一种多工件的双面拉头自动装配机的制作方法
1.本实用新型涉及拉链头装配机械领域,特别是涉及双面拉链头的装配机械。
背景技术:
2.双面拉头是指应用于双面使用产品的拉链的拉链头,双面拉头有无自锁功能的拉头和有自锁功能的拉头。常见较多使用的是无自锁功能的拉头,这种拉头其结构基本就只包括双面拉头主体和拉片,拉片可正反面使用拉头的一片或双面分别设置,结构简单,生产装配相对较为容易。而有自锁功能的拉头由于其要实现拉链的自锁,拉链头不会自动下滑,因此其结构相比无自锁功能的双面拉头较为复杂,且其要实现双面使用时均能够自锁解锁,因此其结构也不同于现有单面自锁的拉头,现有单面自锁的拉头装配机械也无法适用于这种两面自锁拉头的装配,目前,这种有自锁功能的双面拉头的装配,生产厂家主要是通过人工手动装配,机械辅助的的方式进行生产,但是对于拉链头这种小五金件,采用人工手动的方式,不仅存在装配效率及其低下无法提升外,还存在人工装配的成品合格率也偏低等等的问题,难于解决,有鉴于此,本案发明针对上述情况,根据具有自锁功能的双面拉头结构的装配方式进行深入研究,致力机械研发,进行试产试验使用,遂有本案产生。
技术实现要素:
3.本实用新型的目的在于提供一种能够实现机械自动化进行多工件的装配,以替带人工手动操作,弥补市场上这种双面拉头自动装配机械缺失的一种多工件的双面拉头自动装配机。
4.为实现上述目的,本实用新型的技术方案是:一种多工件的双面拉头自动装配机,包括第一面装配机和第二面装配机;
5.所述第一面装配机包括第一机座、通过第一转动传动机构可转动架设在第一机座上的第一工位转盘、沿第一工位转盘轴向等分布设在第一工位转盘上的第一拉头夹具、具有拉头主体送料装置输送拉头主体的拉头主体下料装置、具有弹簧送料装置输送弹簧的弹簧下料装置、具有第一拉片送料装置输送第一拉片的第一拉片下料装置、具有第一马勾送料装置输送第一马勾的第一马勾下料装置、具有铜销送料装置输送铜销的铜销下料装置、具有第一帽盖送料装置输送第一帽盖的第一帽盖下料装置、第一帽盖打点装置和半成品拉头出料装置,所述主体下料装置、弹簧下料装置、第一拉片下料装置、第一马勾下料装置、铜销下料装置、第一帽盖下料装置、第一帽盖打点装置和半成品拉头出料装置依次围绕第一工位转盘外周布设并且以能够同时分别对应一个第一拉头夹具的位置布设;
6.所述第二面装配机包括第二机座、通过第二转动传动机构可转动架设在第二机座上的第二工位转盘、沿第二工位转盘轴向等分布设在第二工位转盘上的第二拉头夹具、具有半成品拉头送料装置输送半成品拉头的半成品拉头下料装置、具有第二拉片送料装置输送第二拉片的第二拉片下料装置、具有第二马勾送料装置输送第二马勾的第二马勾下料装置、具有第二帽盖送料装置输送第二帽盖的第二帽盖下料装置、第二帽盖打点装置和成品
拉头出料装置,所述半成品拉头下料装置、第二拉片下料装置、第二马勾下料装置、第二帽盖下料装置、第二帽盖打点装置和成品拉头出料装置依次围绕第二工位转盘外周布设并且以能够同时分别可对应一个第二拉头夹具的位置布设。
7.所述第一拉头夹具和第二拉头夹具分别包括设置在第一工位转盘或第二工位转盘的边沿上用于支撑在拉头主体或半成品拉头下方的工位底座、对应在工位底座上方用于弹力压住拉头主体或半成品拉头上表面的弹片以及设置在工位底座与弹片之间供拉头主体或半成品拉头穿插其上的拉头插芯,所述工位底座、弹片和拉头插芯三者同为径向朝外的一端为工作端,所述拉头插芯的工作端为可对应插入拉头主体或半成品拉头的链牙口腔和拉链布缝内的结构设置。
8.所述拉头主体下料装置包括安装设置在第一机座上的拉头主体滑座、设置在拉头主体滑座的一端上表面用于拉头主体定向推出的拉头主体导向组件、对应拉头主体导向组件设置在拉头主体滑座的另一端的拉头主体推料机构以及对应在拉头主体导向组件上方可升降活动的拉头主体压块,所述拉头主体导向组件背向拉头主体推料机构的一端供与第一拉头夹具接驳,所述拉头主体推料机构包括有可相对拉头主体导向组件进退活动的拉头主体推料杆,所述拉头主体送料装置的送料输出端对应拉头主体导向组件与拉头主体推料杆之间设置;和/ 或,所述半成品拉头下料装置包括安装设置在第二机座上的半成品拉头下料底座、设置在半成品拉头下料底座上的u型铰接块、铰接在u型铰接块的u型两端部上的翻转块、对应翻转块设置在半成品拉头下料底座上的半成品拉头推料机构、对应设置在翻转块上方的并且其上设有半成品拉头限位出料机构的半成品拉头滑料槽以及连接翻转块用于带动其翻转的翻转机构,所述翻转块上设有用于半成品拉头定向推出的半成品拉头导向组件,所述半成品拉头导向组件背向半成品拉头推料机构的一端供与第二拉头夹具接驳,其另一端可在翻转角度时与半成品拉头滑料槽的下端接驳,所述半成品拉头推料机构包括有穿过u型铰接块相对半成品拉头导向组件进退活动的半成品拉头推料杆,所述半成品拉头滑料槽的上端供与半成品拉头送料装置的送料输出端接驳。
9.所述弹簧下料装置包括安装设置在第一机座上的弹簧下料安装座、连接设置在弹簧下料安装座上可对应在第一拉头夹具上方的弹簧下料工位嘴、设置在弹簧下料安装座上并且其上设有弹簧下料通道的弹簧下料滑杆、设置在弹簧下料安装座上并且具有对应弹簧下料通道设置的弹簧限位下料机构以及连接在弹簧下料通道下端上的弹簧出料管,所述弹簧出料管的下端通过所述弹簧下料工位嘴定位住,所述弹簧下料滑杆的侧壁上开设有连通弹簧下料通道的限位活动通孔,所述弹簧限位下料机构包括有可活动穿设在限位活动通孔内并且内端可顶住弹簧下料通道内的弹簧的在夹弹簧杆,所述弹簧下料通道的上端接驳弹簧送料装置的送料输出端。
10.所述第一拉片下料装置和第二拉片下料装置分别包括有设置在第一机座或第二机座上的拉片下料安装座、设置在拉片下料安装座上并且一端为可对应第一拉头夹具或第二拉头夹具的出拉片端的拉片推送座、背向出拉片端设置在拉片下料安装座上的拉片推送机构、可对应第一拉头夹具或第二拉头夹具的下方并且可升降活动的顶弹片部件以及可对应第一拉头夹具或第二拉头夹具的上方并且可升降活动的压拉头部件,所述顶弹片部件上升时可向上撑开弹片,所述压拉头部件下降时可固定压住拉头主体或半成品拉头,所述拉片推送机构包括有相对拉片推送座前进后退活动的拉片推料杆,所述第一拉片送料装置或
第二拉片送料装置的送料输出端对应在拉片推送座上。
11.所述第一马勾下料装置、第二马勾下料装置、第一帽盖下料装置和第二帽盖下料装置分别包括有设置在第一机座或第二机座上的下料安装座、下端连接在下料安装座上的送料滑轨、设置在下料安装座上并且具有下料槽接驳送料滑轨下端的下料块、可水平活动的穿设在下料块上开设的水平滑槽内的水平推位杆以及可升降活动的穿设在下料块上开设的垂直滑槽内的垂直下料推杆,所述下料槽具有出口可对应在第一拉头夹具或第二拉头夹具的上方,所述水平推位杆水平活动时端部穿入下料槽内推动第一马勾、第二马勾、第一帽盖或第二帽盖,所述垂直下料推杆升降活动时其下端穿入下料槽内向出口推出第一马勾、第二马勾、第一帽盖或第二帽盖,所述送料滑轨的上端接驳第一马勾送料装置、第二马勾送料装置、第一帽盖送料装置或第二帽盖送料装置的送料输出端。
12.所述铜销下料装置包括可升降活动架设在第一机座上的铜销下料安装座、设置在铜销下料安装座上可对应第一拉头夹具下方的第二顶弹片部件、可对应第一拉头夹具上方并且可升降活动的端口阻挡臂、可水平活动的设置在铜销下料安装座上的水平活动块、架设在水平活动块上的铜销推进嘴以及定位架设在铜销下料安装座上的铜销送料管,所述铜销送料管的一端为铜销输出端可对应第一拉头夹具,通过铜销推进嘴将铜销输出端的铜销从拉头主体的铜销孔一端推入,所述铜销送料管的另一端接驳铜销送料装置的送料输出端,所述第二顶弹片部件上升时可向上撑开弹片,所述端口阻挡臂下降时可对应挡在拉头主体的铜销孔的另一端。
13.所述第一帽盖打点装置包括可升降设置在第一机座上的第一打点安装座、设置在第一打点安装座上并且可对应在第一拉头夹具上拉头主体的第一帽盖两侧面的两第一打点块、设置在第一打点安装座上并可对应第一拉头夹具下方的第三顶弹片部件以及可对应第一拉头夹具上方并且可升降活动的第一压帽盖部件,所述第一打点块在第一打点安装座上为可相对第一拉头夹具上拉头主体的第一帽盖前进后退活动的结构设置;和/或,第二帽盖打点装置包括设置在第二机座上的第二打点安装座、设置在第二机座上并且可相对第二拉头夹具前进后退的打点滑块、设置在打点滑块上并且可对应在第二拉头夹具上半成品拉头的第二帽盖两侧面的两第二打点块、设置在第二打点安装座上并可对应第二拉头夹具下方的第四顶弹片部件、设置在打点滑块上对应在两第二打点块之间用于将第二拉片导向上翻的第二拉片上翻推动部件以及可对应第二拉头夹具上方并且可升降活动的第二压帽盖部件,所述第二打点块在打点滑块上为可相对第二拉头夹具上半成品拉头的第二帽盖前进后退活动的结构设置。
14.所述第一面装配机还包括有围绕第一工位转盘外周布设并且以能够对应一个第一拉头夹具的位置布设的第一工件检测装置和可对应一个第一拉头夹具的位置布设的第一缺料出料装置;和/或,所述第二面装配机还包括有围绕第二工位转盘外周布设并且以能够可对应一个第二拉头夹具的位置布设的第二工件检测装置和可对应一个第二拉头夹具的位置布设的第二缺料出料装置。
15.通过采用上述技术方案,本实用新型的有益效果是:上述结构设置的双面拉头自动装配机,其通过第一面装配机进行双面拉头的其中一面的弹簧、马勾、拉片和帽盖的装配完成得到半成品拉头,再通过第二面装配机进行另一面的马勾、拉片和帽盖的装配完成得到成品的双面拉头,在两个面的装配工作中,可仅需要人工进行各送料装置的添加料的操
作,其他均可机械自动化完成,机械自动化程度高,可有效果代替人工进行,降低人工成本,能够大大提升生产加工效率,弥补市场缺失,实现上述的目的。
16.上述进一步的各装置、机构等的结构设置,具有机械结构设置紧凑、占用空间小、各装置机构的结构设置稳定、动作依序顺畅进行、装配结果可靠等的优异之处,有利于更好的实现上述的目的效果。
附图说明
17.图1是本实用新型涉及的双面拉头的分解部件示意图;
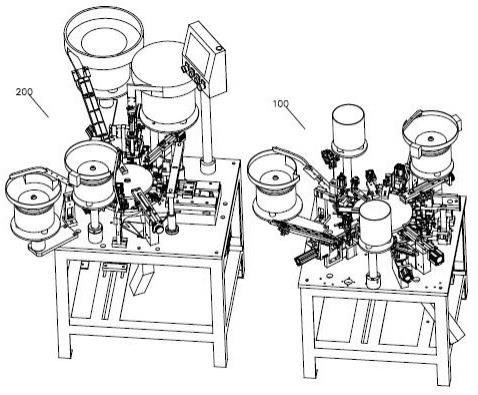
18.图2是本实用新型涉及的一种多工件的双面拉头自动装配机的结构示意图;
19.图3是本实用新型涉及的第一面装配机(去掉相应的各送料装置)的结构示意图;
20.图4是本实用新型涉及的第二面装配机(去掉相应的各送料装置)的结构示意图;
21.图5是本实用新型涉及的第一工位转盘的结构示意图;
22.图6是本实用新型涉及的第二工位转盘的结构示意图;
23.图7是本实用新型涉及的拉头主体下料装置的结构示意图;
24.图8是本实用新型涉及的弹簧下料装置的结构示意图;
25.图9是本实用新型涉及的第一拉片下料装置、第二拉片下料装置的结构示意图;
26.图10是本实用新型涉及的第一马勾下料装置、第一帽盖下料装置、第二马勾下料装置、第二帽盖下料装置的结构示意图;
27.图11是本实用新型涉及的铜销下料装置的结构示意图;
28.图12是本实用新型涉及的第一帽盖打点装置的结构示意图;
29.图13是本实用新型涉及的半成品拉头下料装置的结构示意图;
30.图14是本实用新型涉及的第二帽盖打点装置的结构示意图。
31.图中:
32.拉头主体01;弹簧孔011;挂槽012;勾动杆孔013;自锁孔014;铜销孔015;
33.弹簧02;第一拉片03;挂孔031;第一马勾04;勾动杆041;自锁勾042;
34.铜销孔043;铜销05;第一帽盖06;第二拉片07;挂孔071;
35.第二马勾08;勾动端081;第二帽盖09;
36.第一面装配机100;第二面装配机200;
37.第一机座11;第一工位转盘12;第一拉头夹具13;拉头主体下料装置14;
38.弹簧下料装置15;第一拉片下料装置16;第一马勾下料装置17;
39.铜销下料装置18;第一帽盖下料装置19;第一帽盖打点装置10;
40.半成品拉头出料装置20;第二机座22;第二工位转盘23;第二拉头夹具24;
41.半成品拉头下料装置25;第二拉片下料装置26;第二马勾下料装置27;
42.第二帽盖下料装置28;第二帽盖打点装置29;
43.成品拉头出料装置30;工件检测装置31;缺料出料装置32;
44.工位底座331;弹片332;拉头插芯333;
45.拉头主体滑座341;拉头主体导向组件342;
46.拉头主体推料机构;343拉头主体压块344;
47.半成品拉头下料底座351;u型铰接块352;翻转块353;
48.半成品拉头推料机构354;半成品拉头限位出料机构355;
49.半成品拉头滑料槽356;半成品拉头导向组件357;
50.弹簧下料安装座361;弹簧下料工位嘴362;弹簧下料通道363;
51.弹簧下料滑杆364;弹簧限位下料机构365;弹簧出料管366;限位活动通孔367
52.拉片下料安装座371;拉片推送座372;拉片推送机构373;顶弹片部件374;
53.压拉头部件375;拉片推料杆376;
54.下料安装座381;送料滑轨382;下料块383;垂直下料推杆384;出口385;
55.铜销下料安装座391;第二顶弹片部件392;端口阻挡臂393;
56.水平活动块394;铜销推进嘴395;铜销送料管396;
57.第一打点安装座401;第一打点块402;
58.第三顶弹片部件403;第一压帽盖部件404;
59.第二打点安装座411;打点滑块412;第二打点块413;第四顶弹片部件414;
60.第二拉片上翻推动部件415;第二压帽盖部件416。
具体实施方式
61.为了进一步解释本实用新型的技术方案,下面通过具体实施例来对本实用新型进行详细阐述。
62.本实用新型的一种多工件的双面拉头自动装配机,用于装配如图1所示的共9个工件的双面拉头,从左至右依次为装配顺序包括拉头主体01、弹簧02、第一拉片03、第一马勾04、铜销05、第一帽盖06、第二拉片07、第二马勾08 和第二帽盖09,弹簧02、第一拉片03、第一马勾04、铜销05和第一帽盖06 从拉头主体01的第一面装配,第二拉片07、第二马勾08和第二帽盖09从拉头主体01的第一面装配,这种结构的双面拉头装配完成后拉动第一拉片03或第二拉片07都能够解除第一马勾04的自锁功能,装配的过程是这样的,首先下料拉头主体01,第一面朝上定位住,接着下料弹簧02至弹簧孔011内,接着下料第一拉片03,使其挂孔031嵌入在挂槽012内,接着下料第一马勾04,使其勾动杆041对应穿入勾动杆孔013,自锁勾042对应穿入自锁孔014内,接着下料铜销05穿过铜销孔015/043内,接着下料第一帽盖06扣盖住弹簧02、第一拉片03、第一马勾04和铜销05并且进行打点工序将第一帽盖06卡在拉头主体 01上,固定扣合连接不易脱落,得到半成品拉头,接着下料半成品拉头,第二面朝上定位住,接着下料第二拉片07,使其挂孔071嵌入在第二面的挂槽内,接着下料第二马勾08,使其勾动端081对应嵌入第二面的勾动槽内并对应勾动杆041的端部设置能够在活动时勾动到勾动杆041,接着下料第二帽盖09扣盖住第二马勾08、第二拉片07并且进行打点工序将第二帽盖09卡在半成品拉头上,固定扣合连接不易脱落,得到成品拉头。
63.本实施例公开的一种多工件的双面拉头自动装配机,如图2、图3和图4所示,包括第一面装配机100和第二面装配机200,先通过第一面装配机100进行第一面的装配,再通过第二面装配机200进行第二面的装配;所述第一面装配机包括第一机座11、通过第一转动传动机构可转动架设在第一机座11上的第一工位转盘12、沿第一工位转盘12轴向等分布设在第一工位转盘12上的第一拉头夹具13、具有拉头主体送料装置输送拉头主体01的拉头主体下料装置14、具有弹簧送料装置输送弹簧02的弹簧下料装置15、具有第一拉片送料装置输送第一拉片03的第一拉片下料装置16、具有第一马勾送料装置输送第一马勾04 的第一马
勾下料装置17、具有铜销送料装置输送铜销05的铜销下料装置18、具有第一帽盖送料装置输送第一帽盖05的第一帽盖下料装置19、第一帽盖打点装置10和半成品拉头出料装置20。其中拉头主体送料装置、弹簧送料装置、第一拉片送料装置、第一马勾送料装置、铜销送料装置和第一帽盖送料装置分别采用能够对应实现各种工件振动输送的振动送料桶,如图2所示,是常见的一种小工件的振动送料装置,现有产品这里就不详细描述。所述主体下料装置14、弹簧下料装置15、第一拉片下料装置16、第一马勾下料装置17、铜销下料装置 18、第一帽盖下料装置19、第一帽盖打点装置10和半成品拉头出料装置20依次围绕第一工位转盘12外周布设并且以能够同时分别对应一个第一拉头夹具13 的位置布设;第一工位转盘12通过架设在第一机座11上的第一转动传动机构来实现带动分度转动,从而进行各工位的第一拉头夹具13上夹持的拉头主体01 进行各道工序的装配,且能够持续进行下一拉头主体01的继续装配。
64.所述第二面装配机200包括第二机座22、通过第二转动传动机构可转动架设在第二机座22上的第二工位转盘23、沿第二工位转盘23轴向等分布设在第二工位转盘23上的第二拉头夹具24、具有半成品拉头送料装置输送半成品拉头的半成品拉头下料装置25、具有第二拉片送料装置输送第二拉片07的第二拉片下料装置26、具有第二马勾送料装置输送第二马勾08的第二马勾下料装置27、具有第二帽盖送料装置输送第二帽盖09的第二帽盖下料装置28、第二帽盖打点装置29和成品拉头出料装置30,其中半成品拉头送料装置、第二拉片送料装置、第二马勾送料装置和第二帽盖送料装置分别采用能够对应实现各种工件振动输送的振动送料桶,同上,是常见的一种小工件的振动送料装置,现有产品。所述半成品拉头下料装置25、第二拉片下料装置26、第二马勾下料装置27、第二帽盖下料装置28、第二帽盖打点装置29和成品拉头出料装置30依次围绕第二工位转盘23外周布设并且以能够同时分别对应一个第二拉头夹具24的位置布设。第二工位转盘23通过架设在第二机座22上的第二转动传动机构来实现带动分度转动,从而进行各工位的第一拉头夹具24上夹持的半成品拉头进行各道工序的装配,且能够持续进行下一半成品拉头的继续装配。
65.为确保机械的自动化装配工作能够具有较好的装配成品合格率,上述结构的所述第一面装配机100和第二面装配机200分别还可增加设有围绕第一工位转盘12或第二工位转盘23外周布设并且以能够对应一个第一拉头夹具13或第二拉头夹具24的位置布设的工件检测装置31,以及可对应一个第一拉头夹具 13或第二拉头夹具24的位置布设的缺料出料装置32,如图1、图2和图3所示,分别在下弹簧02、拉片03、第一马勾04、铜销05、第二拉片07、第二马勾08 等后设置有工件检测装置31,通过工件检测装置31进行检测是否有对应的工件,检测结果为无时后续的工位不进行正常下料,至对应缺料出料装置32工位时,通过缺料出料装置32将第一拉头夹具13或第二拉头夹具24的拉头主体脱离出,并下落排出,缺料出料装置32具有勾出机构能够对应位置时动作,将缺少工件装配的拉头勾出,掉落在专门收集的排出管道排出,可采用现有拉头自动装配机械中相同作用的装置机械结构,这里不再详细描述,还有所述工件检测装置 31根据工件材质、结构、位置等因素选用,这里不具体限定。另外,所述第一帽盖打点装置10是用于第一帽盖05盖在拉头主体01上后通过击打其侧边使的击打位置凹陷嵌入拉头主体01上的对应凹点内,从而将第一帽盖05固定住不会脱落,所述第二帽盖打点装置29相同功能,所述半成品拉头出料装置20和成品拉头出料装置30则与缺料出料装置32的功能作用相同,用于勾出拉头排出,结构也差不多相似或相同,成
品拉头出料装置30的排出结构还可进一步根据对最后的工序装配的工件检测结果,进行相应的结构设置,例如检测最后的工件没有装配,属于废品,则排出的时候可将废品与成品的导出分开来。
66.所述第一拉头夹具13和第二拉头夹具24,如图5和图6所示,分别包括设置在第一工位转盘12或第二工位转盘23的边沿上用于支撑在拉头主体01或半成品拉头下方的工位底座331、对应在工位底座331上方用于弹力压住拉头主体 01或半成品拉头上表面的弹片332以及设置在工位底座331与弹片332之间供拉头主体01或半成品拉头穿插其上的拉头插芯333,所述工位底座331、弹片 332和拉头插芯333三者同为径向朝外的一端为工作端,拉头主体01和半成品拉头在下料后穿插在工作端上,所述拉头插芯333的工作端为可对应插入拉头主体01或半成品拉头的链牙口腔和拉链布缝内的结构设置,既能够有利于定向,又能够定位住拉头主体01或半成品拉头。
67.所述拉头主体下料装置14,如图7所示,包括安装设置在第一机座11上的拉头主体滑座341、设置在拉头主体滑座341的一端上表面用于拉头主体01定向推出的拉头主体导向组件342、对应拉头主体导向组件342设置在拉头主体滑座341的另一端的拉头主体推料机构343以及对应在拉头主体导向组件342上方可升降活动的拉头主体压块344,所述拉头主体导向组件342背向拉头主体推料机构343的一端供与第一拉头夹具13接驳,所述拉头主体推料机构343包括有可相对拉头主体导向组件342进退活动的拉头主体推料杆345,所述拉头主体送料装置的送料输出端对应拉头主体导向组件342与拉头主体推料杆345之间设置,下料时拉头主体推料机构343动作推出拉头主体推料杆345,拉头主体推料杆345将送料输出端最底下的拉头主体01推出,同时拉头主体压块344下压,在拉头主体压块344下压拉头主体01能够被平稳的推至拉头主体导向组件342 上对应然后继续向前推进,穿插在拉头插芯333的工作端上,被弹片332压住。
68.所述半成品拉头下料装置25与上述拉头主体下料装置14不同,因为这时候的半成品拉头是第一已经装配完成,存在悬挂在外的第一拉片03,拉头主体下料装置14的下料结构设置已经不能够适用在半成品拉头的输送了,如图13 所示,包括安装设置在第二机座22上的半成品拉头下料底座351、设置在半成品拉头下料底座351上的u型铰接块352、铰接在u型铰接块352的u型两端部上的翻转块353、对应翻转块353设置在半成品拉头下料底座351上的半成品拉头推料机构354、对应设置在翻转块353上方的并且其上设有半成品拉头限位出料机构355的半成品拉头滑料槽356以及连接翻转块353用于带动其翻转的翻转机构358,所述翻转块353上设有用于半成品拉头定向推出的半成品拉头导向组件357,所述半成品拉头导向组件357背向半成品拉头推料机构354的一端供与第二拉头夹具24接驳,其另一端可在翻转角度时与半成品拉头滑料槽356的下端接驳,所述半成品拉头推料机构254包括有穿过u型铰接块353相对半成品拉头导向组件357进退活动的半成品拉头推料杆,所述半成品拉头滑料槽356 的上端供与半成品拉头送料装置的送料输出端接驳,在这里的送料输出端输出的半成品拉头必须是有装配第一拉片03的一面要在下滑下料后朝向下的输出。该结构的半成品拉头下料装置25其半成品拉头滑料槽356可竖直设置供下滑出料,通过翻转块353的翻转来接驳半成品拉头的输送,因此能够达到输送时将第一面装配好的结构处于外侧或下方,以确保不影响第二面的装配进行,结构新颖、输送稳定可靠。
69.所述弹簧下料装置15如图8所示,包括安装设置在第一机座11上的弹簧下料安装
座361、连接设置在弹簧下料安装座361上可对应在第一拉头夹具13 上方的弹簧下料工位嘴362、设置在弹簧下料安装座361上并且其上设有弹簧下料通道363的弹簧下料滑杆364、设置在弹簧下料安装座361上并且具有对应弹簧下料通道363设置的弹簧限位下料机构365以及连接在弹簧下料通道363下端上的弹簧出料管366,所述弹簧出料管366的下端通过所述弹簧下料工位嘴 362定位住,所述弹簧下料滑杆364的侧壁上开设有连通弹簧下料通道363的限位活动通孔367,所述弹簧限位下料机构365包括有可活动穿设在限位活动通孔 367内并且内端可顶住弹簧下料通道363内的弹簧02的在夹弹簧杆368,所述弹簧下料通道363的上端接驳弹簧送料装置的送料输出端。下料初,弹簧02在弹簧下料通道363内,弹簧限位下料机构365的夹弹簧杆368顶住最底下的弹簧02从而使得弹簧02不会自动下滑,在要进行下料时,弹簧限位下料机构365 动作带动夹弹簧杆368活动,活动动作能够使得最底下的一个弹簧02松开被顶住自动下滑落至弹簧孔内完成上料,并且能够顶紧下一个弹簧,使其不会跟随掉落。
70.所述第一拉片下料装置16和第二拉片下料装置26,如图9所示,分别包括有设置在第一机座11或第二机座22上的拉片下料安装座371、设置在拉片下料安装座371上并且一端为可对应第一拉头夹具13或第二拉头夹具24的出拉片端的拉片推送座372、背向出拉片端设置在拉片下料安装座371上的拉片推送机构373、可对应第一拉头夹具13或第二拉头夹具24的下方并且可升降活动的顶弹片部件374以及可对应第一拉头夹具13或第二拉头夹具24的上方并且可升降活动的压拉头部件375,所述顶弹片部件374上升时可向上撑开弹片332,所述压拉头部件375下降时可固定压住拉头主体01或半成品拉头,所述拉片推送机构373包括有相对拉片推送座372前进后退活动的拉片推料杆376,所述第一拉片送料装置或第二拉片送料装置的送料输出端对应在拉片推送座372上,送料输出端最底下的第一拉片或第二拉片通过拉片推送机构373推出在片下料安装座371上,推出第一拉片或第二拉片的同时顶弹片部件374撑开弹片332,压拉头部件375下降固定压住拉头主体01或半成品拉头,从而将第一拉片或第二拉片推至拉头主体01或半成品拉头的挂槽位置,然后复位等待下一个的推动,复位时弹片332回位能够压住第一拉片或第二拉片,使其不会掉落。
71.所述第一马勾下料装置17、第二马勾下料装置27、第一帽盖下料装置19 和第二帽盖下料装置28分别包括有设置在第一机座11或第二机座12上的下料安装座381、下端连接在下料安装座381上的送料滑轨382、设置在下料安装座 381上并且具有下料槽(图中不可见)接驳送料滑轨382下端的下料块383、可水平活动的穿设在下料块383上开设的水平滑槽(图中不可见)内的水平推位杆(图中不可见)以及可升降活动的穿设在下料块383上开设的垂直滑槽(图中不可见)内的垂直下料推杆384,所述下料槽具有出口385可对应在第一拉头夹具13或第二拉头夹具24的上方,所述水平推位杆水平活动时端部穿入下料槽内推动第一马勾04、第二马勾08、第一帽盖06或第二帽盖09,所述垂直下料推杆384升降活动时其下端穿入下料槽内向出口385推出第一马勾04、第二马勾08、第一帽盖06或第二帽盖09,所述送料滑轨382的上端接驳第一马勾送料装置、第二马勾送料装置、第一帽盖送料装置或第二帽盖送料装置的送料输出端,使用时,送料滑轨382内最底下的工件会落在下料槽内,通过水平推位杆将该最底下的工件水平推至出口385位置,同时垂直下料推杆384向下动作推出工件装配上,完成后,垂直下料推杆384和水平推位杆复位,紧接着下一个工件落在下料槽待下一次推送下料。
72.所述铜销下料装置18如图11所示,包括可升降活动架设在第一机座11上的铜销下料安装座391、设置在铜销下料安装座391上可对应第一拉头夹具13 下方的第二顶弹片部件392、可对应第一拉头夹具13上方并且可升降活动的端口阻挡臂393、可水平活动的设置在铜销下料安装座391上的水平活动块394、架设在水平活动块394上的铜销推进嘴395以及定位架设在铜销下料安装座391 上的铜销送料管396,所述铜销送料管396的一端为铜销输出端可对应第一拉头夹具13,通过铜销推进嘴395将铜销输出端的铜销从拉头主体01的铜销孔015 一端推入,所述铜销送料管396的另一端接驳铜销送料装置的送料输出端,所述第二顶弹片部件392上升时可向上撑开弹片332,所述端口阻挡臂393下降时可对应挡在拉头主体01的铜销孔015的另一端。穿铜销时,铜销下料安装座391 上升对应第一拉头夹具13,第二顶弹片部件392撑开弹片332,端口阻挡臂393 挡在铜销孔015的一端口,铜销送料管396的一端和铜销推进嘴395对应铜销孔015的的另一端口,然后水平活动块394活动带动铜销推进嘴395动作从而将铜销送料管396内输出最外端的铜销推进穿设铜销孔015/043内,水平活动块394、端口阻挡臂393、第二顶弹片部件392复位待下一次的进行。
73.所述第一帽盖打点装置10如图12所示,由于在第一面装配时,拉头主体 01的第二面上是没有其他工件的,第一帽盖打点装置10可升降式的动作进行对位打点,而在第二面装配时,第一面已经装配好拉片等工件了有第一拉片03的影响,升降式的动作打点在第二面中不适应,因此本实施例中第二帽盖打点装置29与第一帽盖打点装置10不同,是水平式移动对位进行打点的,如图中所示所述第一帽盖打点装置10包括可升降设置在第一机座11上的第一打点安装座401、设置在第一打点安装座401上并且可对应在第一拉头夹具13上拉头主体01的第一帽盖06两侧面的两第一打点块402、设置在第一打点安装座401上并可对应第一拉头夹具13下方的第三顶弹片部件403以及可对应第一拉头夹具 13上方并且可升降活动的第一压帽盖部件404,所述第一打点块402在第一打点安装座401上为可相对第一拉头夹具13上拉头主体01的第一帽盖03前进后退活动的结构设置。打点动作时,第一打点安装座401上升,第三顶弹片部件 403撑开弹片332,第一压帽盖部件404压住第一帽盖,第一打点块402相对方向快速动作击打在第一帽盖06两侧面底部,即可完成打点,各部件复位等待下一个工位的到位再次动作。
74.所述第二帽盖打点装置29则如图14所示,包括设置在第二机座22上的第二打点安装座411、设置在第二机座411上并且可相对第二拉头夹具24前进后退的打点滑块412、设置在打点滑块412上并且可对应在第二拉头夹具24上半成品拉头的第二帽盖09两侧面的两第二打点块413、设置在第二打点安装座411 上并可对应第二拉头夹具24下方的第四顶弹片部件414、设置在打点滑块412 上对应在两第二打点块413之间用于将第二拉片07导向上翻的第二拉片上翻推动部件415以及可对应第二拉头夹具24上方并且可升降活动的第二压帽盖部件 416,所述第二打点块413在打点滑块412上为可相对第二拉头夹具24上半成品拉头的第二帽盖09前进后退活动的结构设置。打点动作时打点滑块412向第二拉头夹具24滑动进,第二拉片上翻推动部件415将第二拉片导引上翻让出打点位置,第四顶弹片部件414撑开弹片332,第二压帽盖部件416下压住第二帽盖,第二打点块413相对方向快速动作击打在第二帽盖0两侧面底部,即可完成打点,各部件复位等待下一个工位的到位再次动作。
75.上述实施例和图式并非限定本实用新型的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1