多瓣组合回转体精密挤压成型模的制作方法
本发明属于金属压力加工,特别涉及一种高强度铝合金多瓣组合回转体金属件的精密挤压成型模。
背景技术:
1、目前多瓣回转体金属件如图1,成型主要通过机加工方式实现,尤其在加工件形状精度要求高的多瓣组合回转体金属件中应用最多,为了确保合拢后多瓣回转体金属件内孔环槽及圆度,不能直接采用将回转体加工成型后剖切,需要单个加工后再组合加工,但机加工序多、加工效率低、成本高,不适合大批量生产;普通的多瓣组合模具结构主要是通过压头直接压在多瓣组合锥模上,但由于在下压过程中,多瓣组合锥模向内收缩挤压工件时,既有下压力又有向内收紧力,其合力方向不是所需的向内收缩方向,造成挤压后内孔环槽变宽,如图2,无法达到产品图规定要求。
技术实现思路
1、本发明的目的就是为了解决上述背景技术的问题,提出一种多瓣组合回转体精密挤压成型模。
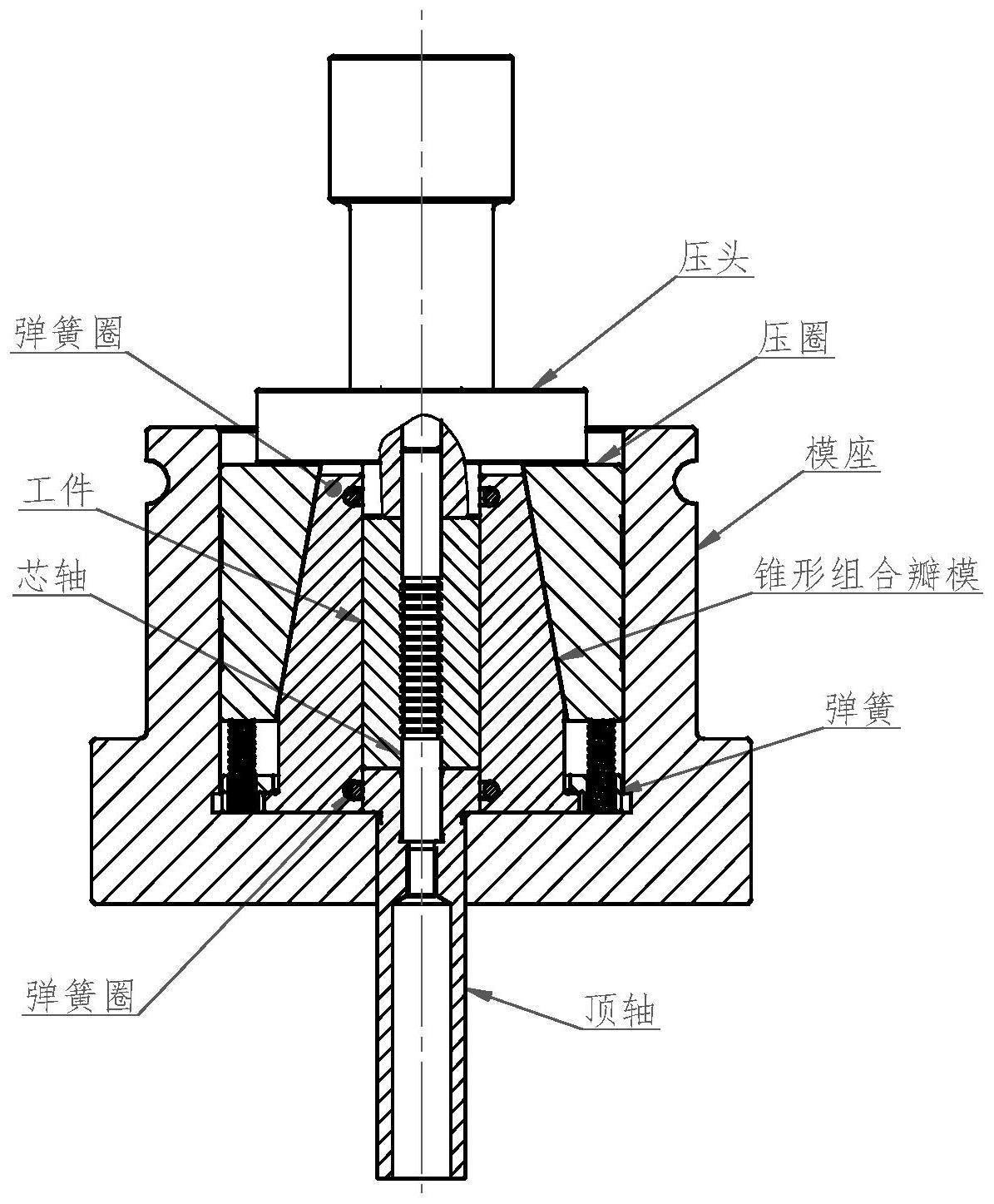
2、本发明所涉及的一种多瓣组合回转体精密挤压成型模,其结构如图3所示,该模具由压头、压圈、模座、锥形组合瓣模、弹簧、弹簧圈、顶轴、芯轴组成,压头压在压圈上,使压圈沿模座内孔下行收紧锥形组合瓣模,这样锥形组合瓣模对工件的作用力只有水平向的内收紧力,避免了锥形组合瓣模在挤压过程中由于受力方向变化造成挤压后内孔环槽变宽的问题,压头在锥形组合瓣模完全收拢后停止下行,限制工件高度增长。
3、本发明所涉及的多瓣组合回转体精密挤压成型过程如下:通过压头向下挤压压圏,使锥形组合瓣模在压圏作用下向内收缩挤压工件,压头在锥形组合瓣模完全收拢后停止下行,完成工件挤压。
4、具体工作过程如下:首先芯轴放进顶轴内孔,再将三瓣工件放入外锥20°的锥形组合瓣模中,在2000kn液压机上挤压,液压机带动压头沿模座内孔下行挤压压圏,压圏内锥孔使锥形组合瓣模向内收缩挤压工件,压头在锥形组合瓣模完全收拢后停止下行,并限制工件轴向变长,之后,液压机带动压头向上回位,弹簧将压圈沿模座内孔向上顶出,同时,两弹簧圈向外张开,促使锥形组合瓣模向外松开,之后,顶轴将工件和芯轴向上顶出,取出工件,完成挤压。
5、本发明决了普通的多瓣组合模具结构在下压过程中,由于多瓣组合锥模向内收缩合力方向变化造成挤压后内孔环槽变宽的问题,模具结构具有挤压和整形作用,挤压后的产品分界面平整、内孔槽规整。生产效率高,成形一致性好,挤压后内孔槽和分界面无需再进行机加工。模具结构简单、可靠、实用,制造成本低。
技术特征:
1.一种多瓣组合回转体精密挤压成型模,其特征是:该模具由压头、压圈、模座、锥形组合瓣模、弹簧、弹簧圈、顶轴、芯轴组成,压头压在压圈上,使压圈沿模座内孔下行收紧锥形组合瓣模,这样锥形组合瓣模对工件的作用力只有水平向的内收紧力,避免了锥形组合瓣模在挤压过程中由于受力方向变化造成挤压后内孔环槽变宽的问题,压头在锥形组合瓣模完全收拢后停止下行,限制工件高度增长;工作时,首先芯轴放进顶轴内孔,再将三瓣工件放入外锥20°的锥形组合瓣模中,在2000kn液压机上挤压,液压机带动压头沿模座内孔下行挤压压圏,压圏内锥孔使锥形组合瓣模向内收缩挤压工件,压头在锥形组合瓣模完全收拢后停止下行,并限制工件轴向变长,之后,液压机带动压头向上回位,弹簧将压圈沿模座内孔向上顶出,同时,两弹簧圈向外张开,促使锥形组合瓣模向外松开,之后,顶轴将工件和芯轴向上顶出,取出工件,完成挤压。
技术总结
一种多瓣组合回转体精密挤压成型模,由压头、压圈、模座、锥形组合瓣模、弹簧、弹簧圈、顶轴、芯轴组成,首先芯轴放进顶轴内孔,再将三瓣工件放入外锥20°的锥形组合瓣模中,在2000kN液压机上挤压,液压机带动压头沿模座内孔下行挤压压圏,压圏内锥孔使锥形组合瓣模向内收缩挤压工件,压头在锥形组合瓣模完全收拢后停止下行,并限制工件轴向变长,之后,液压机带动压头向上回位,弹簧将压圈沿模座内孔向上顶出,同时,两弹簧圈向外张开,促使锥形组合瓣模向外松开,之后,顶轴将工件和芯轴向上顶出,取出工件,完成挤压。本发明挤压后的产品分界面平整、内孔槽规整;生产效率高,成形一致性好,模具结构简单、可靠、实用,制造成本低。
技术研发人员:谷成渝
受保护的技术使用者:重庆长安工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!