控制装置的制作方法
1.本发明涉及控制装置,特别是涉及控制进给速度以使施加于主轴的负荷恒定的控制装置。
背景技术:
2.存在如下技术:控制进给速度以使主轴的负荷恒定,由此实现切削速度的提高、切削工具的长寿命化。使进给速度变化以使主轴的负荷恒定,由此能够实现周期时间的缩短、工具寿命的延长。与主轴负荷对应的进给速度的控制方法考虑各种方法,但一般情况下作为用于将对象值保持为恒定值的控制,能够使用pid控制(专利文献1、2等)。
3.图7例示了通过pid控制进行将主轴的负荷保持为恒定的控制的情况下的框线图。如图7所示,为了进行上述的控制,控制装置在设定了作为目标的主轴负荷的基础上,取得机械中的工件的加工过程中检测出的主轴负荷作为反馈值。并且,控制装置计算取得的主轴负荷与设定的目标主轴负荷之差e
l
(t),进行基于计算出的值的速度相关的倍率o(t)的调整。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2017-191536号公报
7.专利文献2:日本特开2019-149041号公报
技术实现要素:
8.发明要解决的课题
9.在进行上述的控制时,需要确定施加于主轴的负荷的目标值即目标主轴负荷。但是,为了将目标主轴负荷设定为适当的值,需要花费人手反复进行大量的加工而得到的技术。另外,根据加工所使用的工具、作为加工对象的工件的形状、材质等,适当的目标主轴负荷也不同,因此,每次都需要重新设定。
10.作为简单地设定目标主轴负荷的方法,例如也考虑进行工件的试加工,将此时施加于主轴的负荷的最大值设定为目标主轴负荷。但是,在存在负荷瞬间变高的加工部位那样的加工中使用该方法时,存在作为目标而设定的主轴负荷变得过高这样的问题。在考虑了在各种加工中适当地兼顾周期时间的缩短和工具寿命的延长的情况下,反而存在用户想要以在工件被稳定地加工的状态下测量的主轴的负荷为基准来容易地设定目标主轴负荷这样的期望。
11.用于解决课题的手段
12.本发明的一方式的控制装置针对在进行工件的加工时测量出的施加于主轴的负荷的值的集合,将预先指定的分位的分位数设定为目标主轴负荷,由此解决上述课题。在对工件进行加工时,负荷的值根据其加工部位、加工的形状、工具相对于工件的接触方式等而变动。但是,在加工1个工件的工序中,对主轴施加极大的负荷,或针对主轴的负荷变得极小
的时间相对于工序时间的比例小。在本发明中,在对1个工件进行加工的工序中,在将施加于主轴的负荷测量为时间序列数据时,将比较长的时间测量出的预定的负荷或负荷范围定义为稳定加工负荷。另外,将测量稳定加工负荷的加工范围定义为稳定加工部分。在本发明中,根据在试加工等中测量出的施加于主轴的负荷来确定稳定加工部分,能够将在确定出的稳定加工部分测量出的稳定加工负荷自动地设定为目标主轴负荷。
13.并且,本发明的一方式是一种控制装置,根据对工件进行加工时施加于主轴的负荷来调整进给速度,其中,所述控制装置具有:主轴负荷存储部,其存储施加于所述主轴的负荷相关的数据;分位数指定部,其指定预定的分位数;目标主轴负荷计算部,其计算存储在所述主轴负荷存储部中的施加于所述主轴的负荷相关的数据中的、由所述分位数指定部指定的分位数,作为目标主轴负荷;主轴负荷测量部,其测量施加于所述主轴的负荷;以及控制部,其控制所述主轴相对于所述工件的进给速度,以使施加于所述主轴的负荷为所述目标主轴负荷。
14.发明效果
15.根据本发明的一方式,在进行进给速度的控制以使施加于主轴的负荷恒定时,不需要人预先根据经验等决定与工具、工件相符的目标主轴负荷,能够将稳定加工部分的负荷作为目标主轴负荷。
附图说明
16.图1是一实施方式的控制装置的概要硬件结构图。
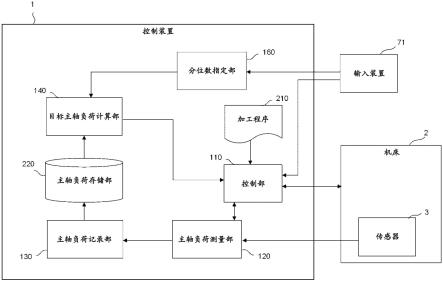
17.图2是第一实施方式的控制装置的概略功能框图。
18.图3是表示施加于主轴的负荷的值的频数分布的例子的图。
19.图4是表示分位数的计算的例子的图。
20.图5是表示分位数的计算的另一例的图。
21.图6是第二实施方式的控制装置的概略功能框图。
22.图7是表示现有技术的pid控制的框线图的例子的图。
具体实施方式
23.以下,结合附图对本发明的实施方式进行说明。
24.图1是表示本发明的一实施方式的控制装置的主要部分的概要硬件结构图。本发明的控制装置1例如能够安装为控制机床的控制装置。
25.本发明的控制装置1具有的cpu11是对控制装置1进行整体控制的处理器。cpu11经由总线22读出储存在rom12中的系统程序,按照该系统程序控制控制装置1整体。在ram13中临时储存临时的计算数据、显示数据、以及从外部输入的各种数据等。
26.非易失性存储器14例如由通过未图示的电池进行备份的存储器、ssd(solid state drive:固态硬盘)等构成,即使控制装置1的电源断开也保持存储状态。在非易失性存储器14中存储经由接口15从外部设备72读入的数据、加工程序、经由输入装置71输入的数据、加工程序、从机床取得的各数据等。存储在非易失性存储器14中的数据、加工程序也可以在执行时/利用时在ram13中展开。另外,在rom12中预先写入有公知的解析程序等各种系统程序。
27.接口15是用于将控制装置1的cpu11与usb装置等外部设备72连接的接口。能够从外部设备72侧读入例如在机床的控制中使用的加工程序、各参数等。另外,在控制装置1内编辑而得的加工程序、各参数等能够经由外部设备72存储在外部存储单元(未图示)中。
28.plc(可编程逻辑控制器)16通过内置于控制装置1的时序程序经由i/o单元17向机床以及该机床的周边装置(例如,工具更换装置、机器人等致动器、安装于机床的传感器等)输出信号并进行控制。在本实施方式的控制装置1中,例如测量在加工过程中施加于主轴的负荷的传感器3经由i/o单元17连接。另外,受理配备于工业机械的主体的操作盘的各种开关、周边装置等的信号,在进行了必要的信号处理后,转发给cpu11。
29.读入到存储器上的各数据、作为执行了加工程序、系统程序等的结果而得的数据等经由接口18输出并显示于显示装置70。另外,由键盘、指示设备等构成的输入装置71经由接口19将基于作业者的操作的指令、数据等转发给cpu11。
30.用于控制机床具有的轴的轴控制电路30受理来自cpu11的轴的控制指令量,将该指令输出到伺服放大器40。伺服放大器40受理该指令,驱动使机床具有的驱动部沿轴移动的伺服电动机50。轴的伺服电动机50内置位置/速度检测器,将来自该位置/速度检测器的位置/速度反馈信号反馈给轴控制电路30,进行位置/速度的反馈控制。此外,在图1的硬件结构图中,轴控制电路30、伺服放大器40、伺服电动机50仅分别示出了1个,但实际上按照成为控制对象的机床具备的轴数量来准备。例如,在控制一般的机床的情况下,准备使安装有工具的主轴和工件向直线3轴(x轴、y轴、z轴)方向相对移动的3组轴控制电路30、伺服放大器40以及伺服电动机50。
31.主轴控制电路60受理主轴旋转指令,向主轴放大器61输出主轴速度信号。主轴放大器61受理该主轴速度信号,使机床的主轴电动机62以指示的旋转速度旋转,驱动工具。主轴电动机62与位置编码器63耦合,位置编码器63与主轴的旋转同步地输出反馈脉冲,该反馈脉冲由cpu11读取。
32.图2是将本发明的第一实施方式的控制装置1具有的功能作为概略的框图而示出的图。本实施方式的控制装置1具有的各功能通过图1所示的控制装置1具有的cpu11执行系统程序并控制控制装置1的各部的动作来实现。
33.本实施方式的控制装置1具有:控制部110、主轴负荷测量部120、主轴负荷记录部130、目标主轴负荷计算部140以及分位数指定部160。另外,在控制装置1的ram13或非易失性存储器14中预先存储有从输入装置71或外部设备72等取得的加工程序210。并且,在控制装置1的ram13或非易失性存储器14中预先准备了用于存储测量出的主轴负荷的区域即主轴负荷存储部220。
34.控制部110通过图1所示的控制装置1具有的cpu11执行从rom12读出的系统程序,主要进行基于cpu11的使用了ram13、非易失性存储器14的运算处理、和使用了轴控制电路30、主轴控制电路60、plc16的机床2的各部的控制处理来实现。控制部110解析加工程序210,制作用于控制机床2以及传感器3等周边装置的指令数据。并且,控制部110根据制作出的指令数据来控制机床2的各部。控制部110例如根据使机床2的各轴移动的指令来生成轴的移动相关的数据并向伺服电动机50输出。另外,控制部110例如根据使机床2的主轴旋转的指令,来生成主轴的旋转相关的数据并向主轴电动机62输出。并且,控制部110例如根据使机床2的周边装置动作的指令,来生成使该周边装置动作的预定的信号并向plc16输出。
另一方面,控制部110取得伺服电动机50、主轴电动机62的状态(电动机的电流值、位置、速度、加速度、转矩等)作为反馈值并用于各控制处理。
35.本实施方式的控制装置1具有的控制部110还在被从目标主轴负荷计算部140输入了表示成为目标的主轴负荷的值的目标主轴负荷的情况下,控制主轴的进给速度(主轴与工件的相对进给速度),以使主轴负荷为目标主轴负荷。另外,控制部110根据加工程序210的程序块的指令、操作员从输入装置71输入的指令等,对主轴负荷测量部120指示开始/结束施加于主轴的负荷的测量。
36.主轴负荷测量部120通过图1所示的控制装置1具有的cpu11执行从rom12读出的系统程序,主要进行基于cpu11的使用了ram13、非易失性存储器14的运算处理、和使用了plc16的机床2的各部的控制处理来实现。主轴负荷测量部120指示传感器3测量施加于机床2所具有的主轴的负荷,取得其测量结果。主轴负荷测量部120例如也可以取得为以预定的周期时间序列地测量施加于主轴的负荷而得的值的集合(时间序列数据)。主轴负荷测量部120取得的施加于主轴的负荷的值可以用预定的负荷单位(nm等)表示,也可以用测量出的负荷相对于用于使主轴相对于工件相对移动的电动机的连续额定负荷值的比例(百分率的%等)表示。主轴负荷测量部120取得的施加于主轴的负荷的值的集合输出到主轴负荷记录部130。
37.主轴负荷记录部130通过图1所示的控制装置1具有的cpu11执行从rom12读出的系统程序,主要进行基于cpu11的使用了ram13、非易失性存储器14的运算处理来实现。主轴负荷记录部130将主轴负荷测量部120取得的施加于主轴的负荷的值的集合记录在主轴负荷存储部220中。主轴负荷记录部130可以将主轴负荷测量部120取得的施加于主轴的负荷的值的集合直接存储在主轴负荷存储部220中。另外,主轴负荷记录部130也可以根据主轴负荷测量部120取得的施加于主轴的负荷的值的集合,制作施加于主轴的负荷的值的频数分布,将制作出的频数分布相关的数据记录在主轴负荷存储部220中。另外,主轴负荷记录部130也可以将使用未图示的单元进行的施加于主轴的负荷的模拟结果存储在主轴负荷存储部220中。
38.在将施加于主轴的负荷的值的集合记录为频数分布相关的数据的情况下,预先确定对施加于主轴的负荷的值可取的范围进行划分而得的预定的等级。并且,主轴负荷记录部130针对主轴负荷测量部120取得的施加于主轴的负荷的值的集合中包含的各个数据,根据该负荷值来计算上述的每个等级的频数,由此,制作频数分布。
39.例如,施加于主轴的负荷的值以相对于上述那样的电动机的连续额定负荷值的比例来表示,在施加于主轴的负荷的值能够取0%~150%的值的情况下,以0%以上且小于1%的负荷值的数据为0%,1%以上且小于2%的负荷值的数据为1%、
…
这样的方式,将施加于主轴的负荷的值的范围划分为151个等级。并且,判定主轴负荷测量部120取得的施加于主轴的负荷的值的集合中包含的各个数据属于哪个等级,计算属于各个等级的数据的个数作为频数,由此,制作频数分布。
40.图3表示主轴负荷记录部130制作施加于主轴的负荷的值的频数分布的例子。在图3的例子中,施加于主轴的负荷的值的单位用相对于连续额定负荷值的比例表示。另外,主轴负荷测量部120每隔10msec测量主轴的负荷。并且,如上所述,施加于主轴的负荷的值的范围按1%划分为151个等级。此时,针对在时刻0[ms]~100000[ms]取得的10001个数据的
每一个,主轴负荷测量部120判定属于哪个等级,计算属于各等级的数据的个数来制作频数分布。在图3所例示的负荷值的数据中,负荷值60%~80%的各等级中的频数表示比较大的值,其他等级的频数变小。
[0041]
目标主轴负荷计算部140通过图1所示的控制装置1具有的cpu11执行从rom12读出的系统程序,主要进行基于cpu11的使用了ram13、非易失性存储器14的运算处理来实现。目标主轴负荷计算部140计算存储在主轴负荷存储部220中的数据中的、由分位数指定部160指定的预定的分位数作为目标主轴负荷。在主轴负荷存储部220中存储有施加于主轴的负荷的值的集合作为数据的情况下,目标主轴负荷计算部140将各个数据以负荷的值的升序或倒序进行排列,从下方起计算累积频数,在此基础上,计算相当于指定的分位的分位数即可。另外,在主轴负荷存储部220中存储有施加于主轴的负荷的值的频数分布作为数据的情况下,目标主轴负荷计算部140从下方起计算每个等级的累积频数,计算相当于指定的分位的分位数即可。目标主轴负荷计算部140将计算出的分位数作为目标主轴负荷输出到控制部110。
[0042]
图4是表示根据图3所例示的频数分布的数据求出1/2分位数的方法的图。如图4所例示那样,例如在预先指定了1/2分位数的情况下,根据频数分布的数据从下方起计算累积频数,将包含第5001个数据的等级表示的值计算为1/2分位数。在图4的情况下,目标主轴负荷计算部140将成为1/2分位数的74%作为目标主轴负荷,输出到控制部110。
[0043]
在本实施方式的控制装置1中,根据加工的目的来变更要指定的分位数,由此,也能够调整目标主轴负荷。图5表示由操作员指定了1/4分位数或3/4分位数的情况下的目标主轴负荷的计算的例子。例如,在想要牺牲周期时间来实现工具寿命的延长的情况下,操作员从输入装置71等指示目标主轴负荷计算部140计算1/4分位数作为目标主轴负荷。该情况下,目标主轴负荷计算部140将包含施加于主轴的负荷的值的集合的从下方起第2500个、第2501个数据的等级的值计算为1/4分位数。在图5的例子中,目标主轴负荷计算部140将成为1/4分位数的58%作为目标主轴负荷输出到控制部110。另一方面,在想要牺牲工具寿命而加快周期时间的情况下,操作员从输入装置71等指示目标主轴负荷计算部140计算3/4分位数作为目标主轴负荷。该情况下,目标主轴负荷计算部140将包含施加于主轴的负荷的值的集合的从下方起第7500个、第7501个数据的等级的值计算为3/4分位数。在图5的例子中,目标主轴负荷计算部140将成为3/4分位数的80%作为目标主轴负荷输出到控制部110。此外,在指定的分位数跨越等级的情况下,将与这些等级相符的值的平均值作为目标主轴负荷即可。
[0044]
分位数指定部160通过图1所示的控制装置1具有的cpu11执行从rom12读出的系统程序,主要进行基于cpu11的使用了ram13、非易失性存储器14的运算处理、和使用了接口19的输入处理来实现。分位数指定部160受理来自操作员的分位数的指定输入,向目标主轴负荷计算部140输出。分位数指定部160可以受理1/2分位数、3/4分位数等这样的直接的分位数的指定输入,也可以受理30%、50%、70%这样的百分比的指定输入。另外,除了从输入装置71受理分位数的指定以外,也可以将在设置于控制装置1的非易失性存储器14上的设定区域设定的分位数作为指定的分位数来受理,也可以将经由未图示的网络从主计算机等其他计算机接收到的分位数作为指定的分位数来受理。
[0045]
在使用具有上述结构的本实施方式的控制装置1的情况下,操作员一边进行试加
工一边测量施加于主轴的负荷。并且,仅通过对测量而得的负荷的值的集合指定预定的分位数,就能够自动地设定目标主轴负荷。如上所述,能够指定针对施加于主轴的负荷的值的分位数,由此,容易提取在试加工中测量出的施加于主轴的负荷内,多次测量出的负荷的值。关于施加于主轴的负荷,即使以相同的主轴转速、相同的进给速度、相同的切入量对工件进行加工,因主轴的振动、工具的刃相对于工件的接触情况等原因也不会成为恒定的值。因此,即使单纯地使用最频值等,也难以找到稳定加工部分。本实施方式的控制装置1能够对测量出的施加于主轴的负荷的值的集合指定分布数,由此,容易将频数比较大的负荷值密集的部分确定为稳定加工部分。并且,能够以该稳定加工部分为基准指定预定的分布数,由此,能够根据该加工的目的容易地指定重视周期时间的加工、重视工具寿命的加工。
[0046]
在本实施方式的控制装置1中,也可以将施加于主轴的负荷的值的集合直接存储在主轴负荷存储部220中,但通过将这些数据存储为频数分布的数据,与直接记录主轴负荷测量部120取得的施加于主轴的负荷的值的集合的情况相比,能够使所需的数据的存储容量相当小。另外,通过预先计算频数分布,还能够简化进行分位数相关的计算时的计算。
[0047]
作为本实施方式的控制装置1的一变形例,也可以设为分位数指定部160能够通过单选按钮、下拉菜单等来设定基于操作员的分位数的指定。此时,例如,也可以设为能够选择“周期时间优先”“平衡优先”“工具寿命优先”等菜单,当选择各个项目时,指定与选择出的项目对应的分位数。通过设置这样的结构,操作员仅通过指定自己的目的就能够指定预定的分位数。
[0048]
图6是将本发明的第二实施方式的控制装置1具有的功能作为概略的框图而示出的图。本实施方式的控制装置1具有的各功能通过图1所示的控制装置1具有的cpu11执行系统程序,控制控制装置1的各部的动作来实现。
[0049]
本实施方式的控制装置1除了控制部110、主轴负荷测量部120、主轴负荷记录部130、目标主轴负荷计算部140以外,还具有主轴动作状态判定部150。另外,在控制装置1的ram13或非易失性存储器14中预先存储有从输入装置71、外部设备72等取得的加工程序210。并且,在控制装置1的ram13或非易失性存储器14中,预先准备用于存储测量出的主轴负荷的区域即主轴负荷存储部220。
[0050]
本实施方式的控制装置1具有的控制部110、主轴负荷测量部120、主轴负荷记录部130具有与第一实施方式的控制装置1具有的各功能一样的功能。
[0051]
主轴动作状态判定部150通过图1所示的控制装置1具有的cpu11执行从rom12读出的系统程序,主要进行基于cpu11的使用了ram13、非易失性存储器14的运算处理来实现。主轴动作状态判定部150根据能够从控制部110取得的信息,判定例如是加减速中还是停止中这样的主轴的动作状态,指示主轴负荷记录部130不记录加减速中或停止中测量出的主轴负荷。关于主轴是加减速中还是停止中,根据控制部110的加工程序210的执行状况来判定即可。例如执行正转指令(反转指令)、停止指令、转速指令等,变更了主轴的转速之后,主轴的旋转加速或减速,即使在未进行加工的状态下,主轴的负荷也变高。在处于这样的状态的情况下,能够判定为主轴处于加减速中。另外,在执行停止指令后经过了充分时间的情况下,能够判定为主轴处于停止中。
[0052]
若将在加减速时、停止时测量的施加于主轴的负荷的值加入到目标主轴负荷的计算中,则目标主轴负荷变高或变低。在具有上述结构的本实施方式的控制装置1中,能够将
在主轴加减速的期间、主轴停止的期间测量出的施加于主轴的负荷从目标主轴负荷的计算中排除,因此,能够设定更适当的目标主轴负荷。
[0053]
以上,对本发明的一实施方式进行了说明,但本发明不仅限于上述的实施方式的例子,能够通过施加适当的变更而以各种方式实施。
[0054]
符号说明
[0055]
1控制装置、
[0056]
2机床、
[0057]
3传感器、
[0058]
11cpu、
[0059]
12rom、
[0060]
13ram、
[0061]
14非易失性存储器、
[0062]
15、18、19接口、
[0063]
16plc、
[0064]
17i/o单元、
[0065]
22总线、
[0066]
30轴控制电路、
[0067]
40伺服放大器、
[0068]
50伺服电动机、
[0069]
60主轴控制电路、
[0070]
61主轴放大器、
[0071]
62主轴电动机、
[0072]
63位置编码器、
[0073]
70显示装置、
[0074]
71输入装置、
[0075]
72外部设备、
[0076]
110控制部、
[0077]
120主轴负荷测量部、
[0078]
130主轴负荷记录部、
[0079]
140目标主轴负荷计算部、
[0080]
150主轴动作状态判定部、
[0081]
160分位数指定部、
[0082]
210加工程序、
[0083]
220主轴负荷存储部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1