一种慢驱减速机偏心套加工工装的制作方法
1.本实用新型涉及加工工装结构技术领域,具体涉及一种慢驱减速机偏心套加工工装。
背景技术:
2.减速器是一种由封闭在刚性壳体内的齿轮传动、蜗杆传动、齿轮-蜗杆传动所组成的独立部件,常用作原动件与工作机之间的减速传动装置;慢驱减速机是减速机的一种,有一种慢驱减速机的减速原理是通过在输入轴上输入动力来转动,输入轴在转动过程中带动起上固定套设的三个间隔布置的偏心套来转动,三个偏心套的偏心位置不同且投影到同一个圆上是分别呈120度角度分布,则三个偏心套各自带动一块传动板来往复运动,从而使得三块传动板依序间隔的进行往复运动,从而使得驱动与三块传动板同时配合的输出轴来间歇转动,以达到减速传动的目的。
3.上述三个偏心套进行配合来使三块传动板依序间隔的进行往复运动,则三个偏心套的加工精度要求比较高;现在一般是在板材上采用画线的方式来先将三个偏心套的切割边缘、中心孔的位置以及中心孔内壁上开设的键槽位置画好后,再使用车床加工成型,其工作效率低且加工精度也比较差。
4.申请号为cn201220442609.0的专利文件中公开了一种偏心套键槽加工工装,包括固定套和校正心轴;在固定套的内部设置有阶梯内孔,阶梯内孔包括上端内孔和下端内孔;上端内孔为用于安装被加工偏心套的偏心孔,下端内孔为与固定套同心的中心孔,中心孔的直径与偏心孔的直径大小相等;下端内孔的内壁上加工有键槽;校正心轴的一端为手握端,校正心轴的另一端为校正端;校正端的直径与被加工的偏心套的内孔直径相同。
5.上述偏心套键槽加工工装可实现偏心套键槽的快速加工,提高了偏心套键槽的加工效率和加工质量;但是仅能加工同一偏心方向的偏心套,不能够满足来加工上述慢驱减速机所需要的三种偏心位置不同的三个偏心套。
技术实现要素:
6.针对现有技术中所存在的不足,本实用新型的目的在于提供一种慢驱减速机偏心套加工工装,以解决现有技术中,对上述慢驱减速机上配合的三种偏心套加工效率以及加工精度低或者现有的加工工装不能同时满足上述三种偏心套的加工。
7.为实现上述目的,本实用新型采用了如下的技术方案:一种慢驱减速机偏心套加工工装,包括:
8.定位加工结构,所述定位加工结构包括固定支撑部以及偏心连接在固定支撑部上的嵌套定位部,嵌套定位部上形成有三个定位键槽,三个定位键槽在同一圆上均匀分布;
9.锁止件,所述锁止件与任一定位键槽进行键连接;
10.压制件,所述压制件与嵌套定位部可拆卸连接;
11.装配时,压制件对嵌套至嵌套定位部上且与固定支撑部相抵的待加工偏心套压紧
固定且锁止件键连接在任一定位键槽与待加工偏心套的中心孔上开设的键槽之间。
12.工作原理:待加工偏心套是在板材上加工了中心孔以及在中心孔内壁上开有键槽的预制件,然后将此待加工偏心套套设至嵌套定位部上,待加工偏心套上的键槽与其中一个定位键槽对齐,后将锁止件滑入此定位键槽和键槽之间,来对待加工偏心套和嵌套定位部之间定位,后压制件与嵌套定位部相连来对待加工偏心套压紧固定;此时固定支撑部是固定连接在车床上的,然后车床以固定支撑部边缘为基准对待加工偏心套进行切割加工,则形成慢驱减速机上配合的三种偏心套中的其中一种;将加工好的偏心套移出后,再装配上下一个待加工偏心套,且此时的待加工偏心套上的键槽是与剩余两个定位键槽中的一个对齐来通过锁止件定位固定,后压制件与嵌套定位部相连来对待加工偏心套压紧固定,此时车床再次运行则加工出不同的一种偏心套;再次将加工好的偏心套移出后,再装配上下一个待加工偏心套,且此时的待加工偏心套上的键槽是与剩余的一个定位键槽对齐来通过锁止件定位固定,后压制件与嵌套定位部相连来对待加工偏心套压紧固定,此时车床再次运行则加工出不同的一种偏心套。
13.相比于现有技术,本实用新型具有如下有益效果:
14.本慢驱减速机偏心套加工工装通过三个定位键槽在嵌套定位部上的布置方式使得相邻两定位键槽所形成的弧长为120度,通过三个定位键槽来依次与三个不同的待加工偏心套配合即可加工出慢驱减速机所需的三种偏心套,且提高了偏心套的加工效率和加工精度。
附图说明
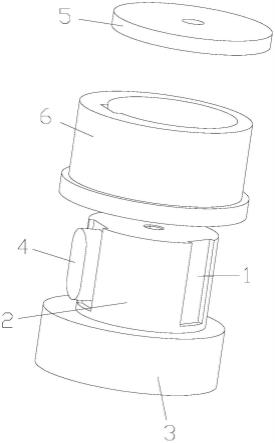
15.图1为本实用新型一实施例的局部装配图;
16.图2为图1的爆炸图;
17.图3为图2中定位圆柱的俯视图。
18.说明书附图中的附图标记包括:定位键槽1、定位圆柱2、固定支撑圆柱3、平键4、压板5、偏心套6。
具体实施方式
19.下面通过具体实施方式对本实用新型作进一步详细的说明:
20.如图1、图2以及图3所示,本实用新型实施例提出了一种慢驱减速机偏心套加工工装,包括定位加工结构、锁止件以及压制件;
21.其中,所述定位加工结构包括固定支撑部以及偏心连接在固定支撑部上的嵌套定位部,嵌套定位部上形成有三个定位键槽1,三个定位键槽1在同一圆上均匀分布;
22.所述锁止件与任一定位键槽1进行键连接,所述压制件与嵌套定位部可拆卸连接;
23.装配时,压制件对嵌套至嵌套定位部上且与固定支撑部相抵的待加工偏心套压紧固定且锁止件键连接在任一定位键槽1与待加工偏心套的中心孔上开设的键槽之间。
24.在本实施例中:待加工偏心套是在板材上加工了中心孔以及在中心孔内壁上开有键槽的预制件,然后将此待加工偏心套套设至嵌套定位部上,待加工偏心套上的键槽与其中一个定位键槽1对齐,后将锁止件滑入此定位键槽1和键槽之间,来对待加工偏心套和嵌套定位部之间定位,后压制件与嵌套定位部相连来对待加工偏心套压紧固定;此时固定支
撑部是固定连接在车床上的,然后车床以固定支撑部边缘为基准对待加工偏心套进行切割加工,则形成慢驱减速机上配合的三种偏心套中的其中一种;将加工好的偏心套移出后,再装配上下一个待加工偏心套,且此时的待加工偏心套上的键槽是与剩余两个定位键槽1中的一个对齐来通过锁止件定位固定,后压制件与嵌套定位部相连来对待加工偏心套压紧固定,此时车床再次运行则加工出不同的一种偏心套;再次将加工好的偏心套移出后,再装配上下一个待加工偏心套,且此时的待加工偏心套上的键槽是与剩余的一个定位键槽1对齐来通过锁止件定位固定,后压制件与嵌套定位部相连来对待加工偏心套压紧固定,此时车床再次运行则加工出不同的一种偏心套。
25.本慢驱减速机偏心套加工工装通过三个定位键槽1在嵌套定位部上的布置方式使得相邻两定位键槽1所形成的弧长为120度,通过三个定位键槽1来依次与三个不同的待加工偏心套配合即可加工出慢驱减速机所需的三种偏心套,且提高了偏心套的加工效率和加工精度。
26.如图2所示,根据本实用新型的另一实施例,所述一种慢驱减速机偏心套加工工装,其中所述嵌套定位部包括与固定支撑部相连的定位圆柱2,三个定位键槽1周向分布在定位圆柱2外壁上且每个定位键槽1均从定位圆柱2顶端向其底部延伸,压制件与定位圆柱2可拆卸连接。
27.具体是待加工偏心套嵌套到定位圆柱2上后与固定支撑部相抵,通过压制件与定位圆柱2相连来对待加工偏心套嵌套压制固定,定位键槽1在定位圆柱2的开设方式便于在定位键槽1与待加工偏心套嵌套上的键槽对齐后,锁止件从定位键槽1的顶端快速滑入定位键槽1与待加工偏心套嵌套上的键槽之间来定位固定。
28.如图2所示,根据本实用新型的另一实施例,所述一种慢驱减速机偏心套加工工装,其中所述固定支撑部包括与定位圆柱2底端相连的固定支撑圆柱3,定位圆柱2位于固定支撑圆柱3一端面的偏心位置上。
29.在本方案中是通过固定支撑圆柱3与定位圆柱2的配合连接来对待加工偏心套进行安装定位;具体固定支撑圆柱3沿其径向方向的横截面面积大于定位圆柱2沿其径向方向的横截面面积,以使待加工偏心套嵌套至定位圆柱2上后与固定支撑圆柱3相抵,来快速对待加工偏心套进行装配定位。
30.如图2和图3所示,根据本实用新型的另一实施例,所述一种慢驱减速机偏心套加工工装,其中所述锁止件为平键4。
31.具体是通过平键4来滑入任一定位键槽1与待加工偏心套上的键槽之间,来对待加工偏心套与定位圆柱2之间快速锁止固定;锁止件不限于此,还可以为楔键以及半圆键等。
32.在本实施例中,采用的平键4的横截面呈跑道状结构,以使平键4的两端宽度较其中部宽度小,平键4能够快速的滑入任一定位键槽1与待加工偏心套上的键槽之间或者滑出,以提高装配效率。
33.如图1和图2所示,根据本实用新型的另一实施例,所述一种慢驱减速机偏心套加工工装,其中所述压制件包括压板5以及与压板5螺纹相连的螺钉(图中未示出),装配时,螺钉与嵌套定位部上开设的螺纹孔螺纹相连。
34.在本实施例中,压板5呈圆形;当待加工偏心套装配到定位圆柱2上锁止固定后,将压板5压制在待加工偏心套顶部,然后通过螺钉与压板5相连并使螺钉旋入嵌套定位部上开
设的螺纹孔,即旋入开设在定位圆柱2顶部的螺纹孔内来快速的使压板5对待加工偏心套压紧固定。
35.在图1和图2中与本慢驱减速机偏心套加工工装装配的偏心套6为加工好后的结构。
36.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1