一种获取无取向硅钢片激光加工参数的方法
1.本技术涉及激光加工技术领域,特别地,涉及一种获取无取向硅钢片激光加工参数的方法。
背景技术:
2.冷轧无取向硅钢因其具有优良的磁性能,是制作各种电机铁芯的原材料,使用厂家为了获得一定尺寸和形状的铁芯,通常需要对整卷硅钢片进行冲剪与叠装。电机铁芯生产过程中,首先需要对硅钢原始卷料进行分切,按需切成相应的宽度,然后再进行冲裁、叠铆。铁芯具体的生产工艺过程如下:
3.1)大型电机铁芯:母卷分切
→
冲裁
→
去毛刺
→
清洗
→
上漆
→
叠装
→
电性能检测
→
绕线
→
组装。
4.2)小微型电机铁芯:母卷分切
→
冲裁叠片
→
退火
→
电性能检测
→
绕线
→
组装。
5.冷轧无取向硅钢在冲裁过程中由于冲压工艺的选择不合理,会导致零件产生各种冲裁缺陷,对电机铁芯性能产生影响。比如冲裁会在硅钢片的边缘引入残余应力,会导致硅钢磁性能恶化,降低电机效率;冲裁毛刺会导致叠片局部涡流,对铁芯的导磁性能造成影响;硅钢片冲裁后的零件椭圆度会增加电机在高速转动下的噪声,降低电机寿命。
6.无取向硅钢冲片导磁性能对冲剪残余应力具敏感性,使得硅钢冲裁后导磁能力下降、损耗量增大。另外,冲裁模具的磨损状态对无取向硅钢冲裁件磁性能的影响,模具磨损越严重,对冲裁件磁性能影响越大。
7.因此,针对小微电机铁芯用无取向硅钢材料,为防止冲剪应力带来的磁性能恶化以及需要配套退火装置来消除加工应力,需对冲剪这一加工方式进行革新,成为本技术的核心。
技术实现要素:
8.本技术的目的在于提供一种获取无取向硅钢片激光加工参数的方法,通过获取激光加工参数,使用激光加工解决冲剪应力带来的磁性能恶化以及需要配套退火装置来消除加工应力的情况。
9.本技术的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本技术的实践而习得。
10.根据本技术实施例的一个方面,提供了一种获取无取向硅钢片激光加工参数的方法,所述方法包括:获取多组激光加工参数,作为候选激光加工参数;按照所述多组候选激光加工参数,分别对具有相同目标牌号的无取向硅钢片进行加工,以得到对应的多个磁性能样品;检测并计算出所述多个磁性能样品对应的比总损耗;根据所述多个磁性能样品对应的比总损耗,在所述多组候选激光加工参数中选定目标激光加工参数,所述目标激光加工参数用于批量加工所述目标牌号的无取向硅钢片。
11.根据本发明的一些实施例,所述激光加工参数包括激光平均功率、激光焦点半径、
激光焦点离焦量、激光切割速度、激光加工辅助气体以及加工环境压力。
12.根据本发明的一些实施例,所述在所述多组候选激光加工参数中选定目标激光加工参数的方法包括:获取合格的比总损耗预设阈值,根据所述预设阈值在所述多组比总损耗中筛选出在预设阈值内的比总损耗,并获取预设阈值内的比总损耗对应的目标激光加工参数。
13.根据本发明的一些实施例,获取至少11组激光加工参数加工对应多个相同牌号无取向硅钢片后的多个比总损耗,并根据在所述预设阈值内的所述多个比总损耗计算出目标激光加工参数阈值区间。
14.根据本发明的一些实施例,所述目标激光加工参数阈值区间包括:激光平均功率为800w至3000w,激光焦点半径为1μm至3μm、激光焦点离焦量为0至1mm、激光切割速度10m/min至40m/min、激光加工辅助气体为氮气以及加工环境压力为1mpa至3mpa。
15.根据本发明的一些实施例,筛选出所述预设阈值内比总损耗的最小值为优选值,所述优选值对应的目标激光加工参数用于批量加工所述目标牌号的无取向硅钢片。
16.根据本发明的一些实施例,所述预设阈值采用传统方法加工无取向硅钢片的比总损耗值。
17.根据本发明的一些实施例,计算激光加工参数对应的比总损耗与所述预设阈值的相对偏差
△
ps,以所述相对偏差
△
ps为因变量,以对应的激光加工参数为自变量,通过最小二乘法建立数学模型,若数学模型r2低于0.8,则重新建模。
18.根据本发明的一些实施例,激光加工参数与比总损耗的相对偏差
△
ps的数学模型满足:
[0019][0020]
其中:a1、a2、b1、b2、c1、c2、c3、d、e为相关系数;c为常数项;y1为激光平均功率;y2为激光切割速度;y3为激光焦点离焦量;y4为加工环境压力;y5为激光焦点半径。
[0021]
根据本发明的一些实施例,所述激光加工采用光纤激光器。
[0022]
由以上本技术的技术方案,与现有技术相比,其显著的有益效果在于:本技术的目的就是开发一种适合小微电机铁芯用中低牌号无取向硅钢片的加工技术,该加工技术能有效遏制加工过程带来的比总损耗恶化问题,且不需要配套的退火装置来消除加工应力,从而使小微电机铁芯用中低牌号无取向硅钢片的加工更快速、高效。
[0023]
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
[0024]
通过参照附图详细描述其示例性实施例,本技术的上述和其它特征及优点将变得更加明显。
[0025]
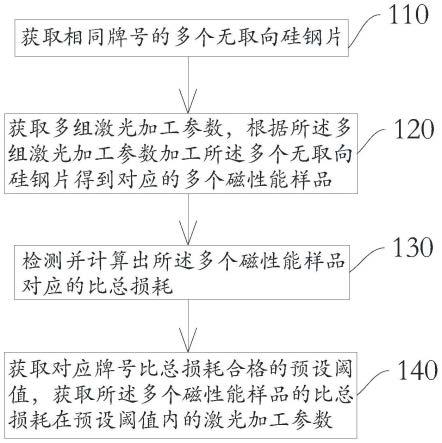
图1示出了根据本技术一个实施例的方法流程框图;
[0026]
图2出示了根据本技术一个实施例的最优激光加工参数表。
具体实施方式
[0027]
现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形
式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施方式使得本技术将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。
[0028]
此外,所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施例中。在下面的描述中,提供许多具体细节从而给出对本技术的实施例的充分理解。然而,本领域技术人员将意识到,可以实践本技术的技术方案而没有特定细节中的一个或更多,或者可以采用其它的方法、组元、装置、步骤等。在其它情况下,不详细示出或描述公知方法、装置、实现或者操作以避免模糊本技术的各方面。
[0029]
附图中所示的方框图仅仅是功能实体,不一定必须与物理上独立的实体相对应。即,可以采用软件形式来实现这些功能实体,或在一个或多个硬件模块或集成电路中实现这些功能实体,或在不同网络和/或处理器装置和/或微控制器装置中实现这些功能实体。
[0030]
附图中所示的流程图仅是示例性说明,不是必须包括所有的内容和操作/步骤,也不是必须按所描述的顺序执行。例如,有的操作 /步骤还可以分解,而有的操作/步骤可以合并或部分合并,因此实际执行的顺序有可能根据实际情况改变。
[0031]
根据本发明的一些实施例,一种获取无取向硅钢片激光加工参数的方法,包括:步骤110:获取多组激光加工参数,作为候选激光加工参数;
[0032]
步骤120:按照所述多组候选激光加工参数,分别对具有相同目标牌号的无取向硅钢片进行加工,以得到对应的多个磁性能样品;
[0033]
步骤130:检测并计算出所述多个磁性能样品对应的比总损耗;
[0034]
步骤140:根据所述多个磁性能样品对应的比总损耗,在所述多组候选激光加工参数中选定目标激光加工参数,所述目标激光加工参数用于批量加工所述目标牌号的无取向硅钢片。
[0035]
基于上述实施例,本技术采用激光加工技术替代传统的“冲压或冲剪+消除应力退火技术”来加工小微电机铁芯用的中低牌号无取向硅钢片。不同牌号的无取向硅钢片适合的激光加工参数不同,首先选取多个相同牌号的无取向硅钢片,并准备多组激光加工参数,根据每组激光加工参数加工一个或多个无取向硅钢片,得到每组激光加工参数对应的一个或多个磁性能样品。将每组激光加工参数对应的一个或多个磁性能样品检测并计算出对应的比总损耗,选取其中比总损耗全部合格的几组激光加工参数作为目标激光加工参数,记录目标激光加工参数,在生产线使用目标激光加工参数批量加工无取向硅钢片,以得到小微电机铁芯。该加工技术能有效遏制加工过程带来的比总损耗恶化问题,且不需要传统配套的退火装置来消除加工应力,从而使小微电机铁芯用中低牌号无取向硅钢片的加工更快速、高效。
[0036]
根据一些实施例,所述激光加工参数包括激光平均功率、激光焦点半径、激光焦点离焦量、激光切割速度、激光加工辅助气体以及加工环境压力。
[0037]
基于上述实施例,通过将激光平均功率、激光焦点半径、激光焦点离焦量、激光切割速度、激光加工辅助气体以及加工环境压力调整至适合的参数,再进行激光加工无取向硅钢片,可得到比总损耗合格的小微电机铁芯。
[0038]
根据一些实施例,步骤140中所述在所述多组候选激光加工参数中选定目标激光加工参数的方法包括:获取合格的比总损耗预设阈值,根据所述预设阈值在所述多组比总损耗中筛选出在预设阈值内的比总损耗,并获取预设阈值内的比总损耗对应的目标激光加
工参数。
[0039]
基于上述实施例,不同牌号的无取向硅钢片对应的比总损耗预设阈值不同,小微电机铁芯用中低牌号无取向硅钢片,中低牌号无取向硅钢片,主要指si元素质量分数在2.0%及其以下的无取向硅钢(带),其常用代表性牌号主要有:50w470、50w600、50w800、50w1000、 50w1300、65w530、65w600、65w800等,以及其它牌号等级相当的无取向硅钢片均适用。在选取一种牌号的无取向硅钢片时,则通过准备多组激光加工参数,根据每组激光加工参数加工一个或多个无取向硅钢片,得到每组激光加工参数对应的一个或多个磁性能样品。将每组激光加工参数对应的一个或多个磁性能样品检测并计算出对应的比总损耗,选取其中比总损耗全部在预设阈值内的几组激光加工参数作为目标激光加工参数。
[0040]
根据一些实施例,获取至少11组激光加工参数加工对应多个相同牌号无取向硅钢片后的多个比总损耗,并根据在所述预设阈值内的所述多个比总损耗计算出目标激光加工参数阈值区间。
[0041]
基于上述实施例,按最小激光平均功率、最快激光切割速度、最大激光焦点离焦量和最小激光加工辅助气体压力确定参数边界,至少采用11种参数组合。在一些实施例中,同一牌号的无取向硅钢片目标激光加工参数阈值区间有:激光平均功率为800w至3000w,激光焦点半径为1μm至3μm、激光焦点离焦量为0至1mm、激光切割速度10m/min至40m/min、激光加工辅助气体为氮气以及加工环境压力为1mpa至3mpa。
[0042]
根据一些实施例,筛选出所述预设阈值内比总损耗的最小值为优选值,所述优选值对应的目标激光加工参数用于批量加工所述目标牌号的无取向硅钢片。
[0043]
基于上述实施例,通过多组激光加工参数加工无取向硅钢片,其比总损耗在预设阈值内的目标激光加工参数有多组,选取其中比总损耗最小的目标激光加工参数作为推荐值,以用到生产线批量加工,提高激光加工的质量。
[0044]
根据一些实施例,所述预设阈值采用传统方法加工无取向硅钢片的比总损耗值。
[0045]
基于上述实施例,对比传统方法和激光加工方法的磁性能样品,在同一测量条件和设备下分别进行磁性能检测;以传统方法加工样品的比总损耗结果为基准,分别计算不同激光加工参数下样品的比总损耗相对传统方法的相对偏差,选取相对偏差
△
ps≤0%激光加工参数作为目标激光加工参数。
[0046]
根据一些实施例,计算激光加工参数对应的比总损耗与所述预设阈值的相对偏差
△
ps,以所述相对偏差
△
ps为因变量,以对应的激光加工参数为自变量,通过最小二乘法建立数学模型,若数学模型 r2低于0.8,要重新建模并考虑可能忽略的其它潜在自变量。
[0047]
进一步的,激光加工参数与比总损耗的相对偏差
△
ps的数学模型满足:
[0048][0049]
其中:a1、a2、b1、b2、c1、c2、c3、d、e为相关系数;c为常数项;y1为激光平均功率;y2为激光切割速度;y3为激光焦点离焦量;y4为加工环境压力;y5为激光焦点半径。设置因变量比总损耗结果的相对偏差
△
ps≤0%,对数学模型求最优解,得到最佳的自变量水平组合。
[0050]
在一些实施例中,不同无取向硅钢牌号对应的最优激光加工参数推荐为如图2所示:
[0051]
牌号为50w1300或相当牌号等级,其无取向硅钢片的密度为7.85,激光平均功率为1700w,激光切割速度为30m/min,激光焦点离焦量为0,加工环境压力为2mpa,激光焦点半径
为1μm;以及50w800或相当牌号等级的无取向硅钢片的密度、激光平均功率、激光切割速度、激光焦点离焦量、加工环境压力、激光焦点半径分别为:7.8、1500w、 40m/min、0、2mpa、1μm;以及50w600或相当牌号等级的无取向硅钢片的密度、激光平均功率、激光切割速度、激光焦点离焦量、加工环境压力、激光焦点半径分别为:7.75、1000w、30m/min、1mm、 2mpa、1μm;以及65w600或相当牌号等级的无取向硅钢片的密度、激光平均功率、激光切割速度、激光焦点离焦量、加工环境压力、激光焦点半径分别为:7.75、2000w、40m/min、1mm、2mpa、1μm;以及50w470或相当牌号等级的无取向硅钢片的密度、激光平均功率、激光切割速度、激光焦点离焦量、加工环境压力、激光焦点半径分别为:7.7、1000w、20m/min、0、2mpa、1μm。
[0052]
根据一些实施例,所述激光加工采用光纤激光器。
[0053]
基于上述实施例,光纤激光器有如下优点:
[0054]
(1)光束质量好。
[0055]
光纤的波导结构决定了光纤激光器易于获得单横模输出,且受外界因素影响很小,能够实现高亮度的激光输出。
[0056]
(2)高效率。
[0057]
光纤激光器通过选择发射波长和掺杂稀土元素吸收特性相匹配的半导体激光器为泵浦源,可以实现很高的光一光转化效率。对于掺镱的高功率光纤激光器,一般选择915纳米或975纳米的半导体激光器,荧光寿命较长,能够有效储存能量以实现高功率运作。商业化光纤激光器的总体电光效率高达25%,有利于降低成本,节能环保。
[0058]
(3)散热特性好。
[0059]
光纤激光器是采用细长的掺杂稀土元素光纤作为激光增益介质的,其表面积和体积比非常大。约为固体块状激光器的1000倍,在散热能力方面具有天然优势。中低功率情况下无需对光纤进行特殊冷却,高功率情况下采用水冷散热,也可以有效避免固体激光器中常见的由于热效应引起的光束质量下降及效率下降。
[0060]
(4)结构紧凑,可靠性高。
[0061]
由于光纤激光器采用细小而柔软的光纤作为激光增益介质,有利于压缩体积、节约成本。泵浦源也是采用体积小、易于模块化的半导体激光器,商业化产品一般可带尾纤输出,结合光纤布拉格光栅等光纤化的器件,只要将这些器件相互熔接即可实现全光纤化,对环境扰动免疫能力高,具有很高的稳定性,可节省维护时间和费用。
[0062]
本领域技术人员在考虑说明书及实践这里公开的实施方式后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。
[0063]
应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1