一种半自动胀管装置的制作方法
本技术涉及管道加工,尤其涉及一种半自动胀管装置。
背景技术:
1、在生产换热器过程中,铜管通过钎焊方式连接,形成整体换热器,铜管与铜管之间的连接需通过扩口配合后再钎焊,确保焊接质量达到使用要求,一般标准尺寸可采用机器进行自动化加工,不仅效率高,同时加工尺寸统一质量更有保障。但对于一些非标规格或结构特殊的换热器,所需的铜管扩口使用机器加工困难且耗时耗力,对生产造成瓶颈,影响生产效率的提升;
2、因此有必要开发一种即可简化加工工艺提高效率,又可实现标准化生产的低成本胀管装置。
技术实现思路
1、本实用新型的目的是为了解决上述背景技术中存在的问题,而提出的一种半自动胀管装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
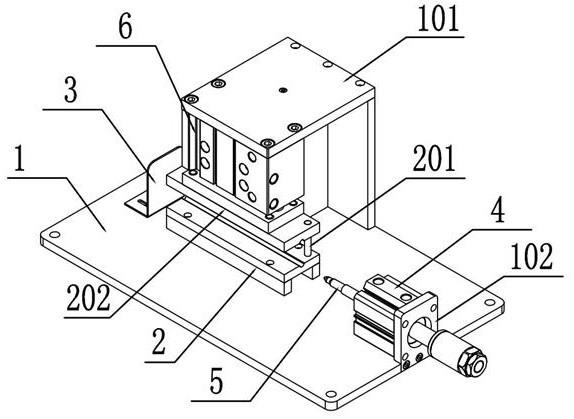
3、一种半自动胀管装置,包括台座、气缸固定板一、气缸固定板二、夹具底座、定位销、铜管夹具、定位板、膨管气缸、锥形胀头和夹紧气缸;
4、台座的上表面内侧固定设置有气缸固定板一,位于台座的上表面右侧安装有第二气缸固定板二,位于台座上表面中央的夹具底座,位于夹具底座上表面右侧的定位销,位于定位销上的铜管夹具,位于台座上表面左侧的定位板,位于气缸固定板一底部表面的夹紧气缸,该夹紧气缸的输出端固定设置于铜管夹具的上表面,位于气缸固定板二上的膨管气缸,位于膨管气缸上的锥形胀头;
5、所述定位板包括有矩形箱和定位螺栓,所述定位板呈l状,定位板的底部贯穿设置有两个矩形箱,所述矩形箱内贯穿设置有定位螺栓,所述定位螺栓螺纹连接于台座上。
6、优选的,所述夹具底座的上表面中央和铜管夹具的底部表面均设置有半圆形槽,且铜管夹具贴于夹具底座的上表面时,两个半圆形槽形成圆形槽。
7、优选的,所述锥形胀头与夹具底座和铜管夹具形成的圆形槽中心处于同一直线上。
8、优选的,所述定位螺栓的螺栓头直径大于矩形箱的宽度。
9、优选的,所述夹具底座上表面和铜管夹具底部表面的半圆形槽内均嵌入设置有多个安装箱,所述安装箱内固定设置有弹簧,所述弹簧的另一端固定设置有橡胶柱。
10、优选的,所述弹簧处于自然伸长状态时,橡胶柱伸出于安装箱的外侧,且弹簧处于最大压缩状态时,橡胶柱嵌入于安装箱内。
11、优选的,所述橡胶柱远离弹簧的一端设置有磨砂层。
12、有益效果:
13、1、可根据工件的要求调整不同的尺寸,运用灵活,对非标工件加工方便,保证胀管的尺寸统一,并且结构简单,只需提供压缩空气作为气缸动力源即可实现加工;实现了胀管机胀管尺寸标准化要求,同时又可大幅提高加工效率及适用性,解决了产能的制约瓶颈;再者,该装置成本投入低,减少企业固定资产投入,且维护简单方便无需专用人员保养,减少人工成本,间接降低生产成本。
14、2、通过设置有弹簧和橡胶柱,当夹具底座配合铜管夹具将工件夹紧时,橡胶柱会嵌入与安装箱内,此时弹簧的处于压缩状态,弹簧的回弹力会使得橡胶柱紧贴于工件的表面,增加夹具底座配合铜管夹具将工件加持后的摩擦力,防止工件在加工的过程中,贴于定位板的一侧由于挤压而出现受损的情况,保证工件加工后的质量。
技术特征:
1.一种半自动胀管装置,其特征在于;包括台座(1)、气缸固定板一(101)、气缸固定板二(102)、夹具底座(2)、定位销(201)、铜管夹具(202)、定位板(3)、膨管气缸(4)、锥形胀头(5)和夹紧气缸(6);
2.根据权利要求1所述的半自动胀管装置,其特征在于:所述夹具底座(2)的上表面中央和铜管夹具(202)的底部表面均设置有半圆形槽,且铜管夹具(202)贴于夹具底座(2)的上表面时,两个半圆形槽形成圆形槽。
3.根据权利要求2所述的半自动胀管装置,其特征在于:所述锥形胀头(5)与夹具底座(2)和铜管夹具(202)形成的圆形槽中心处于同一直线上。
4.根据权利要求1所述的半自动胀管装置,其特征在于:所述定位螺栓(302)的螺栓头直径大于矩形箱(301)的宽度。
5.根据权利要求2所述的半自动胀管装置,其特征在于:所述夹具底座(2)上表面和铜管夹具(202)底部表面的半圆形槽内均嵌入设置有多个安装箱(203),所述安装箱(203)内固定设置有弹簧(204),所述弹簧(204)的另一端固定设置有橡胶柱(205)。
6.根据权利要求5所述的半自动胀管装置,其特征在于:所述弹簧(204)处于自然伸长状态时,橡胶柱(205)伸出于安装箱(203)的外侧,且弹簧(204)处于最大压缩状态时,橡胶柱(205)嵌入于安装箱(203)内。
7.根据权利要求6所述的半自动胀管装置,其特征在于:所述橡胶柱(205)远离弹簧(204)的一端设置有磨砂层。
技术总结
本技术涉及管道加工技术领域,提供了一种半自动胀管装置,包括台座;台座的上表面内侧固定设置有气缸固定板一,位于台座的上表面右侧安装有第二气缸固定板二,位于台座上表面中央的夹具底座,位于夹具底座上表面右侧的定位销,位于定位销上的铜管夹具;根据工件的要求调整不同的尺寸,运用灵活,对非标工件加工方便,保证胀管的尺寸统一,并且结构简单,只需提供压缩空气作为气缸动力源即可实现加工;实现了胀管机胀管尺寸标准化要求,同时又可大幅提高加工效率及适用性,解决了产能的制约瓶颈;再者,该装置成本投入低,减少企业固定资产投入,且维护简单方便无需专用人员保养,减少人工成本,间接降低生产成本。
技术研发人员:张楚坤,余叶飞,刘龙泉
受保护的技术使用者:江西省瑞科制冷科技有限公司
技术研发日:20220906
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!