铁路轨距挡板模具自动生产线的制作方法
1.本实用新型属于机械设备技术领域,具体涉及一种铁路轨距挡板模具自动生产线。
背景技术:
2.轨距挡板是一种常见的铁路配件(如图1-a和1-b所示),主要作用是调整轨距,传递钢轨的横向水平推力。传统轨距挡板采用单工序冲压生产,而生产一共二道冲压工序,每一道工序完成后都需要人工搬运到下一道冲压工序,取放工件都是人工操作,工人劳动强度大,生产效率低,还易发生安全事故,而且需要人员较多,人工成本较大;此外,轨距挡板使用的是均厚8mm的异型断面热轧钢材冲压,冲床吨位最高达160t,冲压生产噪音高达120分贝,即使有防护耳机,长时间处在120分贝噪声环境中,对员工听力损害是不可逆的,严重时还会引发神经衰弱症。因此,需要一种铁路轨距挡板模具自动生产线,减轻工人劳动强度,改善劳动环境,提高生产效率。
技术实现要素:
3.本实用新型的目的在于提供铁路轨距挡板模具自动生产线,实现自动上料、自动送料,实现轨距挡板自动化生产,生产效率提高4倍以上。
4.为实现上述目的,本实用新型采用以下技术方案:
5.铁路轨距挡板模具自动生产线,包括冲床和码料座,还包括上料架、送料架、托料机构、送料滑车、夹持机构、第一传感器、第二传感器和控制器,所述上料架固定在送料架和码料座一侧,上料架上方对称设置有两个第一导轨,两个对称第一导轨上设置第一横梁,所述第一横梁通过多个第一液压缸带动第三横梁上下运动,所述第三横梁下方纵向固定多块电磁铁,所述第一传感器设置在第三横梁下方;所述送料架上纵向固定多个托料机构,所述托料机构上放置料条,所述第二传感器设置在靠近冲床一侧的托料机构一端,在送料架上位于多个托料机构两侧对称设置第二导轨,所述送料滑车沿第二导轨移动,送料滑车前端固定夹持机构,所述夹持机构夹持料条一端在送料滑车推送下向冲床送料。
6.在一个技术方案中,所述托料机构包括固定板、对称设置的两组第二导轮和第三导轮,所述固定板与送料架固定,每组第二导轮和第三导轮的间距为料条的宽度,每组第二导轮和第三导轮的中心线与冲床上的冲孔切断模的中心线重合。
7.在一个优选地技术方案中,所述每组第二导轮通过之间设置有连接轴,所述连接轴通过第一支撑板与固定板固定;每个第三导轮通过立柱和第二支撑板与固定板固定。
8.在一个技术方案中,所述冲床的冲孔切断模侧边对称设置多组第一导轮,每组第一导轮的间距为料条的宽度。
9.在一个技术方案中,每组第二导轮的中心线与每组所述第一导轮和冲孔切断模的中心线重合。
10.在一个技术方案中,所述夹持机构包括水平夹持臂、倾斜夹持臂和第二液压缸,所
述水平夹持臂与送料架平行,水平夹持臂和倾斜夹持臂通过转轴铰接呈卧式“x”字形,所述第二液压缸的缸筒上端与倾斜夹持臂后端固定、活塞杆下端与水平夹持臂后端固定。
11.在一个技术方案中,所述第一横梁通过悬臂固定第二横梁,所述第一液压缸的缸筒上端侧面与第一横梁固定、缸筒下端侧面与第二横梁固定、活塞杆下端与第三横梁固定。
12.在一个技术方案中,所述送料架前端固定有退料器,退料器下方放置料头盒。
13.在一个技术方案中,所述冲床一侧放置有产品盒和废料盒。
14.相比现有技术,本实用新型的有益效果在于:
15.本实用新型设置上料架、送料小车,实现自动上料、自动送料,实现轨距挡板自动化生产,生产效率提高4倍以上,同时托料机构可防止料条在被推送过程中跑偏;传统的轨距挡板模具两工序生产时,每班需要4人,传统的单工序模具生产周期长,工人劳动强度极大,还容易送料不到,位造成废品。使用轨距挡板模具自动线,每班只需要2人,单件生产周期短,工人劳动强度小,且送料由伺服电机控制非常稳定,节省了2人的人工成本。此外,每条胚料重达60kg,传统生产工人劳动强度极大,员工易疲劳,使用轨距挡板模具自动线,可替代人工取放料操作,降低了劳动强度,自动生产时员工不用接触冲床,完全可避免工伤事故的发生。
附图说明
16.图1为铁路轨距挡板成型件示意图。
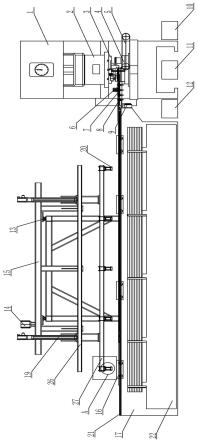
17.图2为本实用新型铁路轨距挡板模具自动生产线的主视结构示意图。
18.图3为本实用新型铁路轨距挡板模具自动生产线的俯视结构示意图。
19.图4为本实用新型铁路轨距挡板模具自动生产线的侧视结构示意图。
20.图5为图2中a处放大示意图。
21.图6为本实用新型中托料机构示意图。
22.图7为本实用新型中托料机构的侧视示意图。
23.图8为本实用新型中夹持机构示意图。
24.附图中标记:1为冲床,2为滑块,3为上模具,4为挡块,5为传送带,6为夹持机构,601为水平夹持臂,602为倾斜夹持臂,603为第二液压缸,7为送料滑车,8为第一导轮,9为退料器,10为产品盒,11为废料盒,12为料头盒,13为第一导轨,14为伺服电机,15为第一横梁,16为托料机构,1601为固定板,1602为第二导轮,1603为连接轴,1604为第三导轮,1605为第一支撑板,1606为第二支撑板,1607为立柱,17为送料架,18为悬臂,19为第一液压缸,20为电磁铁,21为料条,22为码料座,23为冲孔切断模,24为对位柱,25为第二导轨,26为第二横梁,27为第三横梁,28为第一传感器,29为第二传感器。
具体实施方式
25.以下实施例用于说明本实用新型,但不用来限定本实用新型的保护范围。
26.如图2~图5所示,本实用新型铁路轨距挡板模具自动生产线,包括冲床1和码料座22,还包括上料架、送料架17、托料机构16、送料滑车7、夹持机构、第一传感器28、第二传感器29和控制器,上料架固定在送料架17和码料座22一侧,上料架上方对称设置有两个第一导轨13,两个对称第一导轨13上设置第一横梁15,第一横梁15通过多个第一液压缸19带动
第三横梁27上下运动,第三横梁27下方纵向固定多块电磁铁20,第一传感器28设置在第三横梁27下方;送料架17上纵向固定多个托料机构16,托料机构16上放置料条21,所述第二传感器29设置在靠近冲床1一侧的托料机构16一端,在送料架17上位于多个托料机构16两侧对称设置第二导轨25,送料滑车7沿第二导轨25移动,送料滑车7前端固定夹持机构6,夹持机构6夹持料条21一端在送料滑车7推送下向冲床1送料。
27.如图6和图7所示,在一个实施方式中,本实用新型托料机构16包括固定板1601、对称设置的两组第二导轮1602和第三导轮1604,固定板1601与送料架17固定,每组第二导轮1602和第三导轮1604的间距为料条21的宽度,每组第二导轮1602和第三导轮1604的中心线与冲床1上的冲孔切断模23的中心线重合。在一个优选地实施方式中,每组第二导轮1602通过之间设置有连接轴1603,连接轴1603通过第一支撑板1605与固定板1601用螺栓固定;每个第三导轮1604通过立柱1607和第二支撑板1603与固定板1601用螺栓固定。在另一个实施方式中,为实现第一液压缸19的运行稳定,第一横梁15通过悬臂18固定第二横梁26,第一液压缸19的缸筒上端侧面与第一横梁15固定、缸筒下端侧面与第二横梁26固定、活塞杆下端与第三横梁27固定。当第三横梁27在第一液压缸19的驱动下使其下方的电磁铁20靠近码料座22上的料条21,并将料条21吸附同时第三横梁27向上移动至设定高度,第三横梁27再在第一横梁15带动下水平移动到送料架17上的托料机构16上方后电磁铁20断电,将料条21放置到托料机构16上,在送料滑车7向前推送料条21时,第二导轮1602用于支撑料条21,料条21两侧边卡在相对设置的第三导轮1604中间,可防止料条21在被推送过程中跑偏。需要特别说明的是,由于料条21的非对称性,相对设置的第二导轮1602的截面形状不同,需跟料条21的截面形状相匹配(如图7所示)。
28.如图2所示,冲床1的冲孔切断模23侧边对称设置多组第一导轮8,每组第一导轮8的间距为料条21的宽度。同样,每组第二导轮1602的中心线与每组所述第一导轮8和冲孔切断模23的中心线重合。这样在料条21被推送过程中始终沿直线行驶,避免跑偏,保证了冲孔的一致性。
29.如图8所示,在一个实施方式中,本实用新型夹持机构6包括水平夹持臂601、倾斜夹持臂602和第二液压缸603,水平夹持臂601与送料架17平行,水平夹持臂和倾斜夹持臂通过转轴铰接呈卧式“x”字形,第二液压缸602的缸筒上端与倾斜夹持臂602后端固定、活塞杆下端与水平夹持臂601后端固定。当需要夹持料条21时,第二液压缸603伸长顶起倾斜夹持臂602后端,使倾斜夹持臂602前端与水平夹持臂601前端一起完成夹持动作。
30.如图2所示,在实际生产中,为保证料头的顺利掉落,在送料架17前端固定有退料器9,退料器9下方放置料头盒12。此外,在冲床1一侧放置产品盒10和废料盒11,可保证厂房的整洁,避免产品和废料混合。
31.本实用新型在第三横梁27下方设置第一传感器28,用于检测电磁铁20与料条21的距离;在靠近冲床1一侧的托料机构16一端设置第二传感器29,用于检测料条21端部与第二传感器29的距离,第二传感器29选用位移传感器;控制器型号用于控制伺服电机14带动第一横梁15沿第一导轨13水平移动,第一液压缸19伸缩带动第三横梁27上下运动,电磁铁20的通电与断电,送料滑车7沿第二导轨25水平移动,第二液压缸603的夹持与释放料条动作,退料器9的气缸伸缩运动。在一个实施例中,本实用新型第一传感器28为lj12a3型金属感应传感器,第二传感器29为nnpn-02型位移传感器;控制器plc型号为xc3-32te。
32.本实用新型轨距挡板模具自动生产线的工作过程如下:按动控制柜上的启动开关,上料架的第一横梁15在伺服电机14的驱动下水平移动到码料座22上方,第一液压缸19驱动第三横梁28向下移动,第三横梁28下方的6块电电磁铁20向料条21接近,当6块电电磁铁20完全接触到料条21时,第一传感器28给控制器发信号使第三横梁28停止移动,电磁铁20通电吸附上料条21,第一液压杆19带动第三横梁28向上运动使吸附着料条21的电磁铁20向上移动到预定设定高度,第一横梁15在伺服电机14的驱动下水平移动到送料机17上的托料机构16上方后电磁铁20断电,将料条21放置在托料机构16上,快速复位;送料滑车7向前移动,固定在送料滑车7上的夹持机构6夹住料条21后端,送料滑车7迅速向前移动,当料条21前端接近第二传感器29时料条21位置到达起始零位,送料滑车7按程序设定的固定步距向前送料,冲床1的滑块2向下移动冲孔切断模23使压料板压住料条21完成冲孔动作,随后滑块2向上移动冲孔切断模23使压料板松开料条21完成一个工作循环,送料滑车7向前移动一个步距,冲床1的滑块2再次向下移动冲孔切断模23使压料板压住料条21完成后一个产品冲孔和前一个产品切断动作,被切断的产品滑落到传输带5上,被输送到产品盒10内,同时冲孔废料掉落在废料盒11中,如此往复工作53次,当料条21剩余长度约220mm时,退料器9在气缸驱动下向上移动,送料滑车7迅速向后移动,剩余料条21的料头碰到退料器9同时夹持机构6松开剩余料头,自动掉落到料头盒12中;上料架自动上料,完成下一个料条21的冲孔切断程序,直到把码料座22上的料条21全部冲完。
33.以上所述之实施例,只是本实用新型的较佳实施例而已,仅仅用以解释本实用新型,并非限制本实用新型实施范围,对于本技术领域的技术人员来说,当然可根据本说明书中所公开的技术内容,通过置换或改变的方式轻易做出其它的实施方式,故凡在本实用新型的原理上所作的变化和改进等,均应包括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1