气门专用涂层夹具的制作方法
1.本实用新型属于喷涂工装技术领域,具体涉及一种气门专用涂层夹具。
背景技术:
2.气门的作用是专门负责向发动机内输入空气并排出燃烧后的废气,从发动机结构上,分为进气门和排气门,进气门的作用是将空气吸入发动机内,与燃料混合燃烧,排气门的作用是将燃烧后的废气排出并散热。气门由头部和杆部组成,气门头部温度很高,润滑、冷却条件差,而且还承受气体的压力、气门弹簧的作用力和传动组件惯性力,为此,在加工时通常采用气相沉积技术,将气门头部表面涂镀上具有相应特殊性能的金属或化合物涂层,以满足气门头部的强度、刚度、耐热和耐磨性能的要求。对气门进行涂镀施工时,需要对气门杆部进行固定,现有固定方式一般采用铁丝固定装夹,不仅固定步骤繁琐,装夹效率低,工件的装载量也很小,并且由于装夹后工件转动不便,无法保证气门涂层的均匀性。
技术实现要素:
3.针对上述问题和技术需求,本实用新型提供一种气门专用涂层夹具,能够提高装夹效率,加大装载量,同时在涂层过程中能带动工件整体均匀转动,使涂层更加均匀。
4.本实用新型的技术方案如下:气门专用涂层夹具,包括装载外壳、固定销和工件装载台,所述装载外壳包括同样形状的底板和盖板,底板和盖板之间通过多个固定销连接和支撑,同样数量的工件装载台和固定销沿着装载外壳的边缘等角度间隔设置,在外力驱动下,工件装载台能绕着自身的中心轴旋转;工件装载台上设有装载孔,气门工件通过装载孔插入工件装载台内,气门工件随着工件装载台的转动而同步转动进行涂层作业。采用本夹具装夹时,只需要将产品的杆部插入装载孔内,就能完成装夹,操作简便,装夹效率高。
5.进一步的,所述工件装载台包括扁平齿轮和托台,扁平齿轮芯部设有插孔,插孔直径不小于气门工件的杆部直径,托台焊接在扁平齿轮上,装载孔开设在托台上,所述装载孔内表面为倒锥形,装载孔的下端口与插孔对应接合。由于气门头部的下表面为倒锥形,将装载孔设置成倒锥形,能够更贴合气门的外形,增大承托部分的表面积,当工件装载台旋转时,装载孔能提供足够的摩擦力带动气门工件旋转,二者之间不会出现打滑现象。
6.进一步的,所述底板和盖板近似于正多边形,正多边形的每个角部设有一个工件装载台,工件装载台上的扁平齿轮向外凸出,正多边形角部设有外凸圆弧,外凸圆弧挡在扁平齿轮外凸部分的端面上。除了正多边形,底板和盖板也可以设置成圆形,工件装载台中扁平齿轮向外凸出能更好的与外部驱动部啮合连接,带动整套夹具转动。
7.进一步的,所述扁平齿轮的上端面和下端面分别设有一圈限位挡环。限位挡环将扁平齿轮支撑在底板和盖板之间,使扁平齿轮的端面不与底板和盖板的内表面接触,避免接触摩擦影响齿轮转动。
8.进一步的,所述装载外壳的外圈套设有驱动齿圈,驱动齿圈与所有的扁平齿轮啮合,驱动齿圈带动带动扁平齿轮在圈内转动,扁平齿轮带动托台上的气门工件转动。装载完
工件后,整套夹具要进炉涂层,提供旋转动力的部件应设置在炉内,除了在炉中设置齿圈,还可以设置拨叉或者多组齿轮,以同时驱动扁平齿轮旋转,使所有的工件获得同样的转速,有利于涂层的均匀度。
9.进一步的,所述底板和盖板的芯部设有一个贯通的取放孔,取放孔为方形。该取放孔用于整套夹具的移动取放,便于工件进炉操作。
10.与现有技术相比,本实用新型的有益效果是:本实用新型在装载外壳上设置多个工件装载台,气门通过直接插入的方式进行装夹,不用设置多余的固定部件,就能完成气门的装夹,操作工序简单,提高了工件的装载量和装夹效率;驱动齿圈能驱动所有的扁平齿轮同时转动,每个扁平齿轮带动其装载的气门转动,因此所有的气门工件都以同样的转速匀速转动,使涂层更加均匀;采用简单的齿轮传动结构,在驱动工件转动时,夹具不会出现卡死现象,保证操作的稳定性。
附图说明
11.图1 为本实用新型中气门工件的示意图;
12.图2为本实用新型涂层夹具与气门工件的装夹图;
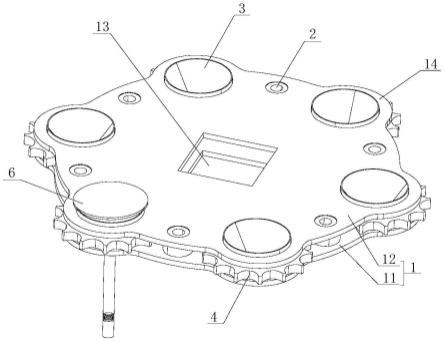
13.图3为本实用新型涂层夹具拆卸下盖板的内部结构图;
14.图4为本实用新型中工件装载台的立体图一
15.图5为本实用新型中工件装载台的立体图二;
16.图中标记为:装载外壳1、底板11、盖板12、取放孔13、外凸圆弧14、固定销2、工件装载台3、扁平齿轮4、插孔41、限位挡环42、托台5、装载孔51、工件6。
具体实施方式
17.下面结合附图和实施例对本实用新型做进一步的描述。
18.如图1-5所示为本实用新型气门专用涂层夹具,包括装载外壳1、固定销2和工件装载台3,所述装载外壳1包括同样形状的底板11和盖板12,底板11和盖板12之间通过多个固定销2连接和支撑,同样数量的工件装载台3和固定销2沿着装载外壳1的边缘等角度间隔设置。
19.所述底板11和盖板12近似于正多边形,正多边形的每个角部设有一个工件装载台3,正多边形角部设有外凸圆弧14;工件装载台3上设有装载孔51,具体的,工件装载台3包括扁平齿轮4和托台5,托台5焊接在扁平齿轮4上,装载孔51开设在托台5上,所述装载孔51内表面为倒锥形,扁平齿轮4芯部设有插孔41,插孔41直径不小于气门工件6的杆部直径,装载孔51的下端口与插孔41对应接合。所述气门工件6通过装载孔51插入工件装载台3内,气门工件6随着工件装载台3的转动而同步转动进行涂层作业,工件装载台3上的扁平齿轮4向外凸出,所述外凸圆弧14挡在扁平齿轮4外凸部分的端面上。
20.在外力驱动下,工件装载台3能绕着自身的中心轴旋转;装夹时只需要将产品的杆部插入装载孔51内,就能完成装夹,操作简便,装夹效率高。气门头部的下表面为倒锥形,将装载孔51设置成倒锥形,能够更贴合气门的外形,增大承托部分的表面积,当工件装载台3旋转时,装载孔51能提供足够的摩擦力带动气门工件6旋转,二者之间不会出现打滑现象。
21.所述扁平齿轮4的上端面和下端面分别设有一圈限位挡环42。限位挡环42将扁平
齿轮4支撑在底板11和盖板12之间,使扁平齿轮4的端面不与底板11和盖板12的内表面接触,避免接触摩擦影响齿轮转动。
22.所述底板11和盖板12的芯部设有一个贯通的取放孔13,取放孔13为方形,该取放孔13用于整套夹具的移动取放,便于工件6进炉操作。装载完工件后,整套夹具要进炉涂层,提供旋转动力的部件应设置在炉内,当本夹具放入炉中,装载外壳1的外圈与对应的驱动齿圈(图中未示出)套接,驱动齿圈与所有的扁平齿轮4啮合,驱动齿圈带动带动扁平齿轮4在圈内转动,扁平齿轮4带动托台5上的气门工件6转动。除了在炉中设置齿圈,还可以设置拨叉或者多组齿轮,以同时驱动扁平齿轮4旋转,使所有的工件6获得同样的转速,有利于涂层的均匀度。
23.在一个实施例中,通过取放孔13将夹具放入炉中,采用与取放孔13形状一致的限位杆件插入取放孔,将装载外壳1固定住,当外围齿圈驱动扁平齿轮4旋转时,扁平齿轮4仅在原地自传,使工件6绕其自身轴心转动,进行喷涂作业。
24.在另一个实施例中,通过取放孔13将夹具放入炉中后,夹具仅通过外围齿圈啮合固定,其芯部没有固定物,当齿圈驱动扁平齿轮4旋转,扁平齿轮4绕着齿圈的内圈旋转,此时扁平齿轮4相当于一个行星齿轮,其不仅绕着自身轴心转动,同时也绕着装载外壳1的轴心旋转,工件6既有公转也有自转,能使工件6表面的涂层更加均匀。
25.以上所述,仅为本实用新型较佳的几个实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化和替换,都应涵盖在本实用新型的保护范围内。因此,本实用新型的保护范围应该以权利要求书的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1