一种锂电池装配用超声波焊接夹具的制作方法
1.本实用新型涉及一种锂电池装配用超声波焊接夹具,属于锂电池生产技术领域。
背景技术:
2.叠片完成的锂离子电池电芯需要与电池上盖板进行连接后再一同装入铝壳中进行封口焊接才能形成锂离子电池。而电芯上的极耳群与电池上盖板上的引片的连接长度决定着电池的质量及安全性能。
3.现有技术的焊接为工人双手手持锂离子电池电芯以及电池上盖板进行超声波焊接,由于人工手持焊接,存在操作误差大、超声波位置不固定、装配不良等风险,因此会导致极耳群与引片连接长度不固定的问题。如果极耳群长度过长或者极耳群与引片焊接后整体长度过长,则会造成引片堆积,极耳折弯不下,进而向下损坏电芯;如果极耳群长度过短或者极耳群与引片焊接后整体长度过短,则会造成个别极耳在折弯过程中断片,导致电芯容低或者析锂等风险。同时,人工操作要求操作者经验丰富,因此替代性差。
技术实现要素:
4.为解决背景技术中存在的问题,本实用新型提供一种锂电池装配用超声波焊接夹具。
5.实现上述目的,本实用新型采取下述技术方案:一种锂电池装配用超声波焊接夹具,包括底板、电芯放置板、上盖定位板、移动机构以及电芯固定机构;所述底板上设有移动机构,所述移动机构的上端设电芯放置板,所述电芯放置板上设有上盖定位板以及电芯固定机构。
6.与现有技术相比,本实用新型的有益效果是:
7.本实用新型保证了极耳群焊接位置的固定,保证了极耳群与引片接触长度的固定,相对原有手工把持电芯具有稳定性,对于电芯的定位、引片的定位、超声波焊接区域的定位具有固定作用,进而保证了装配线电芯折弯的安全性;同时,本发明对操作人员要求低,提高了该岗位的人员可替代性;且避免了人员手工扶持电芯整体,减少了人员疲劳,提高了产量,保证了人员、产品及设备的安全,降低了锂离子电池生产过程中装配工序的操作难度,提高了操作人员工作积极性。
附图说明
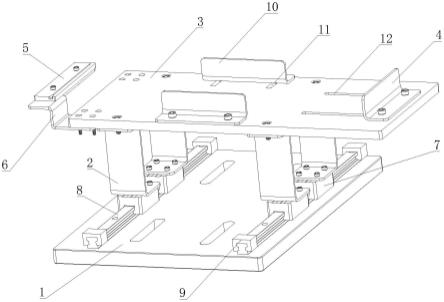
8.图1是本实用新型的结构示意图。
具体实施方式
9.下面将结合本实用新型实施例中的附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是实用新型的一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的
所有其他实施例,都属于本实用新型保护的范围。
10.一种锂电池装配用超声波焊接夹具,包括底板1、电芯放置板3、上盖定位板5、移动机构以及电芯固定机构;所述底板1上设有移动机构,所述移动机构的上端设电芯放置板3,所述电芯放置板3上设有上盖定位板5以及电芯固定机构。
11.电芯放置板3代替人为手持电芯进行焊接;
12.上盖定位板5用于固定电池上盖板上引片的位置,避免了人为操作因素引起的电芯内部极耳群与引片焊接长度的不同;
13.电芯固定机构用于定位电芯摆放位置,保证极耳群与引片连接长度固定。
14.所述移动机构包括两个支架2、两个滑块7以及两个导轨8;所述两个导轨8并列设置在底板1的上端,每个导轨8上均滑动设有滑块7,每个所述滑块7的上端均固定有支架2,两个所述支架2的上端与电芯放置板3的两端固定连接。
15.导轨8用于确保电芯放置板3能够灵活滑动。
16.滑块7保证了支架2可以自由滑动;导轨8以及滑块7的设计保证了电芯焊接操作的连续性。
17.支架2起到连接作用,同时保证了极耳群与引片的焊接高度在超声波焊接设备的焊接头上。
18.所述电芯固定机构包括电芯底挡板4以及两个电芯侧挡板10;所述电芯底挡板4、上盖定位板5以及两个电芯侧挡板10分别设置在电芯放置板3的四边上,且所述两个电芯侧挡板10相对设置。
19.所述电芯放置板3上设有多个沿其长度方向并列设置的安装孔一,所述上盖定位板5与上盖定位板支架6的一端固定连接,所述上盖定位板支架6的另一端设有多个沿其长度方向并列设置的安装孔二,多个所述安装孔二与多个安装孔一一一对应设置,上盖定位板支架6与电芯放置板3通过螺栓旋入对应的安装孔一以及对应的安装孔二的方式可调节固定连接。
20.上盖定位板支架6用于连接上盖定位板5与电芯放置板3,同时保证超声波焊头能够抵达到引片与极耳群焊接的部位,上盖定位板6与电芯放置板3安装距离的长短,决定极耳群与引片焊接长度。
21.所述电芯放置板3的上表面设有一组横向调节孔12以及两组纵向调节孔11,所述横向调节孔12通过对应的锁紧螺母与电芯底挡板4限位固定连接,每组所述纵向调节孔11分别通过对应的锁紧螺母与对应的电芯侧挡板10限位固定连接。调节孔确保能够兼容多型号多尺寸的电芯。
22.每个所述导轨8的两端均设有限位块9。限位块9防止电芯放置板3脱落滑出。
23.本实用新型在人员操作上使生产连续性更快,同时可以满足改岗位的可替代性,新员工上手较快,技能很容易掌握。
24.使用本实用新型时,将电芯放置板3拉到靠近操作者的一侧,将裁切完极耳群的电芯放置在电芯放置板3上,将电池上盖板放在上盖定位板5上,根据该电池的型号调节电芯固定机构,同时调节上盖定位板支架6确定引片与极耳群的连接长度,以便后续同型号电池的生产使用。然后将极耳群插入引片中,手动压合引片与极耳群,而后推动支架2带动电芯放置板3移动,使得引片与极耳群连接位置到达超声波焊接设备区域内,再进行超声波焊
接;焊接完成的电芯进行下工位流转。
25.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同条件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
26.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种锂电池装配用超声波焊接夹具,其特征在于:包括底板(1)、电芯放置板(3)、上盖定位板(5)、移动机构以及电芯固定机构;所述底板(1)上设有移动机构,所述移动机构的上端设电芯放置板(3),所述电芯放置板(3)上设有上盖定位板(5)以及电芯固定机构。2.根据权利要求1所述的一种锂电池装配用超声波焊接夹具,其特征在于:所述移动机构包括两个支架(2)、两个滑块(7)以及两个导轨(8);所述两个导轨(8)并列设置在底板(1)的上端,每个导轨(8)上均滑动设有滑块(7),每个所述滑块(7)的上端均固定有支架(2),两个所述支架(2)的上端与电芯放置板(3)的两端固定连接。3.根据权利要求2所述的一种锂电池装配用超声波焊接夹具,其特征在于:所述电芯固定机构包括电芯底挡板(4)以及两个电芯侧挡板(10);所述电芯底挡板(4)、上盖定位板(5)以及两个电芯侧挡板(10)分别设置在电芯放置板(3)的四边上,且所述两个电芯侧挡板(10)相对设置。4.根据权利要求3所述的一种锂电池装配用超声波焊接夹具,其特征在于:所述电芯放置板(3)上设有多个并列设置的安装孔一,所述上盖定位板(5)与上盖定位板支架(6)的一端固定连接,所述上盖定位板支架(6)的另一端设有多个并列设置的安装孔二,多个所述安装孔二与多个安装孔一一一对应设置,上盖定位板支架(6)与电芯放置板(3)通过螺栓旋入对应的安装孔一以及对应的安装孔二的方式可调节固定连接。5.根据权利要求4所述的一种锂电池装配用超声波焊接夹具,其特征在于:所述电芯放置板(3)的上表面设有一组横向调节孔(12)以及两组纵向调节孔(11),所述横向调节孔(12)与电芯底挡板(4)限位固定连接,每组所述纵向调节孔(11)分别与对应的电芯侧挡板(10)限位固定连接。6.根据权利要求5所述的一种锂电池装配用超声波焊接夹具,其特征在于:每个所述导轨(8)的两端均设有限位块(9)。
技术总结
一种锂电池装配用超声波焊接夹具,属于锂电池生产技术领域。两个导轨并列设在底板上端,每个导轨上均有滑块,每个滑块上端均有支架,两个支架上端与电芯放置板两端固定连接。电芯底挡板、上盖定位板及两个电芯侧挡板分别设置在电芯放置板的四边上,电芯放置板通过上盖定位板支架与上盖定位板连接。每个导轨的两端均设有限位块。本实用新型保证了极耳群焊接位置的固定,保证了极耳群与引片接触长度的固定,相对原有手工把持电芯具有稳定性,对于电芯的定位、引片的定位、超声波焊接区域的定位具有固定作用,进而保证了装配线电芯折弯的安全性;提高了该岗位的人员可替代性;减少了人员疲劳,提高了产量,保证了人员、产品及设备的安全。安全。安全。
技术研发人员:单辉 姜海龙 徐亮 孙长亮 王金龙 郭锐 宋柏 秦东年 周玉林 张立辉 王指刚 汪海澎
受保护的技术使用者:哈尔滨光宇新能源有限公司
技术研发日:2022.11.07
技术公布日:2023/1/31
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1