一种发动机卧式装配零部件位姿柔性调整机构的制作方法
1.本发明涉及精细部件装配技术领域,具体涉及一种发动机卧式装配零部件位姿柔性调整机构。
背景技术:
2.为实现发动机自适应安全装调,保证装配质量和提高生产效率,构建了发动机零部件一与零部件二自适应对接系统。该系统中,零部件一通过多自由度调整装置与位置姿态固定不变的零部件二进行对接装配。其中,零部件一位置姿态调整设备为六自由度并联平台,通称stewart平台,是通用设备。发动机零部件一与零部件二自适应装配过程包括零部件一位置姿态自动调整和零部件一与零部件二对接入位两个阶段。在发动机零部件一位置姿态自动调整阶段,六自由度并联平台与零部件一通过刚性连接,可以实现零部件一的高效高精度调姿。但是,发动机零部件一与零部件二装配精度要求高,配合间隙最小可达0.02mm,不同产品的配合间隙也不尽相同。因此,在发动机零部件一与零部件二对接入位阶段,存在微小配合间隙的约束,若继续保持刚性运动,可能造成发动机零部件一与零部件二刚性接触,损坏装配体,产生不必要的质量安全隐患。
3.根据检索,专利cn 112122917 a公开了一种发动机装配体精准配合方法,该专利包括发动机的两个待装配体、两个六自由度柔性并联平台、两套双目视觉系统和一个激光跟踪仪。该专利将发动机两个待装配体分别放在两个六自由度柔性并联平台上,分别旋转两个柔性并联平台,使得发动机两个待装配体的销钉和销孔在双目视觉系统中完全成像,通过图像采集、图像处理、三维重建,得到销孔和销钉分别在柔性并联平台的刚性转换关系,通过解算得到发动机待装配体的目标位置,进行一次性装配。该装置包括平动微调装置、升降微调装置、俯仰微调装置、偏航微调装置及转动微调装置,能满足舱段对接过程的姿态多自由度调整需求。但是,该专利并未突出两个待装配体的柔性调姿能力。
4.专利201610490269.1公开了一种多自由度舱段位姿调整装置,该发明装置包括底座、升降基座、俯仰偏航基座、转板、支撑轮座、转轴、平动微调装置、升降微调装置、俯仰微调装置、偏航微调装置及滚转微调装置。该发明装置可以实现俯仰、偏航、滚转等多自由度调整。但是该装置各调节机构的扭矩输入均通过手轮输入,即通过手工调整,未实现自动化控制。
5.针对上述问题,本发明提出了一种发动机卧式装配零部件位姿柔性调整机构,该机构结构合理紧凑、性能稳定,可以实现发动机零部件一位姿的三自由度柔性调整,同时可以实时检测发动机零部件一位姿调整过程的受力情况,防止发动机零部件一和零部件二发生刚性碰撞挤压。
6.为解决上述技术问题,本发明提出了一种发动机卧式装配零部件位姿柔性调整机构,在发动机零部件一与零部件二对接入位过程中,使发动机零部件一具有三自由度柔性调整能力,同时可以实时检测发动机零部件一与零部件二对接入位过程中的受力情况,实现在对接入位过程中发动机零部件一位姿柔性调整,防止发动机零部件一与零部件二发生
碰撞挤压,降低产品质量隐患。
7.发动机零部件一与零部件二通常以立式和卧式两种状态进行装配,其工艺过程是在零部件一与零部件二配合尺寸满足要求和轴线重合的条件下,将零部件一法兰面上和零部件二对接面上数量相等的连接孔对中后用紧固螺栓连接、固定的过程。本发明以发动机零部件一与零部件二卧式装配为背景,提出了具体的解决方案。
技术实现要素:
8.本方面要解决的技术问题
9.本发明提供一种发动机卧式装配零部件位姿柔性调整机构,以解决现有待装配体缺乏柔性调姿能力和现有的装置各调节机构扭矩未实现自动化控制等问题。
10.为解决技术问题本发明所采用的技术方案
11.一种发动机卧式装配零部件位姿柔性调整机构,包括:底部滑台、蝶形弹簧、球形中心支座、楔块定位机构、调整限位装置、上部滑台、六维力传感器及其组件及力传感器限位装置,
12.底部滑台包括底部滑台座、滑块、丝杠座及丝母,所述滑块及丝杠座分别固定在底部滑台座下表面,丝母安装固定在丝杠座上;
13.蝶形弹簧包括碟簧下垫板、碟簧、碟簧上垫板、六角细牙薄螺母及碟簧轴,所述碟簧下垫板固定在底部滑台座上表面,碟簧上垫板安装固定在上部滑台座下表面,碟簧自下而上穿套于碟簧轴,碟簧下垫板和碟簧上垫板分别与碟簧下端和上端相连接,碟簧轴通过六角细牙薄螺母固定,并与上部滑台座连接固定;
14.球形中心支座包括关节轴承、关节轴承锁紧隔套、关节轴承座、锁紧螺母、关节轴承压盖及关节轴承转轴,所述关节轴承座安装固定在底部滑台座上表面,关节轴承锁紧隔套通过锁紧螺母安装固定在底部滑台座上表面,关节轴承压盖与关节轴承座连接固定;
15.楔块定位机构包括气缸、导轨、滑块、调整滑块板、楔形定位块、调整气缸座及气缸连接板,所述气缸通过调整气缸座安装固定于底部滑台座上表面,气缸连接板与调整滑块板连接固定,滑块安装固定于调整滑块板下表面,楔形定位块安装固定于调整滑块板上表面;
16.调整限位装置包括调整限位座、六角螺母、调整限位螺杆及限位尼龙垫,所述调整限位座安装固定于底部滑台座上表面,调整限位螺杆通过六角螺母安装固定于调整限位座上,限位尼龙垫安装在调整限位螺杆一段;
17.上部滑台包括上部滑台座及楔块,所述楔块安装固定在上部滑台座下表面;
18.六维力传感器及其组件包括六维力传感器及六维力传感器转接板,所述六维力传感器通过六维力传感器转接板安装固定在上部滑台座上表面;
19.力传感器限位装置包括力传感器限位杆、六角螺母及外六角螺栓,所述力传感器限位杆安装固定于上部滑台座上表面,所述六角螺母通过六角螺栓固定安装在力传感器限位杆上部。
20.进一步地,所述六维力传感器及其组件还包括六维力传感器防爆罩,所述六维力传感器防爆罩与六维力传感器转接板连接固定。
21.进一步地,所述四套力传感器限位装置均安装固定在上部滑台上表面,实时检测
柔性调整机构的受力情况。
22.进一步地,所述限位尼龙垫采用尼龙1010制成。
23.进一步地,所述各机械配件通过内六角螺钉和弹性垫圈固定安装。
24.进一步地,所述关节轴承是一种球面滑动轴承,主要由一个有外球面的内圈和一个有内球面的外圈组成,三自由度随动调整。
25.本发明获得的有益效果
26.本发明提出了一种发动机卧式装配零部件位姿柔性调整机构,该机构结构合理紧凑、性能稳定。在发动机零部件一与零部件二自动装配过程中,可以实现发动机零部件一位姿的多自由度柔性调整,同时可以实时检测发动机零部件一位姿调整过程的受力情况,防止发动机装配过程中发生刚性碰撞挤压,保障发动机高质量自动化装配,提高装配的安全性和生产效率。
附图说明
27.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
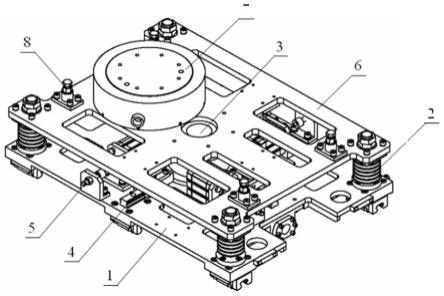
28.图1:发动机卧式装配零部件位姿柔性调整机构示意图;
29.图2:发动机卧式装配零部件位姿柔性调整机构剖视图a面;
30.图3:发动机卧式装配零部件位姿柔性调整机构剖视图b面;
31.其中:1-底部滑台,2-蝶形弹簧,3-球形中心支座,4-楔块定位机构,5-调整限位装置,6-上部滑台,7-六维力传感器及其组件,8-力传感器限位装置,101-底部滑台座,102-内六角螺钉m8
×
30和弹性垫圈,103-滑块,104-丝杠座,105-内六角螺钉m6
×
20和弹性垫圈,106-丝母,201-碟簧下垫板,202-碟簧,203-碟簧上垫板,204-六角细牙薄螺母,205-碟簧轴,206-内六角螺钉m8
×
25和弹性垫圈,301-关节轴承,302-关节轴承锁紧隔套,303-关节轴承座,304-锁紧螺母,305-关节轴承压盖,306-关节轴承转轴,307-外六角螺栓m5
×
16,401-气缸,402-导轨,403-滑块,404-调整滑块板,405-楔形定位块,406-外六角螺栓m8
×
30,407-调整气缸座,408-气缸连接板,501-调整限位座,502-六角螺母m10,503-调整限位螺杆,504-限位尼龙垫,601-上部滑台座,602-楔块,701-六维力传感器,702-内六角螺钉m12
×
30,703-六维力传感器转接板,704-六维力传感器防爆罩,801-力传感器限位杆,802-六角螺母m12,803-外六角螺栓m12
×
40。
具体实施方式
32.本发明提出了一种发动机卧式装配零部件位姿柔性调整机构,包括底部滑台1个、蝶形弹簧4套、球形中心支座1个、楔块定位机构4组、调整限位装置2个、上部滑台1个、六维力传感器及其组件1套、力传感器限位装置4套。其中,底部滑台通过丝杠实现在六自由度并联平台上台面的线性移动;四套蝶形弹簧设置于底部滑台与上部滑台之间且分布于台面四周,在发动机零部件一与零部件二对接过程中向零部件一提供弹性支撑力;球形中心支座为球副结构,具备三自由度随动调整能力;四组楔块定位机构设置于底部滑台与上部滑台之间且分布于台面四周,楔块定位机构由气缸、导轨滑块及楔形定位块组成,气缸推动楔形定位块与安装在上部滑台的楔块相压合,可将中心球副自由度锁死,当气缸反向运动,楔形
定位块与楔块脱离,使对接机构具有三自由度柔性适应能力;两套调整限位装置对称设置在底部滑台两端,通过机械限位保证柔性调整机构在六自由度并联平台移动到位的准确性;六维力传感器及其组件设计安装在上部滑台上表面,用于实时检测发动机零部件一和零部件二对接时的受力状态,以此判断发动机零部件一的受力情况是否符合对接要求;四套力传感器限位装置设置于上部滑台上表面,实时检测柔性调整机构的受力情况,防止受力值超出额定值影响系统工作。
33.为使本发明所提出的技术方案的目的、特征和优点能够更加明显易懂,下面将结合附图1-3,对本发明所提出的技术方案的实施例进行清楚、完整地描述。显然,所描述的实施例仅仅是所提出的技术方案的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,均属于本发明保护的范围。
34.底部滑台1包括底部滑台座101、内六角螺钉m8
×
30和弹性垫圈102、滑块103、丝杠座104、内六角螺钉m6
×
20和弹性垫圈105、丝母106。底部滑台座101采用q235a号钢材制成。滑块103通过内六角螺钉m8
×
30和弹性垫圈102安装固定在底部滑台座101下表面,丝杠座104通过内六角螺钉m8
×
30和弹性垫圈102安装固定在底部滑台座101下表面,丝母106通过内六角螺钉m6
×
20和弹性垫圈105安装固定在丝杠座104上。底部滑台1通过丝杠和滑块模组可以实现其在六自由度并联平台上的一维直线运动,从而调整发动机零部件一在六自由度并联平台上的位置。
35.蝶形弹簧2包括碟簧下垫板201、碟簧202、碟簧上垫板203、六角细牙薄螺母204、碟簧轴205、内六角螺钉m8
×
25和弹性垫圈206。碟簧下垫板201和碟簧上垫板203均采用q235a号钢材制成,碟簧轴205采用45号钢材制成,碟簧202外径60mm、内径30mm。碟簧下垫板201通过4套内六角螺钉m8
×
25和弹性垫圈206安装固定在底部滑台座101上表面,碟簧上垫板203通过4套内六角螺钉m8
×
25和弹性垫圈206安装固定在上部滑台座601下表面,碟簧202自下而上穿套于碟簧轴205,碟簧下垫板201和碟簧上垫板203分别与碟簧202下端和上端相连接,碟簧轴205通过2套六角细牙薄螺母204固定,并与上部滑台座601连接固定。四套蝶形弹簧均按照上述方法安装固定于底部滑台与上部滑台之间,在发动机零部件一与零部件二对接过程中向零部件一提供弹性支撑力。
36.球形中心支座3包括关节轴承301、关节轴承锁紧隔套302、关节轴承座303、锁紧螺母304、关节轴承压盖305、关节轴承转轴306、外六角螺栓m5
×
16 307、内六角螺钉m8
×
30和弹性垫圈102。关节轴承锁紧隔套302、关节轴承座303、关节轴承压盖305均采用q235a号钢材制成,关节轴承转轴306采用45号钢材制成。关节轴承座303通过内六角螺钉m8
×
30和弹性垫圈102安装固定在底部滑台座101上表面,关节轴承锁紧隔套302通过锁紧螺母304安装固定在底部滑台座101上表面,关节轴承压盖305通过外六角螺栓m5
×
16 307与关节轴承座303连接固定。球形中心支座3以关节轴承301为核心,关节轴承301是一种球面滑动轴承,主要由一个有外球面的内圈和一个有内球面的外圈组成,具备三自由度随动调整能力,可以实现发动机零部件一位置姿态的三自由度调整。
37.楔块定位机构4包括气缸401、导轨402、滑块403、调整滑块板404、楔形定位块405、外六角螺栓m8
×
30 406、调整气缸座407、气缸连接板408、内六角螺钉m8
×
30和弹性垫圈102、内六角螺钉m8
×
25和弹性垫圈206。调整滑块板404、调整气缸座407、气缸连接板408均
采用q235a号钢材制成,楔形定位块405采用45号铜制成。调整气缸座407通过内六角螺钉m8
×
25和弹性垫圈206安装固定于底部滑台座101上表面,气缸401通过外六角螺栓m8
×
30 406与调整气缸座407连接固定,气缸连接板408与调整滑块板404连接固定,滑块403通过内六角螺钉m8
×
30和弹性垫圈102安装固定于调整滑块板404下表面,楔形定位块405通过内六角螺钉m8
×
25和弹性垫圈206安装固定于调整滑块板404上表面。四套楔块定位机构均按照上述方法安装固定在底部滑台与上部滑台之间。气缸401通过气缸连接板408和调整滑块板404带动滑块403在导轨402上滑动,推动楔形定位块405与安装在上部滑台座601的楔块602相压合,可将球形中心支座3的关节轴承301的自由度锁死;当气缸401反向运动,楔形定位块405与楔块602脱离,关节轴承301开始工作,使对接机构具有三自由度柔性适应能力。
38.调整限位装置5包括调整限位座501、六角螺母m10 502、调整限位螺杆503、限位尼龙垫504、内六角螺钉m8
×
25和弹性垫圈206。调整限位座501、调整限位螺杆503均采用q235a号钢材制成,限位尼龙垫504采用尼龙1010制成。调整限位座501通过内六角螺钉m8
×
25和弹性垫圈206安装固定于底部滑台座101上表面,调整限位螺杆503通过六角螺母m10 502安装固定于调整限位座501上,限位尼龙垫504安装在调整限位螺杆503一段。两套调整限位装置均按照上述方法安装固定在底部滑台两端,通过机械限位保证柔性调整机构在六自由度并联平台移动到位的准确性。
39.上部滑台6包括上部滑台座601、楔块602。楔块602采用h62铜材料制成,安装固定在上部滑台座601下表面,上部滑台座601采用q235a钢材制成。
40.六维力传感器及其组件7包括六维力传感器701、内六角螺钉m12
×
30 702、六维力传感器转接板703、六维力传感器防爆罩704、内六角螺钉m8
×
25和弹性垫圈206。六维力传感器转接板703、六维力传感器防爆罩704均采用q235a号钢材制成。六维力传感器701通过内六角螺钉m12
×
30 702与六维力传感器转接板703连接固定,六维力传感器转接板703通过内六角螺钉m8
×
25和弹性垫圈206安装固定在上部滑台座601上表面,六维力传感器防爆罩704通过内六角螺钉m8
×
25和弹性垫圈206与六维力传感器转接板703连接固定。六维力传感器701用于实施测量发动机零部件一和零部件二对接时的受力状态;如果发动机零部件一和零部件二有接触,六维力传感器通过受力情况的变化可以判断出零部件一和零部件二的接触位置。但是由于发动机零部件一和零部件二装配作业现场为火化工危险区域,而六维力传感器701不具备防爆隔爆功能,因此设计安装六维力传感器防爆罩704,保证作业现场的安全性。
41.力传感器限位装置8包括力传感器限位杆801、六角螺母m12 802、外六角螺栓m12
×
40 803、内六角螺钉m8
×
25和弹性垫圈206。力传感器限位杆801采用q235a号钢材制成。力传感器限位杆801通过内六角螺钉m8
×
25和弹性垫圈206安装固定于上部滑台座601上表面。四套力传感器限位装置均按照上述方法安装固定在上部滑台上表面,用于实时检测柔性调整机构的受力情况,防止受力值超出额定值影响系统工作。
42.本发明经过实验验证,该机构结构合理紧凑、性能稳定。在发动机零部件一和零部件二装配过程中可以实现发动机零部件一位姿的三自由度柔性调整,同时可以实时检测发动机零部件一位姿调整过程的受力情况,防止发动机零部件一和零部件二对接过程中发生刚性碰撞挤压。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1