一种反打折弯机构的制作方法
1.本发明涉及折弯机构技术领域,具体涉及一种反打折弯机构。
背景技术:
2.在冲压的过程中,由于刀口间隙过小,导致板材冲压后两个刀口相挤,产生软毛刺,软毛刺在生产过程中直接脱落,产生碎屑。这些碎屑在冲压过程中会随着冲压过程产生的负压被带到模具表面,而落在模具表面的碎屑会在冲压过程中产生零件压印和凸点,影响产品的品质;
3.对附图1中所示的三角形弯折板10三面弯折部30进行冲压的过程中,现有技术通常在用手动的方式将三角形弯折板10上料至下模定位,并在完成后续的冲压操作后,再将折弯后的三面弯折板30取出,从而为后续的板材的冲压腾出空间,上述的冲压方式存在以下缺陷:
4.为了便于对三角形弯折板的有效定位,通常在冲压模具上需要额外的设置定位装置,结构复杂;并且三角形在定位后,冲压前由于缺乏有效夹持,影响后续的冲压精度;上下料采用手动的方式进行,使整个折弯的过程效率低下。
技术实现要素:
5.为此,本发明提供一种反打折弯机构,以解决现有技术中的上述缺陷。
6.一种反打折弯机构,包括:
7.工作台,所述工作台的一侧安装有支撑板;
8.模具机构,其包括安装在所述支撑板一侧的被伸缩气缸驱动升降的上模板以及安装在所述工作台上与所述上模板上下正对的下模板,所述上模板的下表面设置有成型入子和上支撑板,所述上支撑板和三角形弯折板的三角板的形状相当,若干所述成型入子分布在所述上支撑板的周围,所述成型入子的三边间隔折刀槽分别设置有第一上挡块、第二上挡块以及第三上挡块,所述第三上挡块垂直于三角形弯折板的来料方向,所述下模板上设置有与上方所述折刀槽相互对应的滑槽,所述滑槽内竖直滑动设置有折刀块,所述折刀块外侧的下模板上表面设置有与对应所述第一上挡块和第二上挡块分别上下对应的下挡块,所述上模板和下模板之间设置有反打机构,当上模板下行至下模板表面冲压位置时,所述反打机构能驱动折刀块上行并沿着折刀槽将三角形弯折板三边的弯折部沿着所述成型入子向上折弯;
9.上料机构,其包括滑动安装在工作台表面的移动滑板以及悬空安装在所述移动滑板上方的限位筒,所述移动滑板包括位于外则与所述限位筒下表面齐平的挡料部以及位于所述挡料部内侧下陷的承料部,所述承料部的限料槽的高度与所述三角形弯折板的厚度相当,所述承料部能上料三角形弯折板至所述下模板表面并定位,所述移动滑板通过动力机构实现与所述上模板的同步联动,当上模板下行时,移动滑板往模具机构方向移动,当上模板上行时,移动滑板反向移动;
10.下料机构,其包括安装在工作台上方能限位承料部上三角形弯折板弯折后的弯折部顶部的挡料板、开设在所述挡料板正下方工作台上的出料口以及设置在出料口下方的收料框。
11.优选的,本发明装置还包括除尘机构,其包括开设在折刀块顶端的吸尘口,所述吸尘口的顶端通过吸气管连接有顶端连接在折刀块下方的气囊,所述气囊的低端固定连接在设置在下模板下方的水平支撑板上,所述折刀块的下方与所述水平支撑板的上表面之间还连接有伸缩弹簧,所述气囊上还连接有排气管,若干所述排气管连接着同一收尘袋,所述吸气管上设置有单向进料阀,所述排气管上设置有单向出料阀。
12.优选的,所述反打机构包括竖直安装在上模板下表面的压杆以及中部铰接安装在所述下模板底面的摆动板,所述摆动板的外端与上方所述压杆上下正对,所述摆动板的内端连接所述折刀块的下端,并且所述摆动板的内端连接着所述气囊的顶面。
13.优选的,所述动力机构包括设置在伸缩气缸顶杆侧壁的齿条,顶杆上端的所述齿条的一侧转动设置有与所述齿条相互啮合的齿轮,所述工作台的尾端竖直安装有安装板,所述安装板的内侧转动安装有转动臂,所述工作台的一侧转动安装有传动杆,所述齿轮的转轴与所述传动杆之间通过第一带轮组连接,所述转动臂的转轴与所述传动杆之间通过第二带轮组连接,所述转动臂的远端设置有第一限位球槽,所述第一限位球槽内转动安装有第一转球,所述移动滑板的远端设置有第二限位球槽,所述第二限位球槽内转动安装有第二转球,所述第一转球与所述第二转球之间通过连杆连接。
14.优选的,所述挡料部包括两个通过压缩弹簧连接的连接块,其中一块所述连接块的内侧设置有的导向孔,另一块所述连接块的内侧设置有延伸至所述导向孔内部的导向杆。
15.优选的,所述承料部靠近限料槽的一侧表面设置有穿槽,所述穿槽能穿过对应所述折刀块。
16.优选的,所述第一上挡块和第二上挡块的高度大于所述第三上挡块的高度。
17.本发明具有如下优点:
18.本发明装置通过模具机构、上料机构、下料机构以及除尘机构间的配合,在驱动模具机构的上模板下压的过程中,能同步的驱动上料机构上料并实现对待冲压的三角形弯折板的精确定位;通过摆动板、气囊以及折刀块间的联动,能在模具机构冲压的瞬间,实现对冲压部位形成碎屑的吸附处理,避免后续冲压过程中形成的负压扰动碎屑,提高了产品的冲压品质,并且此结构,相较于传统的冲压结构,采取反打的方式完成冲压,精简了装置;冲压完成后,在上模板向上复位的过程中,一方面,实现吸附碎屑的进一步收集清理,另一方面,还能自动实现冲压后三角形弯折板自动的下料,从整体上提高了对三角形弯折板的冲压折弯效率。
附图说明
19.图1为本发明的三角形弯折板未折弯和折弯后的结构示意图;
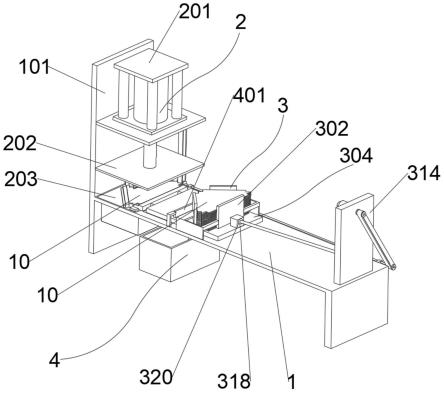
20.图2为本发明的整体结构示意图;
21.图3为本发明的另一视角的局部结构示意图;
22.图4为本发明的图3另一视角的结构示意图;
23.图5为本发明的上料机构的结构示意图;
24.图6为本发明的上模板的底面结构示意图;
25.图7为本发明的下模板及其搭载工作台的结构示意图;
26.图8为本发明的冲压过程中的局部结构示意图;
27.图9为本发明的后端弯折部折弯过程中的局部结构示意图;
28.图中:
29.1-工作台;2-模具机构;3-上料机构;4-下料机构;5-除尘机构;10-三角形弯折板;20-三角板;30-弯折部;
30.101-支撑板;201-伸缩气缸;202-上模板;203-下模板;204-第一上挡块;205-第二上挡块;206-下挡块;207-压杆;208-摆动板;209-折刀块;210-成型入子;211-伸缩弹簧;212-上支撑板;213-折刀槽;214-滑槽;215-水平支撑板;216-穿槽;217-第三上挡块;
31.301-限位筒;302-侧边挡板;304-移动滑板;305-挡料部;306-承料部;307-限料槽;309-齿条;310-齿轮;311-第一带轮组;312-第二带轮组;313-传动杆;314-安装板;315-转动臂;316-第一转球;317-连杆;318-第二转球;319-第一限位球槽;320-第二限位球槽;321-连接块;322-压缩弹簧;
32.501-气囊;502-吸尘口;503-吸气管;504-单向进料阀;505-排气管;506-单向出料阀。
具体实施方式
33.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
34.如图1至图9所示,本发明提供了一种反打折弯机构,包括工作台1、模具机构2、上料机构3、下料机构4以及除尘机构5。
35.其中,工作台1的一侧安装有支撑板101;
36.其中,模具机构2包括安装在所述支撑板101一侧的被伸缩气缸201驱动升降的上模板202以及安装在所述工作台1上与所述上模板202上下正对的下模板203,所述上模板202的下表面设置有成型入子210和上支撑板212,所述上支撑板212和三角形弯折板10的三角板20的形状相当,若干所述成型入子210分布在所述上支撑板212的周围,所述成型入子210的三边间隔折刀槽213分别设置有第一上挡块204、第二上挡块205以及第三上挡块217,所述第三上挡块217垂直于三角形弯折板10的来料方向。并且所述第一上挡块204和第二上挡块205的高度大于所述第三上挡块217的高度。
37.所述下模板203上设置有与上方所述折刀槽213相互对应的滑槽214,所述滑槽214内竖直滑动设置有折刀块209,所述折刀块209外侧的下模板203上表面设置有与对应所述第一上挡块204和第二上挡块205分别上下对应的下挡块206,所述上模板202和下模板203之间设置有反打机构,当上模板202下行至下模板203表面冲压位置时,所述反打机构能驱动折刀块209上行并沿着折刀槽213将三角形弯折板10三边的弯折部30沿着所述成型入子210向上折弯;
38.其中,上料机构3包括滑动安装在工作台1表面的移动滑板304以及悬空安装在所述移动滑板304上方的限位筒301,所述移动滑板304包括位于外则与所述限位筒301下表面
齐平的挡料部305以及位于所述挡料部305内侧下陷的承料部306,所述承料部306的限料槽307的高度与所述三角形弯折板10的厚度相当,所述挡料部305包括两个通过压缩弹簧322连接的连接块321,其中一块所述连接块321的内侧设置有的导向孔323,另一块所述连接块321的内侧设置有延伸至所述导向孔323内部的导向杆324。
39.所述承料部306靠近限料槽307的一侧表面设置有穿槽216,所述穿槽216能穿过对应所述折刀块209。
40.所述承料部306能上料三角形弯折板10至所述下模板203表面并定位,所述移动滑板304通过动力机构实现与所述上模板202的同步联动,当上模板202下行时,移动滑板304往模具机构2方向移动,当上模板202上行时,移动滑板304反向移动;
41.其中,下料机构4包括安装在工作台1上方能限位承料部306上三角形弯折板10弯折后的弯折部30顶部的挡料板401、开设在所述挡料板401正下方工作台1上的出料口402以及设置在出料口402下方的收料框403。
42.其中,除尘机构5包括开设在折刀块209顶端的吸尘口502,所述吸尘口502的顶端通过吸气管503连接有顶端连接在折刀块209下方的气囊501,所述气囊501的低端固定连接在设置在下模板203下方的水平支撑板215上,所述折刀块209的下方与所述水平支撑板215的上表面之间还连接有伸缩弹簧211,所述气囊501上还连接有排气管504,若干所述排气管504连接着同一收尘袋(图中未示出),所述吸气管503上设置有单向进料阀505,所述排气管504上设置有单向出料阀506。
43.所述反打机构包括竖直安装在上模板202下表面的压杆207以及中部铰接安装在所述下模板203底面的摆动板208,所述摆动板208的外端与上方所述压杆207上下正对,所述摆动板208的内端连接所述折刀块209的下端,并且所述摆动板208的内端连接着所述气囊501的顶面。
44.所述动力机构包括设置在伸缩气缸201顶杆侧壁的齿条309,顶杆上端的所述齿条309的一侧转动设置有与所述齿条309相互啮合的齿轮310,所述工作台1的尾端竖直安装有安装板314,所述安装板314的内侧转动安装有转动臂315,所述工作台1的一侧转动安装有传动杆313,所述齿轮310的转轴与所述传动杆313之间通过第一带轮组311连接,所述转动臂315的转轴与所述传动杆313之间通过第二带轮组312连接,所述转动臂315的远端设置有第一限位球槽319,所述第一限位球槽319内转动安装有第一转球316,所述移动滑板304的远端设置有第二限位球槽320,所述第二限位球槽320内转动安装有第二转球318,所述第一转球316与所述第二转球318之间通过连杆317连接。
45.本发明装置的工作原理:
46.一、投料:
47.将堆叠的三角形弯折板10放置在限位筒301中,三角形弯折板10的三个边抵靠在限位筒301的侧边挡板302上,限位筒301的横截面积略大于三角形弯折板10的截面,从而便于三角形弯折板10的轻松放入。
48.初始状态时,移动滑板304的承料部306的限料槽307位于限位筒301的正下方。位于最下方的三角形弯折板10落入承料部306中。
49.二、定位折弯:
50.伸缩气缸201驱动上模板202下降,伸缩气缸201的顶杆在下伸的过程中,顶杆上的
齿条309会驱动齿轮310旋转,从而通过第一带轮组311实现传动杆313的旋转,传动杆313会通过第二带轮组312实现转动臂315在安装板314内侧表面的旋转,转动臂315又会带动连杆317一端连接的移动滑板304沿着工作台1的表面移动,并且移动滑板304前端承料部306滑入下模板203的下方,其上的三角形弯折板10在承料部306上随之滑入的过程中,其前端的三角形弯折板10的两个弯折部30会最先接触到上模板202上向下延伸的第一上挡块204和第二上挡块205的内侧壁并被导向,并且随着移动滑板304的进一步内移,承料部306的限料槽307的内侧槽壁会挤压三角形弯折板10后端的弯折部30,使三角形弯折板10前端的两个弯折部30被充分的限位在第一上挡块204和第二上挡块205的内侧,使三角形弯折板10精确的定位在冲压的位置,即下模板203上的三个折刀块209分别正对上方的三角形弯折板10三边的三个弯折部30。
51.并且在上述冲压定位工作完成的同时,压板207下压至摆动板208的外端,摆动板208的另一端将上抬,其上连接的折刀块209穿过滑槽214以及穿槽216并穿过折刀槽213,并沿着成型入子210将三角形弯折板10的三个弯折部30向上进行垂直折弯。
52.在此过程中需要克服的难题是定位完成后,承料部306的位置不再变化,但是随着冲压工作的进行,伸缩气缸201的顶杆进一步的下降,会推动移动滑板304的进一步移动,形成矛盾。
53.本发明通过将挡料部305分成两个连接块321从而解决上述问题,移动滑板304进一步移动时,只会挤压后面的连接块321向着前面的连接块321靠近,并不会影响与前端连接块321固定连接的承料部306的移动,从而有效克服上述问题。
54.并且冲压过程中位于后端的弯折部30并不会像内侧的两个弯折部30分别受到上下压合的第一上挡块204和下挡块206还以第二上挡块205和下挡块206的支撑。支撑后端的弯折部30的承料部306的限料槽307受限于动力机构稳定性并不高,容易使当侧的弯折部30折弯的过程中发生偏折,从而影响加工精度。但是本发明的上述设置方式,可以在冲压的瞬间,通过压缩弹簧322给承料部306一个向内的挤压力,从而使挡料部305上方接触的第三上挡块217形成对后端弯折部30的有效支撑。
55.并且上述冲压过程中,摆动板208内端下方连接的气囊501会随之上移,伸缩弹簧211处于被拉伸的状态,致使气囊501的体积增大,内部形成负压,在负压的作用下,折刀块209在对弯折板30部位冲压过程中形成的碎屑将会沿着吸尘口502经吸气管503进入气囊501中,从而可以将冲压过程中形成的碎屑及时的吸附走,避免被冲压过程中形成的其他负压被带到模具的表面。
56.三、下料:
57.待冲压完成后,伸缩气缸201驱动上模板202上移,压板207从摆动板208的远端的表面移开,在被拉伸的伸缩弹簧211的弹性力作用下,摆动板208的内端及其上的折刀块209将下移,气囊501内部的气体被挤压,从而将气囊501中的碎屑沿着排气管504排出,便于气囊501中的碎屑能够及时清理。并且随着上模板202的进一步上移,在动力机构的作用下,移动滑板304将搭载其上被折弯后的三角形弯折板10外移,在外移的过程中,三角形弯折板10三边翘起的弯折板30将会被挡料板401拦截,当移动滑板304完全从出料口402的一侧移开后,被限位的冲压好的三角形弯折板10将在重力的作用下落料至收料框403中。
58.本发明装置通过模具机构2、上料机构3、下料机构4以及除尘机构5间的配合,在驱
动模具机构2的上模板202下压的过程中,能同步的驱动上料机构3上料并实现对待冲压的三角形弯折板10的精确定位;通过摆动板208、气囊501以及折刀块209间的联动,能在模具机构2冲压的瞬间,实现对冲压部位形成碎屑的吸附处理,避免后续冲压过程中形成的负压扰动碎屑,提高了产品的冲压品质,并且此结构,相较于传统的冲压结构,采取反打的方式完成冲压,精简了装置;冲压完成后,在上模板202向上复位的过程中,一方面,实现吸附碎屑的进一步收集清理,另一方面,还能自动实现冲压后三角形弯折板10自动的下料,从整体上提高了对三角形弯折板10的冲压折弯效率。
59.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1