一种薄壁类零件偏轴心端面制孔工装的制作方法
1.本实用新型属于机械车削加工领域,涉及一种薄壁类零件偏轴心端面制孔工装。
背景技术:
2.在现有的机械车削加工领域,加工薄壁类零件偏轴心端面孔时,经常采用四爪夹盘对零件进行找正,这种方法对零件尺寸精度、圆度和表面光度会产生一定影响:一是装夹过程中夹盘相对于筒壁径向施加压力,当软爪或户口片压力不完全一致时,薄壁零件会受到不均匀的径向压力,产生的应力会导致内孔形变;二是车削完成解除装夹后,薄壁零件因为应力释放原因,内孔圆度随即产生变化,导致零件内孔圆度改变,影响加工准确性;三是对表面精度高的薄壁零件,软爪或户口片径向压力会使零件表面产生不同程度的夹伤、夹痕影响表面质量;四是四爪定位加工方法只适用于单件或小批量零件的加工,且找正花费时间较长,在大批量生产中,效率低下。
技术实现要素:
3.为解决上述问题,本实用新型设计了薄壁类零件偏轴心端面制孔工装,将以往的径向夹紧改为轴向夹紧,利用三点定位销旋转角度进行角向定位,再用防脱落护板和紧固螺母将薄壁零件固定到夹盘上,避免了四爪夹盘夹紧带来的压力、应力、夹伤等问题。
4.本实用新型的技术方案为:
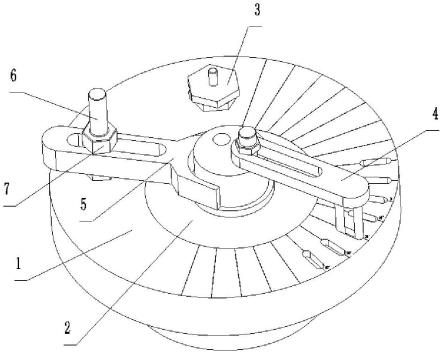
5.一种薄壁类零件偏轴心端面制孔工装,包括:带刻度槽定位圆盘1、主轴定位套2、调整配重块3、三点定位销4、防脱落护板5、支撑钉6、紧固螺母7。
6.带刻度槽定位圆盘1、主轴定位套2为待加工的薄壁类零件提供底面和侧面定位,主轴定位套2位于带刻度槽定位圆盘1上,待加工的薄壁类零件安装到主轴定位套2中;带刻度槽定位圆盘1与三点定位销4互相配合,对待加工的薄壁类零件端面孔进行角向定位,三点定位销4一侧的两个定位销插入带刻度槽定位圆盘1的角度槽中,另一侧定位销插入待加工的薄壁类零件角度定位孔中;防脱落护板5、紧固螺母7、支撑钉6对待加工的薄壁类零件紧固;调整配重块(3)对待加工薄壁类零件配重。
7.进一步,根据待加工的薄壁类零件外径尺寸选配主轴定位套2。
8.进一步,根据待加工的薄壁类零件的种类和质量选配调整配重块3,达到回转惯量的安全操作要求。
9.本实用新型可有效避免装夹应力导致的产品变形,利于薄壁类零件偏轴心端面精准制孔的加工,提高了实用性及科学性;还可以满足不同规格、角度的薄壁类零件的偏轴心制孔需求,降低了生产成本。
附图说明
10.图1为本实用新型薄壁类零件偏轴心端面制孔工装的三维视图。
11.图2为本实用新型薄壁类零件偏轴心端面制孔工装二维剖视图。
12.图中:1带刻度槽定位圆盘;2主轴定位套;3调整配重块;4三点定位销;5防脱落护板;6支撑钉;7紧固螺母。
具体实施方式
13.下面结合技术方案和附图进行详细说明。
14.如图所述,一种薄壁类零件偏轴心端面制孔工装,包括:带刻度槽定位圆盘1、主轴定位套2、调整配重块3、三点定位销4、防脱落护板5、支撑钉6、紧固螺母7。
15.具体操作如下:
16.(1)根据待加工的薄壁类零件外径尺寸选配主轴定位套2,将主轴定位套2拧入带刻度槽定位圆盘1,将待加工的薄壁类零件安装到主轴定位套2中;
17.(2)带刻度槽定位圆盘1与三点定位销4互相配合,对待加工的薄壁类零件端面孔进行角向定位,将三点定位销4一侧的两个定位销插入带刻度槽定位圆盘1的角度槽中,按需选择角度,每格10
°
,另一侧定位销插入待加工的薄壁类零件角度定位孔中;
18.(3)防脱落护板5压在待加工的薄壁类零件凸肩或者端面处,紧固螺母7将防脱落护板5紧固在支撑钉6上,将三点定位销4拆下;
19.(4)为保证回转惯量的均匀分配,根据不同质量的待加工的薄壁类零件选用调整配重块3;
20.(5)用机床三爪将带刻度槽定位圆盘1安装到机床上进行镗孔加工;
21.(6)重新安装下一件待加工的薄壁类零件;
22.(7)所有加工工作完成后,将工装从车床夹盘上拆下即可。
技术特征:
1.一种薄壁类零件偏轴心端面制孔工装,其特征在于,包括带刻度槽定位圆盘(1)、主轴定位套(2)、调整配重块(3)、三点定位销(4)、防脱落护板(5)、支撑钉(6)、紧固螺母(7);所述的主轴定位套(2)位于带刻度槽定位圆盘(1)上,待加工的薄壁类零件在主轴定位套(2)中;所述的带刻度槽定位圆盘(1)与三点定位销(4)互相配合,对待加工的薄壁类零件端面孔进行角向定位;所述的三点定位销(4)一侧的两个定位销插入带刻度槽定位圆盘(1)的角度槽中,另一侧定位销插入待加工的薄壁类零件角度定位孔中;所述的防脱落护板(5)、紧固螺母(7)、支撑钉(6)对待加工的薄壁类零件紧固;所述的调整配重块(3)对待加工薄壁类零件配重。2.根据权利要求1所述的一种薄壁类零件偏轴心端面制孔工装,其特征在于,根据待加工的薄壁类零件外径尺寸选配所述的主轴定位套(2)。3.根据权利要求1或2所述的一种薄壁类零件偏轴心端面制孔工装,其特征在于,根据待加工的薄壁类零件的种类和质量选配所述的调整配重块(3)。
技术总结
本实用新型属于机械车削加工领域,涉及一种薄壁类零件偏轴心端面制孔工装。主要由带刻度槽定位圆盘、主轴定位套、调整配重块、三点定位销等部件组成。主轴定位套拧入到带刻度槽定位圆盘上,带刻度槽定位圆盘与三点定位销互相配合,对待加工的薄壁类零件端面孔进行角向定位;调整配重块对不同质量的待加工的薄壁类零件配重。本实用新型可有效避免装夹应力导致的产品变形,利于薄壁类零件偏轴心端面精准制孔的加工,提高了实用性及科学性;还可以满足不同规格、角度薄壁类零件的偏轴心制孔需求,降低了生产成本。低了生产成本。低了生产成本。
技术研发人员:孙明 李莹 何文涛 蔡猛 马季
受保护的技术使用者:沈阳飞机工业(集团)有限公司
技术研发日:2022.09.26
技术公布日:2023/1/31
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1