一种多工位连杆类零件孔精加工夹具的制作方法
1.本实用新型专利一种多工位连杆类零件孔精加工夹,属于机械制造技术领域。
背景技术:
2.随着社会不断发展进步,人力物力成本不断提高,客户对于产品的质量和产量的提升,以及企业降本增效、提高产能的需求,目前国际上机械制造业正在向信息化、自动化、智能化方向发展。以高尺寸精度孔的精密加工为例,传统的孔精密加工主要包括镗孔、珩磨、研磨三种方法,目前一次只能加工一个零件,耗费大量校正和装夹时间,效率低,质量不稳定,人力成本高,显然目前的孔精密加工方法不能满足制造业的发展趋势,因此现有技术有待于进一步的改进。
技术实现要素:
3.本实用新型的目的:提供一种多工位连杆类零件孔精加工夹,以实现一次进行多个零件快速装夹和校正,大大提高加工效率。
4.本实用新型的技术方案:
5.一种多工位连杆类零件孔精加工夹具,所述夹具包括锁紧螺钉、定位销、定位块、压紧块、夹具基体、零件定位孔和夹具校正孔;所述夹具基体的上表面两侧固定有定位块,定位块两端各有一处零件定位孔,零件定位孔内设置定位销,定位销对零件进行长度方向以及角向的定位,夹具基体表面中心处设置夹具校正孔;所述的夹具校正孔两侧有两处螺纹孔,通过锁紧螺钉穿过所述的螺纹孔,将压紧块固定在夹具基体上,并可沿锁紧螺钉上下移动,所述的压紧块位于定位块上方,与定位块配合夹紧零件。
6.还包括垫片,所述垫片设置在压紧块与锁紧螺钉之间,用于延长零件使用寿命。
7.定位块设置多列形式,根据加工需求而定。提高工作效率。
8.定位块为v型定位结构,零件外径相匹配,用于待加工零件定位。
9.夹具中心设有夹具校正孔,用以校正夹具位置,确保加工精度。
10.所述定位块、零件定位孔关于夹具校正孔呈对称分布。
11.所述夹具校正孔两侧有两处螺纹孔,与定位块并列排布,用以连接压紧块、锁紧螺钉,固定待加工零件。
12.定位销、零件定位孔大小与待加工零件定位孔大小一致。
13.本实用新型的有益效果:提供一种多工位连杆类零件孔精加工夹,实现一次进行多个零件快速装夹和校正,解决了等待流转时间长,效率低,质量不稳定,人力成本高的问题,提高了加工效率与合格率。
附图说明
14.图1是本实用新型专利一种多工位连杆类零件孔精加工夹具结构正视图;
15.图2是本实用新型专利一种多工位连杆类零件孔精加工夹具结构侧视图;
16.图3是本实用新型专利一种多工位连杆类零件孔精加工夹具结构俯视图;
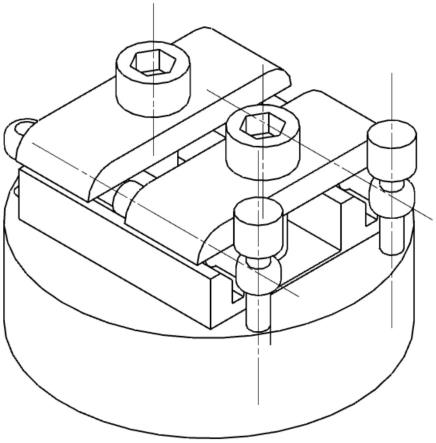
17.图4是本实用新型专利一种多工位连杆类零件孔精加工夹具结构装配图;
18.图5是本实用新型专利一种多工位连杆类零件孔精加工夹具待加工零件示意图一;
19.图6是本实用新型专利一种多工位连杆类零件孔精加工夹具待加工零件示意图二;
20.其中,1-锁紧螺钉、2-定位销、3-定位块、4-压紧块、5-夹具基体,6-零件定位孔,7-夹具校正孔。
具体实施方式
21.下面通过具体实施方式对本实用新型涉作进一步的详细说明。
22.如图1-4所示,一种多工位连杆类零件孔精加工夹具,所述结构包括锁紧螺钉1、定位销2、定位块3、压紧块4、夹具基体5、零件定位孔6和夹具校正孔7;所述夹具基体5的上表面两侧固定有平行的两处定位块3,定位块3两端各有一处零件定位孔6于定位销2连接,两个定位块3中间设有夹具校正孔7;所述夹具校正孔7两侧有两处螺纹孔,与压紧块4、锁紧螺钉1通过螺纹连接。
23.还包括垫片,所述垫片设置在压紧块(4)与锁紧螺钉(1)之间,用于延长零件使用寿命。
24.定位块3可设置多列形式,根据加工需求而定。提高工作效率。
25.定位块3为v型定位结构,大小零件外径相匹配,用于待加工零件定位。
26.夹具中心设有夹具校正孔7,用以校正夹具位置,确保加工精度。
27.所述定位块3、零件定位孔6关于夹具校正孔7呈对称分布。
28.所述夹具校正孔7两侧有两处螺纹孔,与定位块3排列,用以连接压紧块 4、锁紧螺钉1,固定待加工零件。
29.定位销2、零件定位孔6大小与待加工零件定位孔大小一致。
30.工作流程:
31.一种多工位连杆类零件孔精加工夹具,加工前首先将零件放置于图2中定位块3的v型槽之上,将待加工孔对准图3中零件定位孔6,插入图1中定位销2定位,如图4所示。旋入图1中锁紧螺钉1,使图3中压紧块4固定住零件,最后拔出定位销2。
32.将夹具整体放置于机床之上,通过探头校正图3中夹具校正孔7,找正零件位置,完成铣削加工。
技术特征:
1.一种多工位连杆类零件孔精加工夹具,其特征在于,所述夹具包括锁紧螺钉(1)、定位销(2)、定位块(3)、压紧块(4)、夹具基体(5)、零件定位孔(6)和夹具校正孔(7);所述夹具基体(5)的上表面两侧固定有定位块(3),定位块(3)两端各有一处零件定位孔(6),零件定位孔(6)内设置定位销(2),定位销(2)对零件进行长度方向以及角向的定位,夹具基体(5)表面中心处设置夹具校正孔(7);所述的夹具校正孔(7)两侧有两处螺纹孔,通过锁紧螺钉(1)穿过所述的螺纹孔,将压紧块(4)固定在夹具基体(5)上,并可沿锁紧螺钉(1)上下移动,所述的压紧块(4)位于定位块(3)上方,与定位块(3)配合夹紧零件。2.根据权利要求1所述的一种多工位连杆类零件孔精加工夹具,其特征在于,还包括垫片,所述垫片设置在压紧块(4)与锁紧螺钉(1)之间。3.根据权利要求1所述的一种多工位连杆类零件孔精加工夹具,其特征在于,定位块(3)设置为多列形式。4.根据权利要求1所述的一种多工位连杆类零件孔精加工夹具,其特征在于,定位块(3)为v型定位结构,与零件外径相匹配。5.根据权利要求1所述的一种多工位连杆类零件孔精加工夹具,其特征在于,夹具中心设有夹具校正孔(7)。6.根据权利要求1所述的一种多工位连杆类零件孔精加工夹具,其特征在于,所述定位块(3)、零件定位孔(6)关于夹具校正孔(7) 呈对称分布。7.根据权利要求1所述的一种多工位连杆类零件孔精加工夹具,其特征在于,所述夹具校正孔(7)两侧有两处螺纹孔,与定位块(3)并列排布,用以连接压紧块(4)、锁紧螺钉(1),固定待加工零件。8.根据权利要求1所述的一种多工位连杆类零件孔精加工夹具,其特征在于,定位销(2)、零件定位孔(6)大小与待加工零件定位孔大小一致。
技术总结
本实用新型专利一种多工位连杆类零件孔精加工夹具属于机械制造技术领域,包括锁紧螺钉、定位销、定位块、压紧块、夹具基体,夹具基体上有零件定位孔和夹具校正孔;本实用新型专利可以通过定位销、定位块和零件定位孔定位,锁紧螺钉和压紧块夹紧的方式,实现一次装夹定位加工多个零件。使用过程操作方便,实用性强,定位精度高,夹持稳定,不会出现松动的现象。极大地减少了人为因素对产品质量的影响,产品质量稳定,效率显著提升,对操作人员专业技术要求明显降低,对其它产品工装设计具有参考意义,具有较大的实际应用价值和军事应用前景。具有较大的实际应用价值和军事应用前景。具有较大的实际应用价值和军事应用前景。
技术研发人员:陈坊宇 陈嗣原 孙策 钱钧
受保护的技术使用者:中国航空工业集团公司金城南京机电液压工程研究中心
技术研发日:2022.04.15
技术公布日:2022/11/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1