一种复合材料内嵌C型衬套安装装置的制作方法
一种复合材料内嵌c型衬套安装装置
技术领域
1.本发明及压装设备的技术领域,更具体的说是涉及一种复合材料内嵌c型衬套安装装置。
背景技术:
2.由于复合材料存在蠕变,在和其他材料进行螺栓装配时会存在掉扭的问题,所以在复合材料中内嵌金属c型衬套解决此类问题。一般的c型衬套安装方式为过盈配合,衬套压入复材产品是用人工手动压入,在产品下垫好木质垫块,衬套放置在产品孔位置,用橡胶锤将衬套砸入产品的安装孔内,保证金属衬套与复合材料产品孔之间为过盈配合但是由于复材本身无塑性变形,人工压入衬套时,衬套压入质量无法保证,且容易将产品压裂,导致产品报废,同时也无法保证衬套与复材表面的平齐度。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的在于提供一种复合材料内嵌c型衬套安装装置,该种安装装置能够自动识别待压装件以实现自动驱动衬套压装机构运动,且自动进行衬套的压装,避免装配导致的复材破坏及无法保证平齐度的问题,同时提升工作效率。
4.为实现上述目的,本发明提供了如下技术方案:
5.一种复合材料内嵌c型衬套安装装置,包括机架、安装托架以及衬套压装机构,所述机架上设有安装槽,所述安装托架可升降的位于安装槽内,所述安装托架上放置有待压装件,所述安装托架的四周绕设有一圈滑架,所述滑架的相对两侧与安装槽的内侧面滑动连接,所述滑架上设有与滑架滑动连接的滑块,所述衬套压装机构滑动连接在滑块上,所述机架上还设有控制器和动力组,所述动力组用于驱动滑架、滑块以及衬套压装机构运动;
6.所述衬套压装机构包括支撑架以及位于支撑架上的冲头、冲压动力源和送料滑道,所述送料滑道位于冲头下方,所述冲头下方的送料滑道上设有送料孔,所述冲压动力源驱动冲头运动以使所述冲头将送料孔上的衬套压入待压装件的安装孔内;所述冲头上还设有摄像头;
7.所述控制器内包括有采集模块、计算模块以及控制模块;
8.所述采集模块,获取摄像头采集得到待压装件的安装孔图像信息作为实际图像信息;
9.所述计算模块,获取所述采集模块中的实际图像信息,根据所述实际图像信息分析计算得到冲头与安装孔的高度差值、水平直线距离值以及错位直线距离值;
10.所述控制模块,获取所述计算模块中的高度差值、水平直线距离值以及错位直线距离值,根据所述高度差值、水平直线距离值以及错位直线距离值分别控制滑架、滑块以及衬套压装机构运动至对应位置。
11.进一步的,所述控制器内包括有产品库,所述产品库内包括有若干不同产品信息,若干所述产品信息包括产品型号信息和产品尺寸信息,所述产品型号信息反映待压装件的
类别,所述产品尺寸信息反映待压装件上安装孔之间的距离值以及待压装件的尺寸值,所述产品型号信息与产品尺寸信息一一对应;
12.所述控制器内还包括有接收模块,所述接收模块获取用户输入的产品型号信息;
13.所述控制模块还包括控制子模块,所述控制子模块获取接收模块中的产品型号信息,根据所述产品型号信息在产品库中索引对应的产品尺寸信息,根据产品尺寸信息控制滑块在滑架上移动至下一安装孔处。
14.进一步的,所述控制器内还包有分析模块,所述分析模块获取控制子模块中的产品尺寸信息和采集模块中的实际图像信息,根据所述产品尺寸信息分析得到待压装件的形状作为实际形状信息,根据所述实际图像信息分析冲头与待压装件的位置作为位置信息,根据实际形状信息和位置信息判断得到第一运动命令或第二运动命令,所述第一运动命令反映衬套压装机构运动,所述第二运动命令反映滑架运动。
15.进一步的,所述衬套压装机构还包括定位销,所述定位销位于送料孔的正下方,所述定位销包括支撑部和插销部,所述插销部位于支撑部上表面中心处。
16.进一步的,所述支撑部上表面设有缓冲槽,所述插销部一端位于缓冲槽内,且所述插销部与缓冲槽之间设有缓冲压簧。
17.进一步的,所述插销部位于缓冲槽外的部分直径小于安装孔的直径。
18.进一步的,所述送料孔的直径大于冲头的直径。
19.进一步的,所述送料孔一侧设有用于阻挡衬套越过送料孔的挡料机构。
20.进一步的,所述挡料机构包括挡板以及推送气缸,所述推送气缸驱动挡板向送料滑道输送方向相反一侧运动,以使挡板将衬套推回送料孔上。
21.进一步的,所述安装托架的底部设有若干组用于带动安装托架升降的顶升组件。
22.本发明的有益效果:1、通过设置安装托架能够将待压装件平稳的放置且进行夹持,避免压装过程中发生移位,再通过衬套压装机构能够将c型衬套平稳的压入待压装件的安装孔内,以实现衬套与待压装件(复合材料)表面的平齐度,相对于传统的手工压装方式,本发明的压装结构即效率高,又能够最大程度避免c型衬套压装损坏,且最大避免待压装件破裂。
23.2、通过冲头上的摄像头能够识别第一个压装的安装孔图像,再根据用户输入的产品信息能够识别产品的形状和尺寸,最后滑架、滑块以及衬托压装机构的移动能够使得衬托压装机构自动移动至安装孔处,由送料滑道进行自动补料,由冲头和定位销的配合能够准确且快速的将送料孔上的衬套压入安装孔内,以实现自动化压装。
附图说明
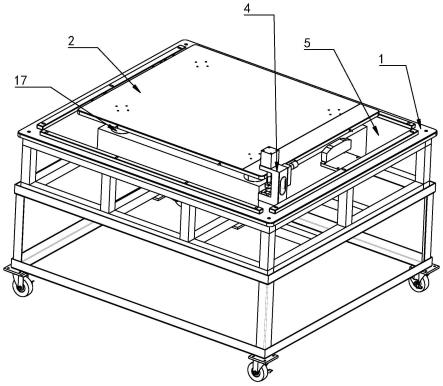
24.图1是本发明的整体结构图;
25.图2是本发明中控制器的内部模块连接图;
26.图3是本发明中滑架和滑块的结构图;
27.图4是本发明中衬套压装结构和送料滑道的结构图;
28.图5是本发明中衬套压装结构的剖视图;
29.图6是本发明中待压装件放置压装结构图。
30.附图标记:1、机架;2、安装托架;3、待压装件;4、衬套压装机构;5、安装槽;6、安装
孔;7、滑架;8、滑块;9、支撑架;10、冲头;11、冲压动力源;12、送料滑道;13、送料孔;14、定位销;141、支撑部;142、插销部;15、缓冲槽;16、缓冲压簧;17、顶升组件;101、采集模块;102、计算模块;103、控制模块;104、接收模块;105、控制子模块;106、分析模块。
具体实施方式
31.下面结合附图和实施例,对本发明进一步详细说明。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
32.由于复合材料存在蠕变,在和其他材料进行螺栓装配时会存在掉扭的问题,所以在复合材料中内嵌金属c型衬套解决此类问题。一般的c型衬套安装方式为过盈配合,衬套压入复材产品是用人工手动压入,在产品下垫好木质垫块,衬套放置在产品孔位置,用橡胶锤将衬套砸入产品的安装孔65内,保证金属衬套与复合材料产品孔之间为过盈配合但是由于复材本身无塑性变形,人工压入衬套时,衬套压入质量无法保证,且容易将产品压裂,导致产品报废,同时也无法保证衬套与复材表面的平齐度;因此本发明设计这种复合材料内嵌c型衬套安装装置,具体结构如图1、图3、图4和图6所示,包括机架1、安装托架2(本发明中的安装托架2为一块托板)以及衬套压装机构4,机架1上设有安装槽5,安装托架2可升降的位于安装槽5内,安装托架2上放置有待压装件3(复合材料的外壳板,该外壳板的四周边沿处均具有安装孔6,安装孔6内需要压装入c型衬套),如图3所示,安装托架2的四周绕设有一圈水平的滑架7,滑架7的两条边之间的连接处是弧形的,若待压装件3是长方形的,则滑架7也为长方形,滑架7的两条长边与安装槽5的内侧面滑动连接,滑架7上设有与滑架7滑动连接的滑块8,其中,滑块8与滑架7的连接方式可以是一个滚轮,滑架7的内侧面有滚轮通道,滑块8上的滚轮可以在滚轮通道内滚动,衬套压装机构4滑动连接在滑块8上,即滑块8的上表面设有轨道,该轨道的长度方向与滑架7的边始终是垂直的,即衬套压装机构4滑动时是直线向着待压装件3滑动或垂直待压装件3方向远离,机架1上还设有控制器和动力组,动力组用于驱动滑架7、滑块8以及衬套压装机构4运动,具体的,动力组包括有驱动滑架7滑动的第一动力源、驱动滑块8滑动的第二动力源以及驱动衬套压装机构4滑动的第三动力源。
33.如图4所示,衬套压装机构4包括支撑架9以及位于支撑架9上的冲头10、冲压动力源11(气缸)和送料滑道12,送料滑道12位于冲头10下方,冲头10下方的送料滑道12上设有送料孔13,送料孔13的直径是大于冲头10的直径,送料孔13的直径与衬套的直径相同或稍大于,冲压动力源11驱动冲头10向下运动,以使冲头10将送料孔13上的衬套压入待压装件3的安装孔6内,该种压装的过程是冲头10竖直向下压入,其衬套受力是均匀的,不会出现偏移导致衬套一侧过盈,另一侧翘起,压装后衬套与待压装件3的上表面能够平齐;冲头10上还设有摄像头;本发明优点是通过设置安装托架2能够将待压装件3平稳的放置且进行夹持,避免压装过程中发生移位,再通过衬套压装机构4能够将型衬套平稳的压入待压装件3的安装孔6内,以实现衬套与待压装件3(复合材料)表面的平齐度,相对于传统的手工压装方式,本发明的压装结构即效率高,又能够最大程度避免c型衬套压装损坏,且最大避免待压装件3破裂。
34.如图5所示,衬套压装机构4还包括定位销14,定位销14位于送料孔13的正下方,定
位销14包括支撑部141和插销部142,插销部142位于支撑部141上表面中心处,插销部142位于缓冲槽15外的部分直径小于安装孔6的直径,压装时,插销部142从下往上穿过安装孔6,待压装件3支撑在支撑部141上,裸露在安装孔6外的插销部142上用于套设衬套,上方的冲头10向下压能够准确的将送料孔13掉落在插销部142上的衬套压入安装孔6内,其定位销14的作用是起到一个定位的作用,为了便于插销部142穿过安装孔6,安装托架2的底部设有若干组用于带动安装托架2升降的顶升组件17,顶升组件17为四组,且均包括螺杆,螺杆螺纹连接在机架1上。
35.支撑部141上表面设有缓冲槽15,插销部142一端位于缓冲槽15内,且插销部142与缓冲槽15之间设有缓冲压簧16,压装时定位销14可以上下运动,这样可以保证未工作前,衬套放置位置与产品孔同心,从而避免将产品压裂。
36.为了避免送料滑道12内的衬套滑动时越过送料孔13,而为掉落至送料孔13下方的插销部142上,因此在送料孔13一侧设有用于阻挡衬套越过送料孔13的挡料机构;挡料机构包括挡板以及推送气缸,推送气缸驱动挡板向送料滑道12输送方向相反一侧运动,以使挡板将衬套推回送料孔13上。
37.系统部分:
38.如图2所示,控制器内包括有采集模块101、计算模块102以及控制模块103;
39.采集模块101,获取摄像头采集得到待压装件3的安装孔6图像信息作为实际图像信息,具体的,摄像头采集的是冲头10前侧待压装件3的图像,即实际图像信息中包括有待压装件3的边沿图像以及若干个安装孔6;
40.计算模块102,获取采集模块101中的实际图像信息,根据实际图像信息分析计算得到冲头10与安装孔6的高度差值、水平直线距离值以及错位直线距离值,具体的,高度差值反映的是冲头10初始状态时与待压装件3上安装孔6之间的高度,即为z方向上,水平直线距离值反映的是当冲头10与安装孔6对齐时,冲头10的中轴线与安装孔6的中轴线之间的直径距离,即为y方向上,错位直线距离值反映的是当冲头10位于安装孔6对齐时,冲头10需要移动的距离,即为x放向上;
41.控制模块103,获取计算模块102中的高度差值、水平直线距离值以及错位直线距离值,根据高度差值、水平直线距离值以及错位直线距离值分别控制滑架7、滑块8以及衬套压装机构4运动至对应位置,该处的对应位置指的是冲头10移动至第一个待压的安装孔6正上方。
42.如图2所示,控制器内包括有产品库,产品库内包括有若干不同产品信息,若干产品信息包括产品型号信息和产品尺寸信息,产品型号信息反映待压装件3的类别,比如有a型、b型以及c型,但都是长方形的或正方形的,产品尺寸信息反映待压装件3上安装孔6之间的距离值以及待压装件3的尺寸值,即两个安装孔6之间的距离和待压装件3的边沿长度、宽度以及有多个安装孔6,产品型号信息与产品尺寸信息一一对应;
43.控制器内还包括有接收模块104,接收模块104获取用户输入的产品型号信息,比如输入的是a型号;
44.控制模块103还包括控制子模块105,控制子模块105获取接收模块104中的a型号,根据a型号在产品库中索引对应的产品尺寸信息,比如索引出的是长方形,其各尺寸均索引出,冲头10已经将第一个安装孔6压装完成,控制子模块105能够将尺寸索引出,根据相邻两
个安装孔6之间的距离,以控制滑块8在滑架7上移动该距离即可。
45.如图2所示,控制器内还包有分析模块106,分析模块106获取控制子模块105中的产品尺寸信息和采集模块101中的实际图像信息,根据产品尺寸信息分析得到待压装件3的形状作为实际形状信息,根据实际图像信息分析冲头10与待压装件3的位置作为位置信息,根据实际形状信息和位置信息判断得到第一运动命令或第二运动命令,第一运动命令反映衬套压装机构4运动,第二运动命令反映滑架7运动,比如,实际的待压装件3是正方形的,且此时冲头10位于滑架7的短边处,冲头10此时需要压装待压装件3的短边上的安装孔6,则此时应该接收第二运动命令控制滑架7向前移动,使得冲头10靠近安装孔6,若为长方形,则只需接收第一运动命令控制衬套压装机构4在滑块8上移动。
46.配合的系统部分优点是通过冲头10上的摄像头能够识别第一个压装的安装孔6图像,再根据用户输入的产品信息能够识别产品的形状和尺寸,最后滑架7、滑块8以及衬托压装机构的移动能够使得衬托压装机构自动移动至安装孔6处,由送料滑道12进行自动补料,由冲头10和定位销14的配合能够准确且快速的将送料孔13上的衬套压入安装孔6内,以实现自动化压装。
47.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1