电芯焊接机极耳折弯机构的制作方法
1.本实用新型涉及电芯制造的技术领域,特别涉及一种电芯焊接机极耳折弯机构。
背景技术:
2.电芯的极耳大多是采用平焊的焊接结构固定在电芯本体上,由于电芯的极耳较长,增加了电芯的整体体积,在整体体积限制下,不得不缩小电芯本体的体积,从而导致电芯的电容量变小。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供一种电芯焊接机极耳折弯机构。
4.为实现上述目的,本实用新型提出的电芯焊接机极耳折弯机构,包括:设在电芯焊接机上的下安装板和上安装板,下安装板和上安装板通过若干立柱固定连接在一起。下安装板上设有电芯下压紧气缸,电芯下压紧气缸的活塞端设有用于夹持电芯本体的下表面的电芯下压紧板,上安装板上设有电芯上压紧气缸,电芯上压紧气缸的活塞端设有用于夹持电芯本体的上表面的电芯上压紧板,且电芯下压紧板和电芯上压紧板相对设置。下安装板上还设有下模气缸,下模气缸设在电芯下压紧气缸的一侧,下模气缸的活塞端设有下折弯模具,上安装板上还设有上模气缸,上模气缸设在电芯上压紧气缸的一侧,上模气缸的活塞端设有上折弯模具,下折弯模具和上折弯模具相对设置,且下折弯模具和上折弯模具相对运动而将电芯本体上的极耳朝电芯本体的内侧折弯成l型极耳。
5.有选地,电芯下压紧气缸和电芯上压紧气缸均采用三轴气缸。
6.优选地,下模气缸和上模气缸均采用滑台气缸。
7.优选地,电芯下压紧板和电芯上压紧板相对夹持在电芯本体的边缘处。
8.优选地,电芯下压紧板和电芯上压紧板均为l型压紧板。
9.优选地,下折弯模具的上表面设有凸台,凸台设在靠近电芯本体上的极耳的根部的一侧。
10.优选地,l型极耳的折弯段的长度为5mm
‑
20mm。
11.与现有技术相比,本实用新型的有益效果在于:该机构可自动将焊接后的极耳折弯成l型极耳,改善了焊接后极耳的形状,减小了极耳在其长度方向占用的体积,从而间接增加了电芯本体的体积,增大了电芯的电容量。而且,该机构结构简单稳定,控制简单,制造成本低廉。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
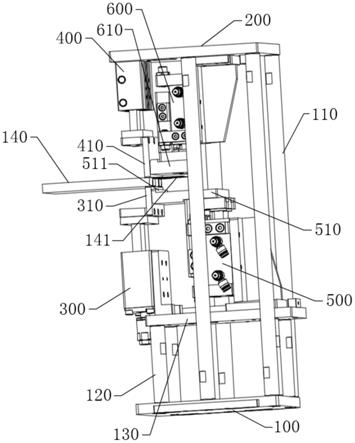
13.图1为本实用新一实施例的整体结构示意图;
14.图2为电芯本体上的极耳被折弯后的结构示意图;
15.本实用新型目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
16.本实用新型提出一种电芯焊接机极耳折弯机构。
17.参照图1
‑
2,图1为本实用新一实施例的整体结构示意图,图2为电芯本体上的极耳被折弯后的结构示意图。
18.如图1
‑
2所示,在本实用新型实施例中,该电芯焊接机极耳折弯机构,包括:设在电芯焊接机上的下安装板100和上安装板200,下安装板100和上安装板200通过四根立柱110固定连接在一起。
19.下安装板100上通过四根支撑柱120固定有支撑板130,支撑板130上设有电芯下压紧气缸300,电芯下压紧气缸300的活塞端设有用于夹持电芯本体140的下表面的电芯下压紧板310,上安装板200上设有电芯上压紧气缸400,电芯上压紧气缸400的活塞端设有用于夹持电芯本体140的上表面的电芯上压紧板410,且电芯下压紧板310和电芯上压紧板410相对设置。
20.电芯下压紧气缸300和电芯上压紧气缸400均采用三轴气缸,电芯下压紧板310和电芯上压紧板410分别固定在三轴气缸的三个活塞端,使得电芯下压紧板310和电芯上压紧板410的运动更加平稳。
21.电芯下压紧板310和电芯上压紧板410相对夹持在电芯本体140的边缘处。由于电芯本体140的边缘处为实体,电芯本体140的内部中空,电芯的电极结构设在中空处,电芯下压紧板310和电芯上压紧板410相对夹持在电芯本体140的边缘处时既能夹持住电芯本体140,又不会夹坏电芯本体140的内部的电极结构。
22.电芯下压紧板310和电芯上压紧板410均为l型压紧板,使得电芯焊接机上的机械手将电芯本体140送入两个l型压紧板之间时有足够的避让空间。
23.下安装板100上还设有下模气缸500,下模气缸500设在电芯下压紧气缸300的一侧,下模气缸500的活塞端设有下折弯模具510,上安装板200上还设有上模气缸600,上模气缸600设在电芯上压紧气缸400的一侧,上模气缸600的活塞端设有上折弯模具610,下折弯模具510和上折弯模具610相对设置,下模气缸500和上模气缸600分别驱动下折弯模具510和上折弯模具610相对运动而将电芯本体140上的极耳141朝电芯本体140的内侧折弯成l型极耳141。
24.下模气缸500和上模气缸600均采用滑台气缸,滑台气缸具有负载能力强的特点,与下折弯模具510和上折弯模具610连接稳定,从而可保证下折弯模具510和上折弯模具610的稳定运行。
25.下折弯模具510的上表面设有上凸台511,上凸台511设在靠近电芯本体140上的极耳141的根部的一侧。通过设置上凸台511,使得极耳141在被下折弯模具510和上折弯模具610夹持后具有足够的形变空间,极耳141更加容易发生形变,更加容易弯折。而且,极耳141在折弯后,其折弯段靠近极耳141的根部,使得折弯后的极耳141抗拉变形性能强,极耳141的结构更加稳定。
26.l型极耳141的折弯段142的长度为5mm
‑
20mm,折弯段142的长度根据电芯本体140的具体厚度和实际需要而选择,不超过电芯本体140的厚度。
27.与现有技术相比,本实用新型的有益效果在于:该机构可自动将焊接后的极耳141折弯成l型极耳141,改善了焊接后极耳141的形状,减小了极耳141在其长度方向占用的体积,从而间接增加了电芯本体140的体积,增大了电芯的电容量。而且,该机构结构简单稳定,控制简单,制造成本低廉。
28.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
技术特征:
1.一种电芯焊接机极耳折弯机构,其特征在于,包括:设在电芯焊接机上的下安装板和上安装板,所述下安装板和所述上安装板通过若干立柱固定连接在一起;所述下安装板上设有电芯下压紧气缸,所述电芯下压紧气缸的活塞端设有用于夹持电芯本体的下表面的电芯下压紧板,所述上安装板上设有电芯上压紧气缸,所述电芯上压紧气缸的活塞端设有用于夹持电芯本体的上表面的电芯上压紧板,且所述电芯下压紧板和所述电芯上压紧板相对设置;所述下安装板上还设有下模气缸,所述下模气缸设在所述电芯下压紧气缸的一侧,所述下模气缸的活塞端设有下折弯模具,所述上安装板上还设有上模气缸,所述上模气缸设在所述电芯上压紧气缸的一侧,所述上模气缸的活塞端设有上折弯模具,所述下折弯模具和所述上折弯模具相对设置,且所述下折弯模具和所述上折弯模具相对运动而将电芯本体上的极耳朝电芯本体的内侧折弯成l型极耳。2.如权利要求1所述的电芯焊接机极耳折弯机构,其特征在于,所述电芯下压紧气缸和所述电芯上压紧气缸均采用三轴气缸。3.如权利要求1所述的电芯焊接机极耳折弯机构,其特征在于,所述下模气缸和所述上模气缸均采用滑台气缸。4.如权利要求1所述的电芯焊接机极耳折弯机构,其特征在于,所述电芯下压紧板和所述电芯上压紧板相对夹持在电芯本体的边缘处。5.如权利要求4所述的电芯焊接机极耳折弯机构,其特征在于,所述电芯下压紧板和所述电芯上压紧板均为l型压紧板。6.如权利要求1所述的电芯焊接机极耳折弯机构,其特征在于,所述下折弯模具的上表面设有凸台,所述凸台设在靠近电芯本体上的极耳的根部的一侧。7.如权利要求1所述的电芯焊接机极耳折弯机构,其特征在于,所述l型极耳的折弯段的长度为5mm
‑
20mm。
技术总结
本实用新型公开了一种电芯焊接机极耳折弯机构,包括:下安装板和上安装板,下安装板上设有电芯下压紧气缸,电芯下压紧气缸的活塞端设有电芯下压紧板,上安装板上设有电芯上压紧气缸,电芯上压紧气缸的活塞端设有电芯上压紧板,电芯下压紧板和电芯上压紧板相对设置。下安装板上还设有下模气缸,下模气缸的活塞端设有下折弯模具,上安装板上还设有上模气缸,上模气缸的活塞端设有上折弯模具,下折弯模具和上折弯模具相对设置。本实用新型的有益效果:该机构可自动将焊接后的极耳折弯成L型极耳,改善了焊接后极耳的形状,减小了极耳在其长度方向占用的体积,从而间接增加了电芯本体的体积,增大了电芯的电容量。增大了电芯的电容量。增大了电芯的电容量。
技术研发人员:郭艳萍
受保护的技术使用者:深圳市中天和自动化设备有限公司
技术研发日:2021.07.30
技术公布日:2022/1/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1