激光加工连续图形的装置与方法及电子器件蚀刻装置与方法与流程
1.本发明涉及激光加工技术领域,尤其涉及激光加工连续图形的装置与方法。
背景技术:
2.工业应用中,很多时候需要在工件不同表面实现连续图形的加工。通常的做法是先将其中一个面正对激光,在该面上加工连续图形的一段,再将工件翻转一定角度,使第二个面正对激光,在第二个面上加工连续图形的另一段,以此类推,最终通过不同面上图形的拼接形成连续图形。
3.然而传统的拼接方式对工件定位精度要求很高,采用一般的机械结构对工件进行多次移动定位往往难以实现理想的拼接精度。为了保证精度,机械结构的复杂度会随之增加,因此造成生产成本的增加,尤其对于较大型的工件,其机械结构复杂度及成本的增加更为明显;同时,为了提高精度需要对工件的各个面分别进行位置校正,生产效率因此受到影响。
技术实现要素:
4.本发明针对现有技术存在之缺失,提供一种激光加工连续图形的装置与方法,以及电子器件蚀刻装置与方法,在保证加工精度的同时能够降低机械结构的复杂度,减少生产成本,提高生产效率。
5.为实现上述目的,本发明采用如下之技术方案:
6.一种激光加工连续图形的装置,包括控制单元、激光三维扫描单元和反射单元,工件具备第一待加工区域和第二待加工区域,激光三维扫描单元与第一待加工区域相对设置,第一待加工区域位于激光三维扫描单元的激光焦点范围内,反射单元设置于第二待加工区域侧旁,第二待加工区域位于所述激光经反射单元反射后的焦点范围内;
7.所述控制单元控制激光按照第一待加工区域的预设轨迹坐标由所述激光三维扫描单元出射至所述第一待加工区域、按照第二待加工区域的预设轨迹坐标由所述激光三维扫描单元出射后经反射单元反射至所述第二待加工区域;
8.所述第一待加工区域和第二待加工区域相邻接,所述第一待加工区域的预设轨迹坐标对应第一待加工区域目标图形的空间坐标,所述第二待加工区域的预设轨迹坐标对应第二待加工区域目标图形通过所述反射单元成像的空间坐标,所述第一待加工区域的目标图形和第二待加工区域的目标图形在两区域邻接处连续。
9.作为一种优选方案,所述工件包括至少两个相邻接的待加工面,所述待加工面包括一主加工面和至少一侧加工面,所述第一待加工区域位于主加工面上,所述第二待加工区域位于侧加工面上;
10.所述反射单元包括至少一反射镜,各反射镜分别与各侧加工面对应设置,位于各侧加工面侧旁,分别用于反射激光至各反射镜对应的侧加工面上。
11.作为一种优选方案,所述反射单元还包括位置调节机构,所述位置调节机构包括
平移组件或第一旋转组件;
12.所述平移组件用于带动所述反射镜相对于其所对应的所述侧加工面平移,所述第一旋转组件用于带动所述反射镜相对于其所对应的所述侧加工面旋转;
13.所述反射镜固定于所述平移组件或所述第一旋转组件上。
14.作为一种优选方案,所述装置还包括工件定位单元,所述工件定位单元包括工件定位机构、工件姿态调整机构和驱动机构;
15.所述工件姿态调整机构包括三维平移组件,及设置于所述三维平移组件上的第二旋转组件;
16.所述工件通过工件定位机构固定于所述第二旋转组件上;
17.所述控制单元与驱动机构连接,控制驱动机构驱动工件姿态调整机构动作。
18.一种激光加工连续图形的方法,包括步骤:
19.确定工件及反射单元在激光加工坐标系中的预设位置,根据工件在激光加工坐标系中的预设位置获取工件第一待加工区域及第二待加工区域目标图形的空间坐标;
20.将工件第一待加工区域目标图形的空间坐标设置为第一待加工区域的预设轨迹坐标;根据工件第二待加工区域目标图形的空间坐标及反射单元在激光加工坐标系中的预设位置,确定第二待加工区域目标图形通过所述反射单元成像的空间坐标,将该成像的空间坐标设置为第二待加工区域的预设轨迹坐标;
21.控制激光按照第一待加工区域的预设轨迹坐标出射至第一待加工区域、按照第二待加工区域的预设轨迹坐标出射至反射单元,经反射单元反射至第二待加工区域;
22.其中,所述激光加工坐标系为激光三维扫描单元的加工坐标系,所述第一待加工区域与第二待加工区域相邻接,所述第一待加工区域和第二待加工区域的目标图形在两区域邻接处连续。
23.作为一种优选方案,在所述控制激光出射的步骤前还包括步骤:
24.测量工件在激光加工坐标系中的实际位置;
25.计算该实际位置与工件在激光加工坐标系中预设位置的误差;
26.根据该误差获取校正参数;
27.根据该校正参数调整工件姿态,或者根据该校正参数对所述第一待加工区域及所述第二待加工区域的预设轨迹坐标进行调整。
28.作为一种优选方案,所述确定工件及反射单元在激光加工坐标系中预设位置的步骤通过建模实现,包括:
29.在激光加工坐标系中分别建立工件及反射单元的模型;
30.调整工件模型位置,使工件模型的第一待加工区域面向激光出射方向、位于激光焦点范围内;
31.调整反射单元模型位置,使工件模型的第二待加工区域在反射单元模型中所呈的像位于激光焦点范围内;
32.平移或旋转反射单元模型,使反射单元模型与工件模型不干涉;
33.获取此时工件模型标定点在激光加工坐标系中的空间坐标以标识工件的预设位置,获取此时反射单元模型标定点在激光加工坐标系中的空间坐标以标识反射单元的预设位置。
34.作为一种优选方案,所述图形包括线条,同一线条分别位于所述第一待加工区域与所述第二待加工区域的部分均包括两端点,所述线条位于各区域邻接处的端点重合。
35.一种电子器件蚀刻装置,包括控制单元、激光三维扫描单元和反射单元,该电子器件具备涂敷有导电层的第一待蚀刻区域和第二待蚀刻区域,激光三维扫描单元与第一待蚀刻区域相对设置,第一待蚀刻区域位于激光三维扫描单元的激光焦点范围内,反射单元设置于第二待蚀刻区域侧旁,第二待蚀刻区域位于所述激光经反射单元反射后的焦点范围内;
36.所述控制单元控制激光按照第一待蚀刻区域的预设轨迹坐标由所述激光三维扫描单元出射至所述第一待蚀刻区域、按照第二待蚀刻区域的预设轨迹坐标由所述激光三维扫描单元出射后经反射单元反射至所述第二待蚀刻区域;
37.所述第一待蚀刻区域和第二待蚀刻区域相邻接,所述第一待蚀刻区域的预设轨迹坐标对应第一待蚀刻区域目标蚀刻线的空间坐标,所述第二待蚀刻区域的预设轨迹坐标对应第二待蚀刻区域目标蚀刻线通过所述反射单元成像的空间坐标,所述第一待蚀刻区域的目标蚀刻线和第二待蚀刻区域的目标蚀刻线在两区域邻接处的端点重合。
38.作为一种优选方案,所述电子器件具备三个相邻接的待蚀刻面,包括主蚀刻面,以及位于主蚀刻面两侧分别与主蚀刻面相邻接的第一侧蚀刻面和第二侧蚀刻面,所述第一待蚀刻区域位于主蚀刻面上,所述第二待蚀刻区域位于第一侧蚀刻面和第二侧蚀刻面上;
39.所述反射单元包括第一反射镜和第二反射镜,第一反射镜位于所述第一侧蚀刻面侧旁,用于反射激光至所述第一侧蚀刻面上,第二反射镜位于所述第二侧蚀刻面侧旁,用于反射激光至所述第二侧蚀刻面上。
40.一种电子器件蚀刻方法,包括步骤:
41.确定电子器件及反射单元在激光加工坐标系中的预设位置,根据电子器件在激光加工坐标系中的预设位置获取电子器件第一待蚀刻区域及第二待蚀刻区域目标蚀刻线的空间坐标;
42.将电子器件第一待蚀刻区域目标蚀刻线的空间坐标设置为第一待蚀刻区域的预设轨迹坐标;根据电子器件第二待蚀刻区域目标蚀刻线的空间坐标及反射单元在激光加工坐标系中的预设位置,确定第二待蚀刻区域目标蚀刻线通过所述反射单元成像的空间坐标,将该成像的空间坐标设置为第二待蚀刻区域的预设轨迹坐标;
43.控制激光按照第一待蚀刻区域的预设轨迹坐标出射至第一待蚀刻区域、按照第二待蚀刻区域的预设轨迹坐标出射至反射单元,经反射单元反射至第二待蚀刻区域;
44.其中,所述激光加工坐标系为激光三维扫描单元的加工坐标系,所述第一待蚀刻区域与第二待蚀刻区域相邻接,所述第一待蚀刻区域和第二待蚀刻区域的目标蚀刻线在两区域邻接处的端点重合。
45.作为一种优选方案,在所述控制激光出射的步骤前还包括步骤:
46.测量电子器件在激光加工坐标系中的实际位置;
47.计算该实际位置与电子器件在激光加工坐标系中预设位置的误差;
48.根据该误差获取校正参数;
49.根据该校正参数调整电子器件的姿态,或者根据该校正参数对所述第一待蚀刻区域及所述第二待蚀刻区域的预设轨迹坐标进行调整。
50.本发明与现有技术相比具有明显的优点和有益效果,具体而言,当工件各待加工区域不能同时处于激光可加工范围时,通过设置激光三维扫描单元和反射单元,使工件的某一待加工区域位于激光三维扫描单元的激光焦点范围内,激光三维扫描单元的激光按照该待加工区域目标图形所对应的预设轨迹出射,即可落至该待加工区域形成目标图形;使激光三维扫描单元的激光按照另一待加工区域目标图形经反射单元成像所对应的预设轨迹出射,再经反射单元反射至工件的该另一待加工区域,因目标图形与其经反射单元所成的像关于反射单元对称,激光出射轨迹对应反射单元所成像,但实际并不能到达该像的位置,而是会经反射单元反射至该像关于反射单元的对称位置,因此,激光经反射单元反射后实际到达的位置即该另一代加工区域的目标图形位置,从而可加工形成该另一待加工区域的目标图形。当各待加工区域相邻接,而各待加工区域的预设轨迹所对应的目标图形在各区域邻接处的对应点重合时,即可保证激光在两区域邻接处的落点重合,从而使得两区域的图形连续。
51.采用本发明的上述方案,通过额外设置反射单元,并结合不同待加工区域激光预设轨迹的巧妙设置,即可实现工件不同待加工区域连续图形的加工。加工过程中无需变换工件位置,因此加工精度不再取决于辅助工件移动定位的机械结构,而仅取决于激光三维扫描单元中三维振镜的运动精度。由于三维振镜的精确度很高,从而有效保证了加工精度;同时,降低了对机械结构的要求,可以降低成本;加工过程无需变换工件位置,因此可节省多次位置校正所需的时间,提高生产效率。
附图说明
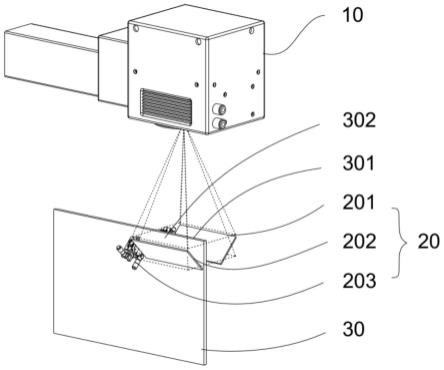
52.图1为本发明一实施例激光加工连续图形的装置结构示意图;
53.图2为本发明一实施例激光三维扫描单元结构示意图;
54.图3为本发明一实施例激光三维扫描单元焦点范围示意图;
55.图4为本发明一实施例工件待加工区域示意图;
56.图5为本发明一实施例电子器件结构示意图;
57.图6为本发明一实施例电子器件导电层蚀刻原理示意图;
58.图7为图6中m处的放大图。
59.附图标记说明:
60.10.激光三维扫描单元,101.激光器,102.xy振镜,103.扩束镜,104.聚焦镜,105.焦平面;20.反射单元,201.第一反射镜,202.第二反射镜,203.位置调节机构;30.工件,301.第一待加工区域,302.第二待加工区域;80.电子器件,81.主蚀刻面,82.第一侧蚀刻面,83.第二侧蚀刻面,84.导电层,85.蚀刻线,86.第一待蚀刻区域,87.第二待蚀刻区域。
具体实施方式
61.为更清楚地阐述本发明,下面结合附图与具体实施例进行详细说明。
62.参考图1,在本发明一实施例中,激光加工连续图形的装置,包括控制单元、激光三维扫描单元10和反射单元20,工件30具备第一待加工区域301和第二待加工区域302,激光三维扫描单元10与第一待加工区域301相对设置,第一待加工区域301位于激光三维扫描单元10的激光焦点范围内,反射单元20设置于第二待加工区域302侧旁,第二待加工区域302
位于激光经反射单元20反射后的焦点范围内;控制单元控制激光按照第一待加工区域301的预设轨迹坐标由激光三维扫描单元10出射至第一待加工区域301、按照第二待加工区域302的预设轨迹坐标由激光三维扫描单元10出射后经反射单元20反射至第二待加工区域302;第一待加工区域301和第二待加工区域302相邻接,第一待加工区域301的预设轨迹坐标对应第一待加工区域301目标图形的空间坐标,第二待加工区域302的预设轨迹坐标对应第二待加工区域302目标图形通过反射单元20成像的空间坐标,第一待加工区域301的目标图形和第二待加工区域302的目标图形在两区域邻接处连续。
63.其中,激光三维扫描单元10具有较为成熟的配置,参考图2,包括激光器101、三维振镜及聚焦镜104,激光器101产生的激光经三维振镜调整出射角度,再经聚焦镜104聚焦至目标位置。
64.控制单元通常为工业计算机,内部设置激光扫描所依据的预设轨迹,预设轨迹上不同的点对应激光聚焦的不同目标位置,因此预设轨迹实际对应不同焦点位置的坐标。工业计算机配合数据转换接口,控制三维振镜根据激光预设轨迹动作,从而控制激光按照预设轨迹上不同坐标的点所对应的角度出射,形成加工轨迹。
65.三维振镜包括xy振镜102及扩束镜103,xy振镜102动作可调整激光焦点落在xy平面上振镜行程范围内的任意位置,通常将该范围内的xy平面称为激光焦平面105;扩束镜103移动可调整激光焦点在z方向扩束镜103行程范围内的位置,即焦平面105在z方向的位置可调。xy振镜102与扩束镜103配合动作,即可实现激光焦点落在xyz三维空间一定范围内的任意坐标位置,具体范围由xy振镜102及扩束镜103的行程决定。如图3所示:l1d1为激光在z方向行程上限的焦平面105,l5d5为激光在z方向行程下限的焦平面105,激光焦点可落在l1d1和l5d5两个平面所包含空间范围内的任意坐标位置。
66.激光三维扫描单元10虽然能够实现激光焦点在一定范围三维空间内的任意调整,但当工件30各待加工区域不能同时处于激光可加工的范围时,例如各待加工区域分别位于工件30不同的待加工面上,某待加工面被其他待加工面遮挡或某待加工面与激光中心光束平行使激光无法直接出射至该待加工面,或者各待加工区域虽然位于工件30同一待加工面上,但某待加工区域被其他待加工区域遮挡使激光无法直接出射至该待加工区域,所述不同情况可参考图4,此时,激光三维扫描单元10将无法同时实现各待加工区域的加工。
67.本实施例在激光三维扫描单元10之外增设了反射单元20,按照是否能被激光直射,将工件30各待加工区域划分为第一待加工区域301和第二待加工区域302,如图4。结合图1,设置工件30,使第一待加工区域301与激光三维扫描单元10相对,即第一待加工区域301面对激光三维扫描单元10激光出射的方向,且第一待加工区域301位于激光三维扫描单元10的激光焦点范围内,使激光三维扫描单元10的激光出射后能够直接落至第一待加工区域301,控制激光按照第一待加工区域301目标图形的空间坐标所对应的预设轨迹出射,即可使激光焦点落至第一待加工区域301的目标图形位置,从而加工形成该区域的目标图形。使工件30第二待加工区域302位于激光经反射单元20反射后的焦点范围内,即,使激光三维扫描单元10的激光经反射单元20反射后形成的焦点能够落至第二待加工区域302,控制激光按照第二待加工区域302目标图形经反射单元20成像的空间坐标所对应的预设轨迹出射,由于第二待加工区域302的目标图形与其经反射单元20所成的像关于反射单元20对称,激光出射轨迹对应反射单元20所成像的空间坐标,但激光实际不能到达该像的位置,而是
会经反射单元20反射至该像关于反射单元20的对称位置,该位置即第二待加工区域302的目标图形位置,因此,激光经反射单元20反射后的焦点实际落至第二待加工区域302的目标图形位置,从而可在第二待加工区域302加工形成相应的目标图形。
68.当第一待加工区域301与第二待加工区域302相邻接,只要保证两待加工区域的预设轨迹所对应的目标图形在区域邻接处连续,即可保证激光加工所获得两区域的图形连续。激光通过聚焦在工件30表面形成加工痕迹,加工轨迹实际是激光焦点经三维振镜扫描后在空间中形成的点集,因此,激光加工图形的最小单位是点,两待加工区域的预设轨迹所对应的目标图形在区域邻接处连续,实际就是各目标图形在区域邻接处的对应点重合。
69.本实施例实现工件30不同待加工区域连续图形的加工,无需变换工件30位置,因此无需引入辅助工件30移动定位的机械结构,也就不会引入机械结构的误差,装置结构一旦设定完毕,加工精度就只取决于三维振镜的精度。而三维振镜的xy振镜102及扩束镜103均由精密伺服电机驱动,因此其精度很高,定位精度误差可以达到5um以下,传统用于辅助工件30移动定位的机械结构精度误差通常会超出100um,相较之下,本实施例的加工精度获得明显提升。在精度得到保证的同时,由于无需引入辅助工件30移动定位的机械结构,因此可以降低成本;由于加工过程无需变换工件30位置,因此可节省多次位置校正所需的时间,提高生产效率。
70.此外,反射单元20独立于激光三维扫描单元10设置,可以使整个装置灵活适用于各种不同的工件30,兼容性更高。对于不同的工件30,其待加工区域的分布位置也会不同。参考图4,第一待加工区域301和第二待加工区域302可以是分别位于工件30不同待加工面上的区域,也可以是位于工件30同一待加工面上的不同区域。无论待加工区域的位置如何分布,只要将反射单元20设置在相对于激光三维扫描单元10和工件30的适当位置即可,参考下面的较佳实施例。
71.在该较佳实施例中,工件30包括至少两个相邻接的待加工面,待加工面包括一主加工面和至少一侧加工面,第一待加工区域301位于主加工面上,第二待加工区域302位于侧加工面上;相应的,反射单元20包括至少一反射镜,各反射镜分别与各侧加工面对应设置,位于各侧加工面侧旁,分别用于反射激光至各反射镜对应的侧加工面上。
72.参考图1和图4,工件30包括两个相邻接的待加工面,一主加工面和一侧加工面,第一待加工区域301位于主加工面上,第二待加工区域302位于侧加工面上;反射单元20包括一反射镜,该反射镜与侧加工面对应设置,位于侧加工面侧旁,用于反射激光至该侧加工面上。
73.或者,工件30包括三个相邻接的待加工面,一主加工面和两个侧加工面,分别为第一侧加工面和第二侧加工面,第一侧加工面和第二侧加工面分别位于主加工面的两侧,与主加工面相邻接,第一待加工区域301位于主加工面上,第二待加工区域302分别位于两个侧加工面上;反射单元20包括第一反射镜201和第二反射镜202,第一反射镜201与第一侧加工面对应设置,位于第一侧加工面侧旁,用于反射激光至第一侧加工面上,第二反射镜202与第二侧加工面对应设置,位于第二侧加工面侧旁,用于反射激光至第二侧加工面上。
74.在一较佳实施例中,反射单元20还包括位置调节机构203,位置调节机构203包括平移组件或第一旋转组件;平移组件用于带动反射镜相对于其所对应的侧加工面平移,第一旋转组件用于带动反射镜相对于其所对应的侧加工面旋转;反射镜固定于平移组件或第
一旋转组件上。
75.平移组件采用丝杆、滑块的组合结构,可以手动调节或电机驱动,用于调整反射镜与对应侧加工面的距离;第一旋转组件采用转台结构,可以手动调节或电机驱动,用于调整反射镜与对应侧加工面的夹角。通过设置上述结构,便于在加工前对反射镜的位置进行调整。
76.在另一较佳实施例中,该装置还包括工件30定位单元,工件30定位单元包括工件30定位机构、工件30姿态调整机构和驱动机构;工件30姿态调整机构包括三维平移组件,及设置于三维平移组件上的第二旋转组件;工件30通过工件30定位机构固定于第二旋转组件上;控制单元与驱动机构连接,控制驱动机构驱动工件30姿态调整机构动作。
77.工件30定位机构根据具体的工件30进行设计,用于在加工过程中定位工件30以确保其空间位置的稳定性。工件30姿态调整机构用于调整工件30在三维空间中各维度的位置,使其位于理想的加工位置,以补偿工件30自身机械加工误差以及工件30定位误差对加工精度的影响。其中,第二旋转组件可根据工件30具体的定位需求设置为单轴或两轴旋转。三维平移组件采用叠置的丝杆、滑块组合结构,第二旋转组件采用转台或其组合结构。驱动机构包括电机,上述结构均由电机驱动,电机与控制单元连接,控制单元控制电机动作,驱动工件30姿态调整机构对工件30进行姿态调整。
78.下面的实施例,是上述装置在电子器件80领域的具体应用。
79.参考图5,电子器件80在加工为成品之前,基板表面往往涂敷完整的导电层84,按照其电路设计结构,利用激光将导电层84的某些部分蚀刻掉,留下的部分即构成所需电路的通路。导电层84可能涂敷于基板的多个面上,要实现多个面的通路,就需要在多个面上蚀刻出连续的线条。其中任一线条出现误差均可能导致整个电路无法正常运行,因此对于连续蚀刻的精度要求很高。传统加工方式存在前述种种缺陷,尤其对于较大型的器件,例如显示屏,为了满足其精度要求,需配置高稳定性的大理石加工平台、精密的机械传动结构等,装置复杂度高、体积大,成本高。
80.为了解决上述问题,本实施例提供一种电子器件蚀刻装置,包括控制单元、激光三维扫描单元10和反射单元20,该电子器件80具备涂敷有导电层84的第一待蚀刻区域86和第二待蚀刻区域87,激光三维扫描单元10与第一待加工区域301相对设置,第一待蚀刻区域86位于激光三维扫描单元10的激光焦点范围内,反射单元20设置于第二待蚀刻区域87侧旁,第二待蚀刻区域87位于激光经反射单元20反射后的焦点范围内;控制单元控制激光按照第一待蚀刻区域86的预设轨迹坐标由激光三维扫描单元10出射至第一待蚀刻区域86、按照第二待蚀刻区域87的预设轨迹坐标由激光三维扫描单元10出射后经反射单元20反射至第二待蚀刻区域87;第一待蚀刻区域86和第二待蚀刻区域87相邻接,第一待蚀刻区域86的预设轨迹坐标对应第一待蚀刻区域86目标蚀刻线85的空间坐标,第二待蚀刻区域87的预设轨迹坐标对应第二待蚀刻区域87目标蚀刻线85通过反射单元20成像的空间坐标,第一待蚀刻区域86的目标蚀刻线85和第二待蚀刻区域87的目标蚀刻线85在两区域邻接处的端点重合。
81.具体的,电子器件80可以具备两个相邻接的待蚀刻面,或者具备三个相邻接的待蚀刻面。以其具备三个相邻接的待蚀刻面为例进行说明,其反射单元20的设置如下。
82.参考图5-7,电子器件80包括主蚀刻面81,以及位于主蚀刻面81两侧分别与主蚀刻面81相邻接的第一侧蚀刻面82和第二侧蚀刻面83,第一待蚀刻区域86位于主蚀刻面81上,
第二待蚀刻区域87分别位于第一侧蚀刻面82和第二侧蚀刻面83上;反射单元20包括第一反射镜201和第二反射镜202,第一反射镜201位于第一侧蚀刻面82侧旁,用于反射激光至第一侧蚀刻面82上,第二反射镜202位于第二侧蚀刻面83侧旁,用于反射激光至第二侧蚀刻面83上。
83.进一步的,同样可以通过设置位置调节结构,以便于在加工前对反射镜的位置进行调整;设置工件30定位单元,包括工件30定位机构、工件30姿态调整机构和驱动机构,分别用于在加工过程中定位电子器件80以确保其空间位置的稳定性,以及调整电子器件80空间姿态,补偿其自身机械加工误差以及定位误差对加工精度的影响。
84.上述装置的具体结构及其实现连续线条蚀刻的原理均可参照前述激光加工连续图形的装置进行理解,此处不再赘述。
85.在本发明另一实施例中,基于上文所述激光加工连续图形的装置,提供一种激光加工连续图形的方法,该方法包括步骤:
86.确定工件30及反射单元20在激光加工坐标系中的预设位置,根据工件30在激光加工坐标系中的预设位置获取工件30第一待加工区域301及第二待加工区域302目标图形的空间坐标;
87.将工件30第一待加工区域301目标图形的空间坐标设置为第一待加工区域301的预设轨迹坐标;根据工件30第二待加工区域302目标图形的空间坐标及反射单元20在激光加工坐标系中的预设位置,确定第二待加工区域302目标图形通过反射单元20成像的空间坐标,将该成像的空间坐标设置为第二待加工区域302的预设轨迹坐标;
88.控制激光按照第一待加工区域301的预设轨迹坐标出射至第一待加工区域301、按照第二待加工区域302的预设轨迹坐标出射至反射单元20,经反射单元20反射至第二待加工区域302;
89.其中,激光加工坐标系为激光三维扫描单元10的加工坐标系,第一待加工区域301与第二待加工区域302相邻接,第一待加工区域301和第二待加工区域302的目标图形在两区域邻接处连续。
90.激光加工坐标系用于标识激光三维扫描单元10的激光焦点在三维空间中的位置,通常将三维振镜处于初始位置时激光焦点在三维空间中的位置作为坐标原点。在激光三维扫描单元10中预设某一点在激光加工坐标系中的坐标,控制激光出射,三维振镜将配合动作,使激光投射至三维空间中该坐标对应的位置形成焦点;如果预设某一图形的轨迹坐标,则会使激光投射至三维空间中该图形轨迹上各点坐标对应的位置形成焦点,如果工件30处于上述焦点位置,则会在工件30上形成相应的目标图形。
91.本实施例中,确定工件30及反射单元20在激光加工坐标系中的预设位置,也即确定工件30及反射单元20在激光加工坐标系中的理论位置。确定理论位置的过程,首先可以统一激光三维扫描单元10的空间加工位置与工件30及反射单元20的数据,使其基准一致,以便后续各项参数的获取;同时,可以确定激光三维扫描单元10、工件30及反射单元20三者的相对位置关系,以便于硬件设施的安装。
92.上述预设位置确定后,即可确定工件30第一待加工区域301及第二待加工区域302目标图形在激光加工坐标系中的空间坐标,以及工件30第二待加工区域302与反射单元20的相对位置参数。
93.工件30上通常会设置标定点用以标识工件30的位置,确定工件30标定点在激光加工坐标系中的空间坐标即可确定工件30在激光加工坐标系中的位置,而工件30各待加工区域的目标图形相对于工件30标定点的位置已知,结合标定点坐标及目标图形与标定点的相对位置即可得到工件30第一待加工区域301及第二待加工区域302目标图形在激光加工坐标系中的空间坐标。
94.同样的,反射单元20也可以通过其反射镜上的标定点在激光加工坐标系中的空间坐标来标识其预设位置,反射单元20在激光加工坐标系中的预设位置确定后,结合工件30第二待加工区域302目标图形在激光加工坐标系中的空间坐标即可获得第二待加工区域302目标图形通过反射单元20成像的空间坐标。具体可利用点关于面对称的公式求解,或者可以先获得工件30第二待加工区域302与反射单元20的相对位置参数,包括夹角、距离等,再根据点坐标与相对位置参数求出像的坐标。
95.在控制单元中,将工件30第一待加工区域301目标图形的空间坐标设置为第一待加工区域301的预设轨迹坐标,控制激光按照该预设轨迹坐标出射,则激光焦点将落至工件30的第一待加工区域301,形成所需的目标图形。
96.在控制单元中,将工件30第二待加工区域302目标图形通过反射单元20成像的空间坐标设置为第二待加工区域302的预设轨迹坐标,控制激光按照该预设轨迹坐标出射,理论上,激光焦点应当落至反射单元20成像的空间坐标位置,但实际上,激光会受到反射单元20的反射,反射后形成的激光焦点位置应当与反射单元20成像的空间坐标位置关于反射单元20对称,而该对称位置正是工件30第二待加工区域302目标图形的位置。因此,通过设置反射单元20,并配合以工件30第二待加工区域302预设轨迹坐标的巧妙设置,即可将激光投射至原本无法直接聚焦加工的区域,而无需对工件30进行翻转重新定位。
97.用于计算两待加工区域预设轨迹坐标的目标图形在区域邻接处连续,即两待加工区域目标图形位于区域邻接处相对应的点重合,也即两待加工区域目标图形位于区域邻接处的对应点具有相同的空间坐标。按照上述方式,分别根据第一待加工区域301及第二代加工区域位于该邻接处点的空间坐标预设轨迹点坐标,控制激光分别按照两待加工区域的预设轨迹点坐标出射,则激光焦点应当分别落至相应待加工区域目标图形位于区域邻接处的点上,实现激光焦点在两区域邻接处对应点的位置重合,由此形成两待加工区域目标图形的连续。
98.实际加工中,激光焦点是否能够在两区域邻接处对应点的位置重合,完全取决于控制激光焦点位置的三维振镜的精度。工业应用中对于连续图形加工的误差要求通常在50um左右,而三维振镜的精度误差小于5um,因此,利用本实施例的方法进行连续图形加工,其精度可以得到有效保证。
99.在一较佳实施例中,该方法在控制激光出射的步骤前还包括步骤:
100.测量工件30在激光加工坐标系中的实际位置;
101.计算该实际位置与工件30在激光加工坐标系中预设位置的误差;
102.根据该误差获取校正参数;
103.根据该校正参数调整工件30姿态,或者根据该校正参数对所述第一待加工区域301及所述第二待加工区域302的预设轨迹坐标进行调整。
104.在激光三维扫描单元10、反射单元20及工件30的相对位置已确定,并根据该相对
位置关系对各待加工区域的预设轨迹坐标进行设置后,即可针对同样的工件30进行批量加工。然而,实际生产中,工件30自身可能存在一定的机械加工误差,将工件30定位在其预设位置时也可能存在定位误差,通过校正步骤可以有效降低上述误差,保证加工精度。
105.每次更换不同的工件30进行加工时,首先获取工件30实际位置与预设位置的误差,再根据该误差获取校正参数,根据该校正参数进行位置补偿。可以通过调整工件30姿态,使其实际位置达到理想位置,也可以调整各待加工区域的预设轨迹坐标,使其与工件30的实际位置匹配。在完成工件30位置的校正后,再控制激光出射进行加工,从而进一步保证实际加工的精度。
106.其中,工件30在激光加工坐标系中的实际位置可以通过ccd拍摄实现测量,工件30实际位置与预设位置的误差可以包括三维空间各方向的位置误差以及工件30倾斜角度误差。
107.在一较佳实施例中,工件30及反射单元20在激光加工坐标系中的预设位置可以通过建模进行确定,建模确定上述预设位置的步骤具体包括:
108.在激光加工坐标系中分别建立工件30及反射单元20的模型;
109.调整工件30模型位置,使工件30模型的第一待加工区域301面向激光出射方向、位于激光焦点范围内;
110.调整反射单元20模型位置,使工件30模型的第二待加工区域302在反射单元20模型中所呈的像位于激光焦点范围内;
111.平移或旋转反射单元20模型,使反射单元20模型与工件30模型不干涉;
112.获取此时工件30模型标定点在激光加工坐标系中的空间坐标以标识工件30的预设位置,获取此时反射单元20模型标定点在激光加工坐标系中的空间坐标以标识反射单元20的预设位置。
113.激光三维扫描单元10、反射单元20及工件30的相对位置可以通过手动调整布局,使其满足激光直射或反射至不同待加工面的条件,其后可通过ccd拍摄的方式得到工件30及反射单元20在激光加工坐标系中的位置,以便于后续各项参数的获取。
114.相较于上述方式,建模的方式更直观,也可以使后续参数的获取更方便。例如,工件30各待加工面上的目标图形可以体现在工件30模型中,根据第二待加工区域302的目标图形可以模拟出其通过反射单元20所成的像,进而直接抓取到该像的坐标。
115.在另一较佳实施例中,各待加工的目标图形包括线条,即目标图形为直线、曲线等线条,或者目标图形可分解为直线、曲线等多线条。第一待加工区域301与第二待加工区域302的目标图形要形成连续的图形,则分别构成两目标图形的各线条应当对应形成连续的线条。要形成连续图形,则第一待加工区域301与第二待加工区域302的目标图形在两区域邻接处的对应点应当重合,即构成第一待加工区域301目标图形的各线条位于区域邻接处的端点与构成第二待加工区域302目标图形各对应的线条位于区域邻接处的端点重合。
116.因此只要实现各待加工区域连续线条的加工,即可实现各待加工区域任意连续图形的加工。
117.下面的实施例,是上述方法在电子器件80领域的具体应用。基于前文所述的电子器件80导电层84蚀刻装置,本实施例提供一种电子器件蚀刻方法。该方法包括步骤:
118.确定电子器件80及反射单元20在激光加工坐标系中的预设位置,根据电子器件80
在激光加工坐标系中的预设位置获取电子器件80第一待蚀刻区域86及第二待蚀刻区域87目标蚀刻线85的空间坐标;
119.将电子器件80第一待蚀刻区域86目标蚀刻线85的空间坐标设置为第一待蚀刻区域86的预设轨迹坐标;根据电子器件80第二待蚀刻区域87目标蚀刻线85的空间坐标及反射单元20在激光加工坐标系中的预设位置,确定第二待蚀刻区域87目标蚀刻线85通过反射单元20成像的空间坐标,将该成像的空间坐标设置为第二待蚀刻区域87的预设轨迹坐标;
120.控制激光按照第一待蚀刻区域86的预设轨迹坐标出射至第一待蚀刻区域86、按照第二待蚀刻区域87的预设轨迹坐标出射至反射单元20,经反射单元20反射至第二待蚀刻区域87;
121.其中,激光加工坐标系为激光三维扫描单元10的加工坐标系,第一待蚀刻区域86与第二待蚀刻区域87相邻接,第一待蚀刻区域86和第二待蚀刻区域87的目标蚀刻线85在两区域邻接处的端点重合。
122.通常在电子器件80导电层84上蚀刻线85条即可达到加工目的,因此其各待蚀刻区域的目标图形均为目标蚀刻线85。
123.进一步的,为了保证加工精度,尽量避免工件30自身机械加工误差及定位误差的影响,也可在激光出射进行蚀刻之前进行工件30姿态或预设轨迹坐标的校正。同样可以通过建模的方式确定电子器件80及反射单元20在激光加工坐标系中的预设位置,进而更直观便捷地通过模型获取所需的各项参数。
124.上述具体的蚀刻方法及原理均可参照前述激光加工连续图形的方法进行理解,此处不再赘述。
125.为了更好地理解本发明,下面以电子器件80导电层84蚀刻的加工过程为例进行说明。
126.参考图5-7,电子器件80具备三个相邻接的待蚀刻面,主蚀刻面81、第一侧蚀刻面82、第二侧蚀刻面83。主蚀刻面81与激光三维扫描单元相对,位于激光三维扫描单元的激光焦点范围内,可以由激光直射至其表面进行加工;第一侧蚀刻面82和第二侧蚀刻面83分别位于主蚀刻面81的两侧,激光无法直射至其表面,因此在两侧蚀刻面侧旁分别设置反射镜,使激光经第一反射镜201反射至第一侧蚀刻面82,经第二反射镜202反射至第二侧蚀刻面83。
127.加工之前,需要先在控制单元中对应待连续蚀刻线分布于各待蚀刻面上的部分预设轨迹坐标。
128.参考图6和图7,首先,需要获取待连续蚀刻线的空间坐标,包括:获取第一侧蚀刻面82上待蚀刻线起始位置a的空间坐标和结束位置b的空间坐标、主蚀刻面81上待蚀刻线起始位置c的空间坐标和结束位置d的空间坐标,第二侧蚀刻面83上待蚀刻线起始位置e的空间坐标和结束位置f的空间坐标。
129.以第一侧蚀刻面82为例,a、b点为第一侧蚀刻面82上需要加工位置的起始位置点和结束位置点,起始位置a和结束位置b在电子器件80上的位置由设计要求获得,当电子元器件80相对于激光三维扫描单元、反射镜的摆放位置确定时,在激光加工坐标系下,标定激光原点和电子器件80的标定点实现电子器件80上点位置与激光加工坐标系空间坐标的映射关系,根据该映射关系及a、b点在电子器件80上的位置数据,即可得到a、b点在激光加工
坐标系中的空间坐标。根据第一反射镜201在激光加工坐标系中的位置,即可得到a、b两点分别关于第一反射镜201所成的像点a1、b1在激光加工坐标系中的空间坐标。当三维振镜将焦点分别定位到a1和b1时,激光按照a1、b1所对应的角度出射至第一反射镜201后被反射,根据反射原理,反射后的焦点应当落a1和b1点分别关于第一反射镜201对称的点上,即a和b两点。由此可知,只要获得a1和b1的空间坐标,就可以实现对起始位置a和结束位置b两点的准确定位蚀刻,蚀刻位置点的空间坐标与对应成像点的空间坐标是一一对应的,因此将a1、b1的空间坐标分别作为预设轨迹的起始点、结束点坐标,即可满足对第一侧蚀刻面82之起始位置a和结束位置b之间路径的精准蚀刻,即在控制单元中,预设好a1、b1的空间坐标即可控制激光根据该预设数据出射获得待蚀刻路径。
130.基于上述原理,接下来就可以根据各待蚀刻线的空间坐标预设其在激光控制单元中的轨迹坐标。将第一侧蚀刻面82上的待蚀刻线在第一反射镜201中成像的空间坐标作为第一侧蚀刻面82上的待蚀刻线对应的预设轨迹坐标;同理,将第二侧蚀刻面83上的待蚀刻线在第二反射镜202中成像的空间坐标作为第二侧蚀刻面83上的待蚀刻线对应的预设轨迹坐标。而对于主蚀刻面81,由于可受到激光直射,因此可将主蚀刻面81上的待蚀刻线起始位置c的空间坐标和结束位置d的空间坐标直接作为其对应预设轨迹两端点的坐标,控制激光按照预设轨迹坐标移动扫描,即可蚀刻得到由起始位置c至结束位置d的轨迹。
131.接下来即可进入批量加工环节。针对每一个电子器件80,在确保其定位准确后,即可控制激光按照预设轨迹坐标出射进行蚀刻加工。
132.控制激光焦点根据像点a1至b1的坐标扫描移动,在第一侧蚀刻面82上形成由起始位置a至结束位置b的待蚀刻线;控制激光焦点根据点c至d的坐标扫描移动,在主蚀刻面81上形成由起始位置c至结束位置d的待蚀刻线;控制激光焦点根据像点e1至f1的坐标扫描移动,在第二侧蚀刻面83上形成由起始位置e至结束位置f的待蚀刻线。所述起始位置、结束位置的概念是为了方便理解,实际加工过程并不限定于上述顺序。
133.其中,第一侧蚀刻面82之结束位置b与主蚀刻面81之起始位置c在电子器件的设计要求中是相重合的,即b、c两点具有相同的空间坐标;主蚀刻面81之结束位置d与第二侧蚀刻面83之起始位置e在电子器件的设计要求中是相重合的,即d、e两点具有相同的空间坐标。通过上述方法,即可实现激光焦点在待蚀刻面邻接处的落点重合,从而形成连续的蚀刻线。因此可以在不翻转移动电子器件80的前提下,在电子器件80三个相邻接的待蚀刻面上实现连续蚀刻。激光的扫描移动通过三维振镜的运动实现,三维振镜的运动精度很高,因此可以保证不同待蚀刻面上线条的连续。
134.如果采用传统方式,需要先将第一侧蚀刻面82正对激光进行蚀刻,蚀刻完成后,翻转电子器件80,将主蚀刻面81调整至正对激光进行蚀刻,蚀刻完成后,再次翻转电子器件80,将第二侧蚀刻面83调整至正对激光进行蚀刻。由于机械结构精度有限,为了保证当前待蚀刻面上的加工位置与上一个待蚀刻面上的加工位置能够精确对位,每次翻转后,都需要对工作台进行调节,定位精度难以保证,生产效率也会受到影响。
135.而本发明在整个蚀刻过程中无需移动电子器件80,电子器件80只需加工初始的一次定位,大大降低了定位难度,同时解决了因定位问题而需增加复杂结构的问题,精度由三维振镜保证,与辅助定位的机械结构无关;提高了加工的精准度。
136.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,
故凡是依据本发明的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1