一种龙门架自动焊接设备的制作方法
一种龙门架自动焊接设备
【技术领域】
1.本发明涉及一种龙门架自动焊接设备。
背景技术:
2.一些如培训桌、体验台、收银台、茶几、边柜、精品柜、扫地机展柜、中岛配件柜、手机柜等桌椅柜通常在其底部连接有支撑腿以起到支撑作用,为了保证支撑腿的结构强度,通常由一整块钢材或铝材等硬质材料采用钣金弯折方式构成锥形或圆形等形状的支撑腿,致使弯折后的支撑腿为异形件,同时弯折后的支撑腿存在焊接缝隙,为此需要将焊接缝隙进行焊接以确保支撑腿结构强度和便于后续对支撑腿的加工。
3.但是,如今在对支撑腿的焊接缝隙进行焊接时,都是工作人员使用手持式焊枪对焊接缝隙进行焊接工作,这样就容易导致支撑腿焊接质量不能够得到保证,且工作人员劳动强度大。
4.为此,本发明即针对上述问题而研究提出。
技术实现要素:
5.本发明目的是克服了现有技术的不足,提供一种龙门架自动焊接设备,可以改善现有技术存在的问题,能够确保焊枪精准且稳定地对支撑腿架上的焊接缝隙进行焊接作业,有效保证对支撑腿架的焊接质量和焊接效率,且降低人工劳动强度。
6.本发明是通过以下技术方案实现的:
7.一种龙门架自动焊接设备,包括基座1,所述基座1上间隔地排列有至少两组用于定位装夹支撑腿架100的定位装夹治具2,所述基座1上还设有可沿基座1y轴方向移动且横跨基座1的龙门支架11,所述龙门支架11与基座1之间设有用于驱使龙门支架11沿基座1y轴方向运动的第一驱动组件3;所述龙门支架11上连接有活动板12,所述活动板12与龙门支架11之间设有用于驱使活动板12沿基座1x轴方向运动的第二驱动组件4;所述活动板12上连接有安装板13,所述安装板13与活动板12之间设有用于驱使安装板13沿基座1z轴方向运动的第三驱动组件5;所述安装板13上设有用于对支撑腿架100上的焊接缝隙110进行焊接的焊枪6,所述安装板13上设有当焊枪6对焊接缝隙110进行焊接作业时能使焊枪6相对基座1定位移动且顶压支撑腿架100的定位辅助结构7。
8.如上所述一种龙门架自动焊接设备,所述定位辅助结构7包括连接在安装板13上且当焊枪6对焊接缝隙110进行焊接作业时能使焊枪6相对基座1定位移动以及滚压支撑腿架100上端面的滑轮,所述滑轮包括能与定位装夹治具2抵靠定位的抵靠部71和与抵靠部71连接且能滚压支撑腿架100上端面的滚压部72。
9.如上所述一种龙门架自动焊接设备,所述定位装夹治具2包括相对固定地设在基座1上的定位基准座21和可活动地设在基座1上且与定位基准座21配合以对支撑腿架100定位装夹的顶推块22,所述基座1上设有用于驱使顶推块22相对定位基准座21靠近或远离的顶压气缸23。
10.如上所述一种龙门架自动焊接设备,所述顶推块22上设有能与支撑腿架100侧壁接触以增大摩擦力的防滑件。
11.如上所述一种龙门架自动焊接设备,所述第一驱动组件3包括分别活动地设在基座1两端且沿基座1y轴方向设置的第一丝杆31和相应套设于第一丝杆31上且能沿第一丝杆31长度方向滑动的第一丝母32,所述第一丝母32与龙门支架11相对固定连接,每一所述第一丝杆31相同端设有从动轮321;所述第一驱动组件3还包括设在基座1上的第一驱动电机33和设在第一驱动电机33转动轴上的主动轮331,所述主动轮331与从动轮321通过同步带34同动连接。
12.如上所述一种龙门架自动焊接设备,所述基座1上连接有用于安装第一驱动电机33的调节板10,所述调节板10与基座1之间设有用于调节调节板10相对基座1位置以调节主动轮331与从动轮321间距离的调节结构101。
13.如上所述一种龙门架自动焊接设备,所述调节结构101包括设在调节板10上的调节槽102和能穿设于调节槽102内且与基座1螺纹连接以锁紧或松开调节板10的调节螺杆103。
14.如上所述一种龙门架自动焊接设备,所述龙门支架11与基座1之间设有第一滑动结构8,所述第一滑动结构8包括设在基座1上的第一滑轨81和设在龙门支架11上且能在第一滑轨81上滑动的第一滑块82。
15.如上所述一种龙门架自动焊接设备,所述第三驱动组件5包括设在活动板12上的第三丝母51和设在安装板13上且穿设于第三丝母51的第三丝杆52,所述安装板13上设有用于驱使第三丝杆52转动以驱使安装板13相对活动板12运动的第三驱动电机53。
16.如上所述一种龙门架自动焊接设备,所述活动板12与安装板13之间设有第三导向结构9,所述第三导向结构9包括设在活动板12上的第三导向套91和设在安装板13上且贯穿第三导向套91的第三导向杆92。
17.与现有技术相比较,本发明具有如下优点:
18.1、本发明通过在所述基座上间隔地排列有至少两组用于定位装夹支撑腿架的定位装夹治具,且焊枪能沿基座x、y、z轴方向移动,因此本发明能够实现当焊枪将一定位装夹治具上的支撑腿架焊接结束后而移动至另一定位装夹治具以对该定位装夹治具上的支撑腿架进行焊接时,工作人员可将一定位装夹治具上的支撑腿架卸下且更换上待焊接的支撑腿架,为此本发明能够实现焊接和更换支撑腿架的工作同时进行,减少等待时间,提高效率;另外所述安装板上设有当焊枪对焊接缝隙进行焊接作业时能使焊枪相对基座定位移动且顶压支撑腿架的定位辅助结构,能够确保焊枪精准且稳定地对支撑腿架上的焊接缝隙进行焊接作业,同时进一步地确保支撑腿架相对基座固定,有效保证对支撑腿架的焊接质量和焊接效率,且降低人工劳动强度。
19.2、为了定位装夹不同类型规格的支撑腿架,所述定位装夹治具包括相对固定地设在基座上的定位基准座和可活动地设在基座上且与定位基准座配合以对支撑腿架定位装夹的顶推块,所述基座上设有用于驱使顶推块相对定位基准座靠近或远离的顶压气缸。
【附图说明】
20.下面结合附图对本发明的具体实施方式作进一步详细说明,其中:
21.图1为本发明装夹有支撑腿架时的立体图之一。
22.图2为本发明装夹有支撑腿架时的立体图之二。
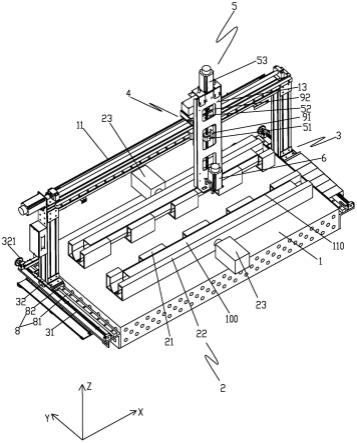
23.图3为本发明的立体图。
24.图4为本发明的局部结构示意图。
25.图5为本发明的定位辅助结构与定位装夹治具配合使用时的剖视状态图。
26.图6为本发明的支撑腿架的立体图。
【具体实施方式】
27.下面结合附图对本发明的实施方式作详细说明。
28.如图1-6所示,本发明一种龙门架自动焊接设备,包括基座1,所述基座1上间隔地排列有至少两组用于定位装夹支撑腿架100的定位装夹治具2,所述基座1上还设有可沿基座1y轴方向移动且横跨基座1的龙门支架11,所述龙门支架11与基座1之间设有用于驱使龙门支架11沿基座1y轴方向运动的第一驱动组件3;所述龙门支架11上连接有活动板12,所述活动板12与龙门支架11之间设有用于驱使活动板12沿基座1x轴方向运动的第二驱动组件4;所述活动板12上连接有安装板13,所述安装板13与活动板12之间设有用于驱使安装板13沿基座1z轴方向运动的第三驱动组件5;所述安装板13上设有用于对支撑腿架100上的焊接缝隙110进行焊接的焊枪6,所述安装板13上设有当焊枪6对焊接缝隙110进行焊接作业时能使焊枪6相对基座1定位移动且顶压支撑腿架100的定位辅助结构7。本发明通过在所述基座上间隔地排列有至少两组用于定位装夹支撑腿架的定位装夹治具,且焊枪能沿基座x、y、z轴方向移动,因此本发明能够实现当焊枪将一定位装夹治具上的支撑腿架焊接结束后而移动至另一定位装夹治具以对该定位装夹治具上的支撑腿架进行焊接时,工作人员可将一定位装夹治具上的支撑腿架卸下且更换上待焊接的支撑腿架,为此本发明能够实现焊接和更换支撑腿架的工作同时进行,减少等待时间,提高效率;另外所述安装板上设有当焊枪对焊接缝隙进行焊接作业时能使焊枪相对基座定位移动且顶压支撑腿架的定位辅助结构,能够确保焊枪精准且稳定地对支撑腿架上的焊接缝隙进行焊接作业,同时进一步地确保支撑腿架相对基座固定,有效保证对支撑腿架的焊接质量和焊接效率,且降低人工劳动强度。
29.如图4、5所示,所述定位辅助结构7包括连接在安装板13上且当焊枪6对焊接缝隙110进行焊接作业时能使焊枪6相对基座1定位移动以及滚压支撑腿架100上端面的滑轮,所述滑轮包括能与定位装夹治具2抵靠定位的抵靠部71和与抵靠部71连接且能滚压支撑腿架100上端面的滚压部72,能够进一步地确保焊枪精准且稳定地对支撑腿架上的焊接缝隙进行焊接作业,另外滚压部72与支撑腿架上端面接触,在接焊过程中,能够避免焊枪的焊头与支撑腿架间作用力过大,起到保护作用,延长焊枪使用寿命。如图5所示,所述焊枪6的焊头焊接端面不低于滚压部72横截面的下侧面。
30.如图5所示,所述抵靠部71与滚压部72之间形成有能与定位装夹治具2定位配合的定位凹部73。在本实施方式中定位凹部73与定位基座21或顶推块22的棱边定位配合,以使得滑轮能以定位基座21或顶推块22为基准而沿定位基座21或顶推块22滚动,保证焊枪的焊头与支撑腿架上的焊接缝隙精准定位,确保对支撑腿架的焊接质量。
31.为了定位装夹不同类型规格的支撑腿架,所述定位装夹治具2包括相对固定地设在基座1上的定位基准座21和可活动地设在基座1上且与定位基准座21配合以对支撑腿架
100定位装夹的顶推块22,所述基座1上设有用于驱使顶推块22相对定位基准座21靠近或远离的顶压气缸23。在装夹时,顶压气缸23驱使顶推块22往定位基准座21一侧移动以配合定位基准座21对支撑腿架100进行装夹定位;若是顶压气缸23驱使顶推块22往远离定位基准座21一侧移动时,则松开支撑腿架100。
32.为了确保顶推块22相对定位基准座21对齐和使得顶推块22相对基座1稳定顺畅滑动,所述基座1上设有供顶推块22滑动的基座滑槽,图中未表现出来。
33.所述顶推块22上设有能与支撑腿架100侧壁接触以增大摩擦力的防滑件,能够进一步地确保支撑腿架100相对基座1固定,避免在焊接过程中出现支撑腿架错位偏移等现象,影响焊接质量。所述防滑件为排列在顶推块22上的若干条凸条等。
34.为了使得龙门支架11带动焊枪稳定且高效沿基座y轴方向运动,所述第一驱动组件3包括分别活动地设在基座1两端且沿基座1y轴方向设置的第一丝杆31和相应套设于第一丝杆31上且能沿第一丝杆31长度方向滑动的第一丝母32,所述第一丝母32与龙门支架11相对固定连接,每一所述第一丝杆31相同端设有从动轮321;所述第一驱动组件3还包括设在基座1上的第一驱动电机33和设在第一驱动电机33转动轴上的主动轮331,所述主动轮331与从动轮321通过同步带34同动连接。
35.所述基座1上连接有用于安装第一驱动电机33的调节板10,所述调节板10与基座1之间设有用于调节调节板10相对基座1位置以调节主动轮331与从动轮321间距离的调节结构101,能够根据需求以调节同步带34张紧程度,避免同步带34过于紧绷而出现断裂的现象、或同步带34过于宽松而出现传动效果差的问题。
36.如图2所示,所述调节结构101包括设在调节板10上的调节槽102和能穿设于调节槽102内且与基座1螺纹连接以锁紧或松开调节板10的调节螺杆103。在调节时,操作调节螺杆103以松开调节板10,接着操作调节板10的调节槽102相对调节螺杆103向下或向上滑动,即驱使第一驱动电机33相对基座1向下或向上移动以调节同步带张紧,待调节完成后,操作调节螺杆103将调节板10相对基座1锁紧即可,调节方便。本实施方式在调节过程中,无需将调节螺杆103与基座1分离,避免在调节过程中出现调节板10与基座1分离而掉落现象,保证安全。
37.为了保证龙门支架11相对基座稳定且顺畅滑动,所述龙门支架11与基座1之间设有第一滑动结构8,所述第一滑动结构8包括设在基座1上的第一滑轨81和设在龙门支架11上且能在第一滑轨81上滑动的第一滑块82。
38.为了使得活动板12带动焊枪稳定且高效沿基座x轴方向运动,所述第二驱动组件4包括可转动地设在龙门支架11上的第二丝杆41和套设于第二丝杆41上且能沿第二丝杆41长度方向滑动的第二丝母42,所述第二丝母42与活动板12相对固定连接,所述第二驱动组件4还包括用于驱使第二丝杆41相对龙门支架11转动的第二驱动电机43。
39.为了使得安装板13带动焊枪稳定且高效沿基座z轴方向运动,所述第三驱动组件5包括设在活动板12上的第三丝母51和设在安装板13上且穿设于第三丝母51的第三丝杆52,所述安装板13上设有用于驱使第三丝杆52转动以驱使安装板13相对活动板12运动的第三驱动电机53。
40.所述活动板12与安装板13之间设有第三导向结构9,所述第三导向结构9包括设在活动板12上的第三导向套91和设在安装板13上且贯穿第三导向套91的第三导向杆92,能够
使得安装板13相对基座稳定且顺畅滑动,进而保证焊枪与焊接缝隙精准对齐以确保焊接质量,同时能够使得活动板12与安装板13连接更加稳定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1