一种500MPa级解决汽车行业镀锌板焊接气孔的实心焊丝的制作方法
一种500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝
技术领域
1.本发明属于焊接材料领域,尤其是涉及一种500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝。
背景技术:
2.锌易溶于酸,也能溶于碱,故称它为两性金属。锌在一般条件下的空气中几乎不发生变化。镀锌是指在金属、合金或者其它材料的表面镀一层锌,起到美观、防锈等作用的表面处理技术,锌是作为隔离层的,因为锌比铁的电极电位要低,分别为-0.762v和-0.44v,即使钢铁表面的部分锌层发生破坏,其他部分完整的锌层仍能作为电化学的阳极起到保护作用,进而得到了广泛的应用,随着汽车行业的发展,对汽车轻量化和耐蚀性能有了越来越高的要求,镀锌板能在减轻重量的同时提供足够的耐腐蚀性能。目前,镀锌钢板被广泛应用在汽车白车身上,普遍总体应用比例在60%以上,主要应用部件有外覆盖件、轮罩内板、地板件、发动机舱等零部件。
3.镀锌板的焊接质量始终存在问题,由于锌的沸点(906℃)远低于钢的熔点(约1500℃),而通常gmaw焊的电弧温度可达3000℃以上,因此镀锌板在焊接过程中,易出现气孔、飞溅及电弧不稳定等现象。有两种可行的办法来解决镀锌板的焊接问题:1.开发更先进的电弧焊技术,如cmt(冷金属过渡技术),cmt技术实现了0电压状态下的熔滴过渡。当短路电流产生时,焊丝停止前进,并自动回抽,熔滴进入熔池,电弧熄灭,此时电压为0,电流减小。在这种方式中,电弧自身输入热量的过程很短,短路发生,电弧即熄灭,热输入量迅速地减少,实现冷热交替,进一步减少了锌的挥发和避免了薄板的焊穿风险;2.另一种方法采用gmaw(熔化极气体保护焊),调整焊接工艺参数、保护气体比例以及焊丝成分来提高焊接质量。
4.镀锌板在使用气体保护焊焊接时出现气孔缺陷的主要原因是热输入过大,导致镀锌板表面的锌层被蒸发,从而形成锌蒸汽,在从熔池逃逸的过程中不断吞并长大,若不能及时从熔池内释放出去,就会形成大小不一的气孔缺陷,影响焊接质量。从焊丝成分来解决,减少s的含量来增加熔池的表面张力,控制熔池的流动,再配合减少mn的含量来降低焊丝的电阻,进而增加了焊接电流,提升了电弧的力,锌蒸汽被完全释放,不会继续残留到熔池被凝固。
技术实现要素:
5.有鉴于此,本发明旨在克服现有技术中的缺陷,提出一种500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝。
6.为达到上述目的,本发明的技术方案是这样实现的:
7.一种500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝,所述的实心焊丝的成分重量百分比为:
8.c:0.07-0.11%,
9.si:0.30-0.70%,
10.mn:1.00-1.35%,
11.cr≤0.30%,
12.p<0.010%,
13.s<0.005%,
14.ti:0.03-0.08%,
15.o≤0.004%,
16.n≤0.002%,
17.余量为铁及不可避免的杂质。
18.优选的,所述的实心焊丝的成分重量百分比为:
19.c:0.075%,
20.si:0.65%,
21.mn:1.35%,
22.cr:0.08%,
23.p:0.010%,
24.s:0.005%,
25.ti:0.05%,
26.o:0.0027%,
27.n:0.0012%,
28.余量为铁及不可避免的杂质。
29.优选的,所述的实心焊丝的成分重量百分比为:
30.c:0.074%,
31.si:0.42%,
32.mn:1.15%,
33.cr:0.15%,
34.p:0.010%,
35.s:0.004%,
36.ti:0.05%,
37.o:0.0025%,
38.n:0.0015%,
39.余量为铁及不可避免的杂质。
40.进一步,所述的实心焊丝采用80%ar+20%co2富氩混合气体焊接。
41.进一步,所述的实心焊丝的熔敷金属的屈服强度rel≥500mpa,抗拉强度rm≥400mpa,延伸率≥19%,-40℃冲击功≥27j。
42.相对于现有技术,本发明具有以下优势:
43.本发明所述的500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝确定了c、si、mn、s、p等元素成分范围,采用发明的焊丝焊接500mpa级镀锌板,改善镀锌板焊接气孔,焊缝金属优良的低温冲击韧性,全位置焊的艺性能良好,焊缝表面光滑、均匀,焊道形貌美观,适用于500mpa级镀锌板的焊接。
44.本发明所述的500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝采用工业转炉
冶炼,高速无扭轧机轧制,经拉拔加工成成品焊丝,生产上易于实现。
45.本发明所述的500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝采用80%ar+20%co2富氩混合气体焊接,焊接飞溅小,电弧稳定性和全位置操作性良好,改善镀锌板焊接气孔,焊缝成型美观,焊丝的焊接工艺性能优良。
46.本发明所述的500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝采用80%ar+20%co2富氩混合气体焊接,熔敷金属的屈服强度rel≥500mpa,抗拉强度rm≥400mpa,延伸率≥19%,-40℃冲击功≥27j。
47.本发明所述的500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝可替代进口焊丝,可显著提高镀锌板焊接质量,具有显著的经济效益和社会效益。
附图说明
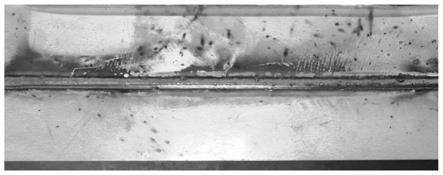
48.图1为本发明实施例1所述的实心焊丝的焊缝成型示意图;
49.图2为本发明实施例1所述的实心焊丝的x光射线探伤图;
50.图3为本发明实施例2所述的实心焊丝的焊缝成型示意图;
51.图4为本发明实施例2所述的实心焊丝的x光射线探伤图。
具体实施方式
52.除有定义外,以下实施例中所用的技术术语具有与本发明所属领域技术人员普遍理解的相同含义。以下实施例中所用的试验试剂,如无特殊说明,均为常规生化试剂;所述实验方法,如无特殊说明,均为常规方法。
53.本发明所述的实心焊丝采用脱硫铁水,控制入炉铁水硫含量,采用转炉炼钢,选用s、p含量低的原材料,采用顶底复合吹炼工艺,将冶炼终点的c、s、p、o、n控制在较低的水平,经脱氧合金化后,采用lf炉等炉外精炼工艺,冶炼出成分符合要求的钢水,钢水经品种铸机全保护浇铸成连铸坯,连铸坯经高速无扭轧机轧制成φ5.5mm的盘条。盘条经剥壳—酸洗—涂硼砂—粗拉—细拉—镀铜制成φ1.2mm成品焊丝。
54.下面结合实施例来详细说明本发明。
55.实施例1
56.一种500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝,该实心焊丝的成分重量百分比为:c:0.075%,si:0.65%mn:1.35%,cr:0.08%,p:0.010%,s:0.005%,ti:0.05%,o:0.0027%,n:0.0012%,余量为铁及不可避免的杂质。
57.该实心焊丝采用80%ar+20%co2富氩混合气体进行镀锌板焊接,试验所用试板为尺寸40mm
×
30mm
×
2mm,牌号hc340lad+z的车用热镀锌钢板,镀层为双面镀锌,镀锌量60g/m2焊接工艺参数确定为:焊枪行进倾角后倾10
°
、焊接保护气体成分ar80%+co220%、焊接电流电压160a;17v,焊接速度7mm/s,脉冲10hz,进行搭接焊接实验。
58.如图1-2所示,焊丝成型效果良好,表面的氧化渣适中,气孔类型多为1mm以内气孔,也伴有4个1mm以上的大气孔。按照gb/t 8110相关要求进行熔敷金属力学性能试验,熔敷金属的屈服强度σs=465mpa,抗拉强度σb=556mpa,熔敷金属的延伸率=28%,熔敷金属-40℃冲击功akv=120j。
59.实施例2
60.一种500mpa级解决汽车行业镀锌板焊接气孔的实心焊丝,该实心焊丝的成分重量百分比为:c:0.074%,si 0.42%,mn:1.15%,cr:0.15%,p:0.010%,s:0.004%,ti:0.05%,o:0.0025%,n:0.0015%,余量为铁及不可避免的杂质。
61.该焊丝采用80%ar+20%co2富氩混合气体进行熔敷金属焊接,试板材质、规格、坡口角度、焊接工艺参数与实施例1相同。
62.如图3-4所示,焊缝成型效果良好,表面的氧化渣较少,无气孔产生。按照gb/t 8110相关要求进行熔敷金属力学性能试验,熔敷金属屈服强度σs=414mpa,抗拉强度σb=513mpa,延伸率=28%,熔敷金属-40℃冲击功akv=146j。
63.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1