一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀的制作方法
1.本实用新型涉及齿轮加工刀具,具体涉及一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀。
背景技术:
2.目前,可转位齿轮滚刀的法向齿形基本是单圆弧和圆弧直线圆弧两种,随着我国风电技术的飞速发展,装机容量的不断扩大,限于对风电增速机放置空间大小的限制,对齿轮的强度特别是齿根圆弧30度危险截面的强度要求越来越高,传统的单圆弧滚刀加工的齿根圆弧30度危险截面的强度大小已不能满足要求,传统滚刀法向齿形的ra和rb是一个单一圆弧,其ra=(0.25~0.38)*mn,强度校核已不能满足现有的要求。所以急需研发一种加工后齿轮的齿根圆弧在30度危险截面强度更高的滚刀,这样加工后的齿轮的强度会大大提高,有利于风电齿轮箱的空间优化和强度提升,大大助力风电行业的发展,而且用户的设计成本和加工成本也会大大降低。
技术实现要素:
3.本实用新型为了解决传统单圆弧滚刀加工后的齿轮齿根圆弧在30度的危险截面s处校核强度不能满足现有的要求,已不能满足风电技术的飞速发展和装机容量的不断扩大对齿轮强度的要求的问题,提供了一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀,解决该问题的具体技术方案如下:
4.本实用新型的一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀,由螺旋刀体、可转位硬质合金齿顶刀片、可转位硬质合金齿侧刀片、齿顶刀片压紧螺钉、齿侧刀片压紧螺钉组成,螺旋刀体为整体结构,螺旋刀体上设有刀槽,刀槽内开有螺孔,可转位硬质合金齿顶刀片上开有螺钉间隙孔,可转位硬质合金齿顶刀片和可转位硬质合金齿侧刀片由齿顶刀片压紧螺钉和齿侧刀片压紧螺钉经螺钉间隙孔固定在螺旋刀体的圆周和侧面上,可转位硬质合金齿侧刀片的圆弧处为双圆弧ra和rb,可转位硬质合金齿顶刀片圆弧处为双圆弧rc 和rd,可转位硬质合金齿侧刀片的圆弧ra和可转位硬质合金齿顶刀片圆弧rc相等,可转位硬质合金齿侧刀片的圆弧rb和可转位硬质合金齿顶刀片圆弧rd相等,rb和rd与圆弧与ra和rc相切,螺旋刀体左、右相邻的可转位硬质合金齿侧刀片和可转位硬质合金齿顶刀片构成齿轮滚刀齿顶圆弧为小圆弧rb两边为大圆弧ra的法向齿形结构。
5.本实用新型的一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀,采用可转位硬质合金齿侧刀片的圆弧为双圆弧ra和rb,可转位硬质合金齿顶刀片圆弧为双圆弧rc和rd的结构形式,解决了传统可转位齿轮滚刀加工后齿轮的30度危险截面位置强度校核达不到要求,采用齿轮滚刀为齿顶圆弧小两边圆弧大的设计结构,使得加工后齿轮的30度危险截面处的强度提高10%以上,大大提高了齿轮的使用寿命,本实用新型加工的齿轮在同样模数和同样齿数的情况下可以承受更大的载荷,节省了为达到承受更大载荷需要增大模数和齿轮的齿数以及节省齿根圆弧强化设备的成本。
附图说明
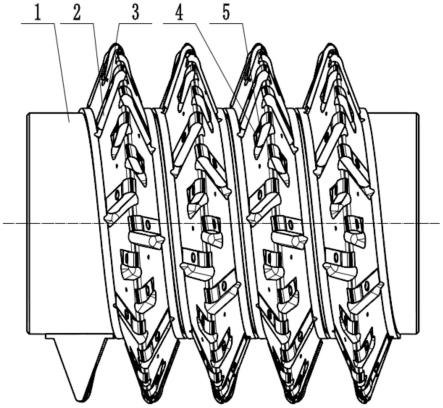
6.图1为本实用新型的主视图,图2是图1的右视图,图3是可转位硬质合金齿侧刀片与可转位硬质合金齿顶刀片构成的法向齿形图,图4是图3的法向齿形展成加工后的齿槽图,图5是可转位硬质合金齿侧刀片的主视图,图6是图5的俯视图,图7是可转位硬质合金齿顶刀片的主视图,图8是图7的俯视图。
具体实施方式
7.具体实施方式一:结合图1、图2、图3、图5和图7描述本实施方式。本实施方式由滚刀螺旋刀体1、可转位硬质合金齿侧刀片2、齿侧刀片压紧螺钉3、可转位硬质合金齿顶刀片4和齿顶刀片压紧螺钉5组成,螺旋刀体1为整体结构,螺旋刀体1上设有刀槽,刀槽内开有螺孔,可转位硬质合金齿顶刀片4上开有螺钉间隙孔,可转位硬质合金齿顶刀片4和可转位硬质合金齿侧刀片2由齿顶刀片压紧螺钉5和齿侧刀片压紧螺钉3经螺钉间隙孔固定在左、右错开排列的螺旋刀体1的圆周和侧面上,可转位硬质合金齿侧刀片的圆弧处为双圆弧ra和rb,可转位硬质合金齿顶刀片圆弧处为双圆弧rc和rd,可转位硬质合金齿侧刀片的圆弧ra和可转位硬质合金齿顶刀片圆弧rc相等,可转位硬质合金齿侧刀片的圆弧rb和可转位硬质合金齿顶刀片圆弧rd相等,rb和rd与圆弧与ra和rc相切,螺旋刀体1左、右相邻的可转位硬质合金齿侧刀片和可转位硬质合金齿顶刀片构成齿轮滚刀齿顶圆弧为小圆弧rb两边为大圆弧ra的法向齿形结构。
8.具体实施方式二:结合图1、图3、图5描述本实施方式。本实施方式所述的可转位硬质合金齿侧刀片的双圆弧ra>rb。
9.具体实施方式三:结合图1、图3和图7描述本实施方式。本实施方式所述的可转位硬质合金齿顶刀片的双圆弧rc>rd。
10.具体实施方式四:结合图3描述本实施方式。本实施方式所述的可转位硬质合金齿侧刀片的圆弧ra=0.5*mn~0.65*mn,mn为法向模数。
11.具体实施方式五:结合图1、图2描述本实施方式。本实施方式所述的可转位硬质合金齿顶刀片与可转位硬质合金齿侧刀片构成可转位齿轮滚刀的法向齿形。
12.具体实施方式六:结合图1、图2描述本实施方式。本实施方式所述的可转位硬质合金齿顶刀片2与可转位硬质合金齿侧刀片4圆周交错排布。
13.具体实施方式七:结合图1、图2描述本实施方式。本实施方式所述的螺旋刀体1为整体结构,采用内孔与端面定位,轴向键槽和螺旋端头辅助定位。
14.本实用新型的齿顶圆弧小两边圆弧大的可转位齿轮滚刀采用展成加工原理,整体结构,齿顶圆弧为大圆弧小圆弧大圆弧的形式,可转位硬质合金齿侧刀片的双圆弧ra>rb,加工后的齿槽圆弧30度危险截面处强度提高10%以上,大大优化了齿轮的强度,降低了齿轮的制造成本。
15.以上实施例仅是示例性的,并不局限本实用新型,应当指出对于本领域的技术人员来说,在本实用新型所提供的技术方案的启示下,所做出的其它等同的多种变化、修改、替换和变型,均应视为本实用新型的保护范围。
技术特征:
1.一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀,它由螺旋刀体、可转位硬质合金齿侧刀片、齿侧刀片压紧螺钉、可转位硬质合金齿顶刀片和齿顶刀片压紧螺钉组成,其特征在于:螺旋刀体为整体结构,螺旋刀体上设有刀槽,刀槽内开有螺孔,可转位硬质合金齿顶刀片上开有螺钉间隙孔,可转位硬质合金齿顶刀片和可转位硬质合金齿侧刀片由齿顶刀片压紧螺钉和齿侧刀片压紧螺钉经螺钉间隙孔固定在左、右错开排列的螺旋刀体的圆周和侧面上,可转位硬质合金齿侧刀片的圆弧处为双圆弧ra和rb,可转位硬质合金齿顶刀片圆弧处为双圆弧rc和rd,可转位硬质合金齿侧刀片的圆弧ra和可转位硬质合金齿顶刀片圆弧rc相等,可转位硬质合金齿侧刀片的圆弧rb和可转位硬质合金齿顶刀片圆弧rd相等,rb和rd与圆弧ra和rc相切,螺旋刀体左、右相邻的可转位硬质合金齿侧刀片和可转位硬质合金齿顶刀片构成齿轮滚刀齿顶圆弧为小圆弧rb两边为大圆弧ra的法向齿形结构。2.根据权利要求1所述的一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀,其特征在于:所述的可转位硬质合金齿侧刀片的圆弧ra>rb。3.根据权利要求1所述的一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀,其特征在于:所述的可转位硬质合金齿顶刀片的圆弧rc>rd。4.根据权利要求1所述的一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀,其特征在于:所述的可转位硬质合金齿侧刀片的圆弧ra=0.5*mn~0.65*mn,mn为法向模数。5.根据权利要求1所述的一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀,其特征在于:所述的可转位硬质合金齿顶刀片与可转位硬质合金齿侧刀片构成可转位齿轮滚刀的法向齿形。6.根据权利要求1所述的一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀,其特征在于:所述的可转位硬质合金齿顶刀片与可转位硬质合金齿侧刀片间隔布置。
技术总结
一种齿顶圆弧小两边圆弧大的可转位齿轮滚刀,它涉及齿轮加工刀具。它解决了传统单圆弧齿轮滚刀加工后齿轮强度校核30度危险截面强度低的问题。本实用新型的齿侧刀片的为双圆弧Ra和Rb,齿顶刀片圆弧为双圆弧Rc和Rd,齿侧刀片的圆弧Ra和齿顶刀片圆弧Rc相等,齿侧刀片的圆弧Rb和齿顶刀片圆弧Rd相等,Rb和Rd与圆弧与Ra和Rc相切,螺旋刀体左、右相邻的齿侧刀片和齿顶刀片构成齿轮滚刀齿顶为小圆弧Rb两边为大圆弧Ra的法向齿形。本实用新型加工后齿轮危险截面提高强度10%以上,大大节省了齿轮根部强度处理的设备成本。部强度处理的设备成本。部强度处理的设备成本。
技术研发人员:杨永德 黄鑫
受保护的技术使用者:哈尔滨山纳工具制造有限公司
技术研发日:2022.07.07
技术公布日:2022/9/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1