保护范围,所有等同的技术方案也属于本实用新型的范畴,本实用新型的专利保护范围应由各项权利要求限定。
技术特征:
1.回转窑筒体与滚圈的焊接专用工装,包括螺栓座(1)、支撑架(5),其特征在于:所述支撑架(5)上部左右对称设置有紧固滚圈(7)的定位座(12),所述定位座(12)上沿筒体轴线方向设置有定位螺钉(6),所述支撑架(5)顶面中心部位设置有定位块(13),所述支撑架(5)左右两端卡设有调节螺栓(2),所述调节螺栓(2)底部通过螺纹连接有螺栓座(1),并与螺栓座(1)焊接,所述调节螺栓(2)中部通过螺纹连接有保护套(3),所述支撑架(5)通过上面第一螺母(4)和下面的第二螺母(11)紧固在调节螺栓(2)上。2.根据权利要求1所述的回转窑筒体与滚圈的焊接专用工装,其特征在于:所述筒体(8)的外圈轴线方向间隔焊接有两个螺栓座(1)。3.根据权利要求1所述的回转窑筒体与滚圈的焊接专用工装,其特征在于:两个定位座(12)之间的距离大于滚圈(7)的轴向尺寸20~30mm。4.根据权利要求1所述的回转窑筒体与滚圈的焊接专用工装,其特征在于:所述定位块(13)上设置有滚圈(7)。5.根据权利要求1所述的回转窑筒体与滚圈的焊接专用工装,其特征在于:所述支撑架(5)左右两端设置有便于安装调节螺栓(2)的开口槽。
技术总结
本实用新型公开了一种回转窑筒体与滚圈的焊接专用工装,包括螺栓座、支撑架,所述支撑架上部左右对称设置有紧固滚圈的定位座,所述定位座上沿筒体轴线方向设置有定位螺钉,所述支撑架顶面中心部位设置有定位块,所述支撑架左右两端卡设有调节螺栓,所述调节螺栓底部通过螺纹连接有螺栓座,所述调节螺栓中部通过螺纹连接有保护套,所述支撑架通过上面第一螺母和下面的第二螺母紧固在调节螺栓上。本实用新型结构合理,使用方便,全方位调节滚圈与筒体的同心度,焊接好的滚圈不需要进行加工,大幅度降低了生产成本,提高了生产效率,具有良好的经济效益。的经济效益。的经济效益。
技术研发人员:吴亮 曹江
受保护的技术使用者:靖江市峰力干燥成套设备有限公司
技术研发日:2021.04.27
技术公布日:2022/1/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1