一种车辆门焊接装置的制作方法
本发明涉及车辆门焊接,具体涉及一种车辆门焊接装置。
背景技术:
1、如今的车辆门板的焊接装置能够实现对门板的快速焊接,且作业精度也是得到了很高的保障,工作效率高,可以满足市场的实际需求,但是在实际加工中,还是有一些问题存在,例如车辆门板放在工作台上进行加工前,需要先把夹具的夹持部将门板进行夹紧,加工完需要将门板卸下时,需要先把夹具的夹持部与门板进行分开,从而影响了门板的加工效率。为了解决上述问题,本发明中提出了一种车辆门焊接装置。
技术实现思路
1、(1)要解决的技术问题
2、本发明的目的在于克服现有技术的不足,适应现实需要,提供一种只需将门板放置在加工台上,在焊接时自动夹紧,焊接结束后自动松开,从而提高加工效率的车辆门焊接装置,以解决上述技术问题。
3、(2)技术方案
4、为了实现本发明的目的,本发明所采用的技术方案为:
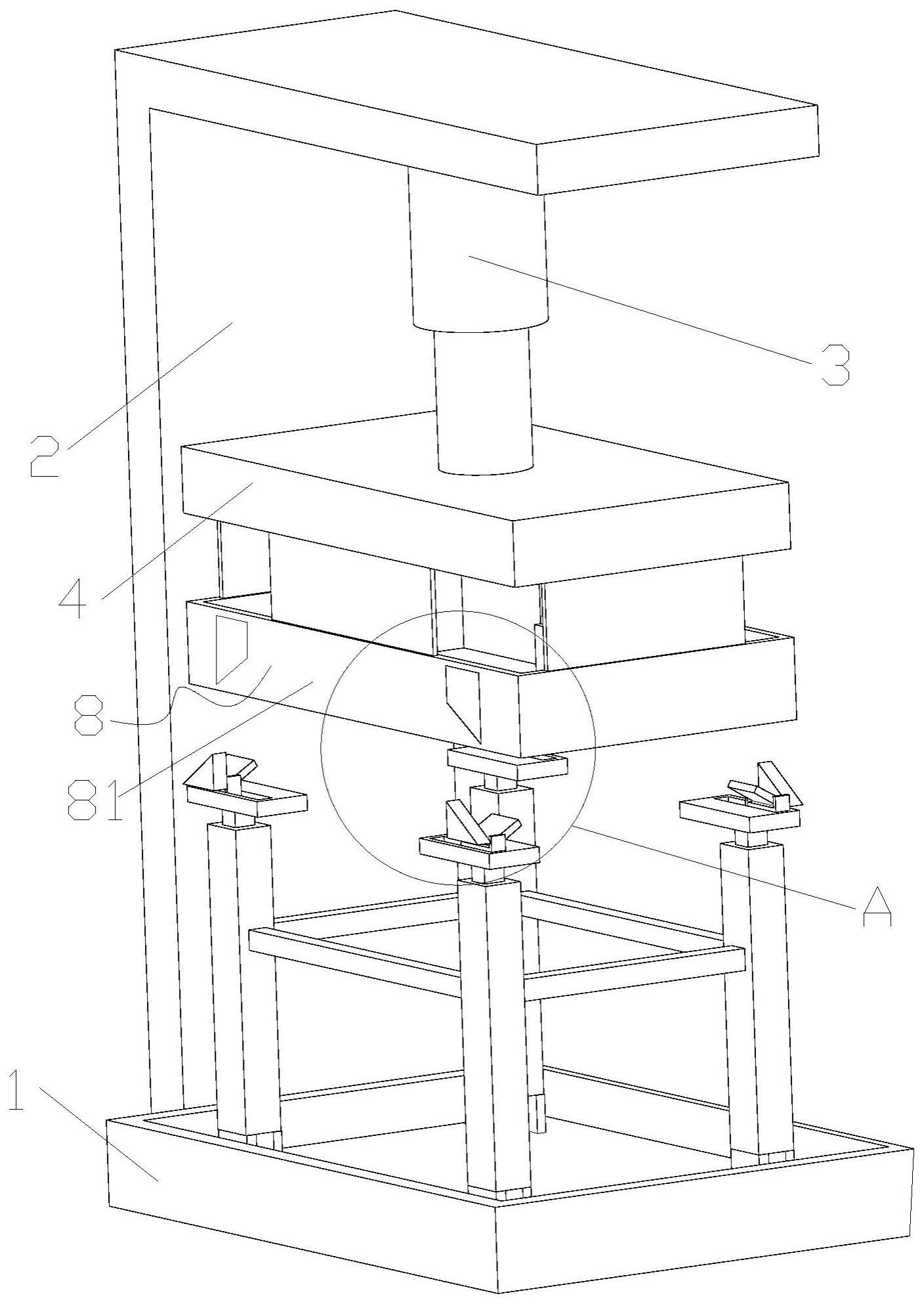
5、一种车辆门焊接装置,包括底座,所述底座的侧面固定设置有一支撑架,所述支撑架的顶部固定设置有液压缸,所述液压缸的活塞杆固定设置有一安装罩壳,所述安装罩壳内的侧壁两侧分别固定设置有一无杆气缸,两个所述无杆气缸的移动端之间固定设置有一电动轨道,所述电动轨道的移动端固定设置有一移动块,所述移动块内固定设置有一焊接枪,且所述焊接枪的焊接枪口穿出所述移动块,所述安装罩壳设置有一下压组件,所述底座内固定设置有一放置架,所述放置架的顶部四角处分别设置有一与下压组件相配合的压紧组件。
6、所述下压组件包括可往复移动地设置在安装罩壳下侧的抵框,所述抵框的顶面设置有多个凹槽,所述安装罩壳的底面固定设置有多个限位板,多个所述限位板可在多个所述凹槽内往复移动,所述限位板的底部与所述凹槽的底部之间固定设置有支撑弹簧。
7、所述压紧组件包括固定设置在放置架顶部的放置块,所述放置块上侧设置有一撑块,所述撑块的内壁之间转动连接有一旋转轴,所述旋转轴固定连接有一翻转板,所述旋转轴套设有一扭簧,所述扭簧的一端与所述翻转板固定连接,另一端与所述撑块固定连接。
8、所述撑块与所述放置块之间设置有一移位组件,所述抵框的内壁处设置有四个移位驱动组件,所述移位驱动组件与所述移位组件相配合。
9、所述移位组件包括设置在放置块顶面的滑移槽,所述滑移槽内设置有一可往复移动的推位块,所述推位块与所述撑块底部固定连接,所述滑移槽与所述推位块之间固定连接有第一活动弹簧。
10、所述移位驱动组件包括设置在所述抵框内壁的活动槽,所述活动槽内设置有一可往复移动的第一斜块,所述第一斜块与所述抵框内壁之间固定设置有第二活动弹簧,所述撑块远离所述安装罩壳的一侧侧面固定设置有第二斜块。
11、当所述翻转板不与所述第一斜块相抵触的自然状态时,所述翻转板此时最高处位于第二斜块由下往上的三分之一处。
12、将车辆门板通过翻转板与放置块之间移动到四个放置块的顶面,从而能够将车辆门板放置在四个放置块上,当需要焊接时,液压缸启动,带动安装罩壳向下移动,让抵框向下移动与翻转板接触,抵框会先推动翻转板向下旋转压在车辆门板上,让翻转板对车辆门板进行夹紧,然后安装罩壳带着焊接枪继续向下移动对车辆门板进行焊接(通过限位板、凹槽以及支撑弹簧的设置实现伸缩功能,能够让抵框推动翻转板对门板进行压紧后还能继续让焊接头向下移动),从而能够在焊接时自动夹紧,焊接结束后自动松开,从而能够更加便于快速门板放入进入加工与加工完毕后快速将门板卸下,提高加工效率。
13、(3)有益效果:
14、a、通过下压组件和压紧组件的设置能够在焊接时自动夹紧,焊接结束后自动松开,从而能够更加便于快速门板放入进入加工与加工完毕后快速将门板卸下,提高加工效率。
15、b、通过移位驱动组件与移位组件的设置能够对原先的夹持处进行电焊,加工过程中无需重新移动门板更换夹持位置,从而提高了工作效率。
16、c、由于会让第一斜块的斜面与第二斜块的斜面先进行相抵触,推动第二斜块移动,带着翻转板离开原来的夹持处,然后抵框会推动翻转板向下旋转压在车辆门板上实现夹持,从而能够避免在翻转板夹持门板时再进行移动而产生相互摩擦造成受损。
技术特征:
1.一种车辆门焊接装置,其特征在于:包括底座(1),所述底座(1)的侧面固定设置有一支撑架(2),所述支撑架(2)的顶部固定设置有液压缸(3),所述液压缸(3)的活塞杆固定设置有一安装罩壳(4),所述安装罩壳(4)内的侧壁两侧分别固定设置有一无杆气缸(5),两个所述无杆气缸(5)的移动端之间固定设置有一电动轨道(6),所述电动轨道(6)的移动端固定设置有一移动块(7),所述移动块(7)内固定设置有一焊接枪(880),且所述焊接枪(880)的焊接枪口穿出所述移动块(7),所述安装罩壳(4)设置有一下压组件(8),所述底座(1)内固定设置有一放置架(9),所述放置架(9)的顶部四角处分别设置有一与下压组件(8)相配合的压紧组件(909)。
2.如权利要求1所述的车辆门焊接装置,其特征在于:所述下压组件(8)包括可往复移动地设置在安装罩壳(4)下侧的抵框(81),所述抵框(81)的顶面设置有多个凹槽(82),所述安装罩壳(4)的底面固定设置有多个限位板(83),多个所述限位板(83)可在多个所述凹槽(82)内往复移动,所述限位板(83)的底部与所述凹槽(82)的底部之间固定设置有支撑弹簧(84)。
3.如权利要求2所述的车辆门焊接装置,其特征在于:所述压紧组件(909)包括固定设置在放置架(9)顶部的放置块(91),所述放置块(91)上侧设置有一撑块(92),所述撑块(92)的内壁之间转动连接有一旋转轴,所述旋转轴固定连接有一翻转板(93),所述旋转轴套设有一扭簧,所述扭簧的一端与所述翻转板(93)固定连接,另一端与所述撑块(92)固定连接。
4.如权利要求3所述的车辆门焊接装置,其特征在于:所述撑块(92)与所述放置块(91)之间设置有一移位组件(49),所述抵框(81)的内壁处设置有四个移位驱动组件(50),所述移位驱动组件(49)与所述移位组件(50)相配合。
5.如权利要求4所述的车辆门焊接装置,其特征在于:所述移位组件(49)包括设置在放置块(91)顶面的滑移槽(911),所述滑移槽(911)内设置有一可往复移动的推位块,所述推位块与所述撑块(92)底部固定连接,所述滑移槽(911)与所述推位块之间固定连接有第一活动弹簧(950)。
6.如权利要求5所述的车辆门焊接装置,其特征在于:所述移位驱动组件(50)包括设置在所述抵框(81)内壁的活动槽(501),所述活动槽(50)内设置有一可往复移动的第一斜块(502),所述第一斜块(502)与所述抵框(81)内壁之间固定设置有第二活动弹簧(951),所述撑块(92)远离所述安装罩壳(4)的一侧侧面固定设置有第二斜块(999)。
7.如权利要求5所述的车辆门焊接装置,其特征在于:当所述翻转板93不与所述第一斜块502相抵触的自然状态时,所述翻转板93此时最高处位于第二斜块999由下往上的三分之一处。
技术总结
一种车辆门焊接装置,包括底座,所述底座的侧面固定设置有一支撑架,所述支撑架的顶部固定设置有液压缸,所述液压缸的活塞杆固定设置有一安装罩壳,所述安装罩壳内的侧壁两侧分别固定设置有一无杆气缸,两个所述无杆气缸的移动端之间固定设置有一电动轨道,所述电动轨道的移动端固定设置有一移动块,所述移动块内固定设置有一焊接枪,且所述焊接枪的焊接枪口穿出所述移动块,所述安装罩壳设置有一下压组件,所述底座内固定设置有一放置架,所述放置架的顶部四角处分别设置有一与下压组件相配合的压紧组件。
技术研发人员:余俊根,傅慧聪,张沙林
受保护的技术使用者:浙江京元科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!