一种基于OPCUA的航空数控机床刀具健康监测方法
本发明涉及一种基于opcua的航空数控机床刀具健康监测方法,属于机床加工制造。
背景技术:
1、为保证航空航天产品综合性能及其在极端环境下能够正常工作,钛合金、高温合金等难加工材料广泛应用于航空航天零部件的制造。在零件的数控加工过程中,由于难加工材料强度大、硬度高和热传导系数低,切削刀具刀尖应力大,导致切削刃局部温度较高,刀具更容易发生失效。
2、刀具的磨损量对于刀具的剩余寿命和工件表面的成形起着非常重要的作用;基于已知的知识,刀具的状态监督可以使用传感器方法间接的监测。而随着工业界对加工精度和自动化的要求不断提高,智能制造这一概念在工业中的应用越来越广泛,而刀具磨损量预测成为了智能制造面临的一个巨大挑战。在传统切削加工过程中,目前在工厂中只能依靠加工人员通过切削声音、切屑颜色、切削时间等来判断。这种判断方法主观性较强,所以不可避免的存在两个问题:
3、1、在实际加工中,更换刀具的停机时间占机床总停机时间的20%以上,刀具和刀具更换的成本占总加工成本的3%~12%,传统依靠人工经验确定更换刀具的时间节点导致刀具的使用寿命被严重浪费。
4、2、如果预测磨损量远高于真实磨损量将导致刀具的频繁更换,造成刀具使用寿命的浪费以及加工效率的降低。而预测磨损量远低于真实磨损量将出现使用失效刀具加工零件的情况,损害零件尺寸精度和表面质量,甚至造成零件报废。
5、目前众多磨损量监测的研究中刀具的磨损量来源于多个可能存在耦合关系的因素综合作用,这些因素伴生这很大的不确定性,间接地导致包括热力学与动力学在内的综合性技术难题。所以如何综合不同的加工情况,并建立不同加工情况下的不同信号特征分量的自适应模型亦是这方面研究的难题。同时,利用静态模型对刀具磨损量建模的过程中,不仅无法应对不确定性的情况,而且对于不同加工情况下的特征,其预测结果也不够精准。
技术实现思路
1、本发明的目的是为了解决上述刀具磨损量建模及监测问题,提出一种基于opcua的航空数控机床刀具健康监测方法。
2、为实现上述目的,本发明采取的技术方案是:一种基于opcua的航空数控机床刀具健康监测方法,其包括以下步骤:
3、步骤1、优化传感器配置:
4、采用三轴力传感器、三轴振动传感器和声发射传感器;当加工零件时,三轴力传感器监测三轴的力信号并转换为电信号;同样,振动传感器监测三轴的振动信号并转换为电信号,声音发射传感器接受加工过程中零件表明的应力波信息,并且转换为电信号,所有的传感器采样频率相同;
5、步骤2、基于opcua服务器采集数控机床的信号:
6、使用opcua协议统一接口进行传输数据,实现多源数据实时同步采集,并保存历史数据;
7、步骤3、采集零件加工过程设备监测数据样本:
8、采用3刃刀具铣削工件并且收集加工时候的x、y、z三个方向传感器所采集到的力信号、加速度信号、以及声发射信号,形成7列输入数据;
9、步骤4:监测数据预处理:
10、对每次切削行程内所采集的7个信号数据分别进行格拉布斯准则进行一致性验证,避免采集过程中采集到异常的数据;
11、步骤5、构建lstm-cnn故障诊断模型:
12、将预处理后机床运行数据作为lstm神经网络的输入,利用lstm神经网络对标准化后的序列数据建模并提取序列特征,并将在lstm神经网络中最后时刻的输出作为cnn的输入,通过多层卷积层和多层池化层提取多维度特征;最后输出的特征同时包含了原始时间序列数据的多维度特征和序列特征,通过线性回归层实现特征到刀具磨损值的映射;
13、步骤6:模型训练:
14、将步骤4得到的数据样本分为训练集和验证集;利用adam优化算法,以均方误差作为损失函数,采用训练集对步骤5搭建的lstm-cnn模型进行监督式训练,训练调整参数得到新模型;
15、步骤7:采用步骤6得到的最终模型进行监测:
16、按照步骤1的方式部署传感器,加工过程中,获取传感器数据后,按照步骤2保存下来的数据进行步骤3进行样本的划分,并按照步骤4的方法转换得到信号张量,将信号张量输入到最终模型得到当前时刻的磨损量。
17、进一步的,所述步骤1中,采用x、y、z轴力传感器,x、y、z轴加速度传感器以及声发射传感器;声发射传感器紧贴在工件的侧面上,x、y、z轴上的力传感器和加速度传感器安置在工件或者夹具上;所有的传感器采样频率相同,为50khz。
18、进一步的,所述步骤3中,每个工件每次切削时走刀沿着设定的方向切削相同的距离,即为一次切削,记录每次切削时传感器采集到的7列输入信号;每次刀具切削行程完成时,用leicamz12显微镜测量每次切削刀刃的后刀面磨损量,共测量n个行程中每个切削刀刃所分别对应的后刀面磨损量。
19、进一步的,所述步骤4中,一致性验证计算公式如下:
20、
21、其中,t为格拉布斯准则检验值;n为数据个数;α=0.01为显著性水平;t(n,α)由n和α决定,可通过查找格拉布斯准则表获得;
22、当t>t(n,α)时则认为该数据异常,需要剔除,再将每个行程内采集的7列信号分别进行转换为大小为f的7个一维张量,合并为一个形式为[f,7]的张量,合并n个行程所对应的张量为[n,f,7]的张量。
23、进一步的,使用离散小波变换(可采用复morlet小波尺度变换)对合并后的7维信号张量进行对称小波变换,将7维信号张量分解为两层高频和一层低频信号分量,形式应为[n,f*,7],其中f*代表不同层信号分量的采样频率;将三个不同频段分解出来的信号张量按采样频率的维度连接起来,其他维度不变,以此作为pso-ltsm-cnn网络模型的输入,该输入形状为[n,f,7],其中f为三层信号张量的采样频率的累加和f=∑f*;
24、对于每次切削行程中测量的3个切削刀刃所分别对应的后刀面磨损量,按照对应关系构建一个[n,m]的张量,作为之后lstm-cnn模型进行监督式学习的标签,其中m为3刃刀具的切削刀刃数,其中n的范围在[0,315]。
25、进一步的,所述步骤5中,使用pso算法进行cnn-lstm结构选择过程,采用增加卷积层中神经元数目的方式提取不同类别训练样本中具有差别性的特征信息;卷积层的层数可选范围为1-5层,使用pso算法对卷积核的大小、数量、步长以及lstm的神经元个数进行一个寻优;使用实数编码产生初始种群,群体中的一个个体表示一个lstm-cnn结构,然后对群体中的个体执行位置和速度的迭代等操作,直至达到最大迭代次数,输出最优个体;
26、更进一步的,使用pso算法进行lstm-cnn刀具磨损量预测模型结构选择过程为:
27、使用pso算法对lstm-cnn的结构进行自适应选择,种群中的每一个个体的参数作为一个lstm-cnn的结构,将模型的准确率作为pso算法的适应度函数,进行适应度评价并对粒子群进行更新位置和速度操作,选择输出最小均方根误差值的个体作为最优个体,选择最优个体中的参数搭建lstm-cnn刀具磨损量预测模型、
28、进一步的,所述步骤6中,新模型的输出为ypre,而其对应的标签数据真实的磨损量表示为ytrue,均方误差表示为:
29、mse=(ypre-ytrue)2
30、在训练过程中采用小样本的方法分批次将训练集的样本数据送入模型之中进行训练,每批样本经过算法训练后都会产生一个新的模型;在一轮训练结束后,通过pso算法能够进行神经元数目、时间步长的更新,在训练集和验证集计算最优模型的均方误差,以此作为模型是否寻到合适的网络结构参数。
31、进一步的,在lstm中,采用z-score方法对原始数据进行标准化处理;并对lstm-cnn进行正则化,来缓解模型过拟合现象的发生。
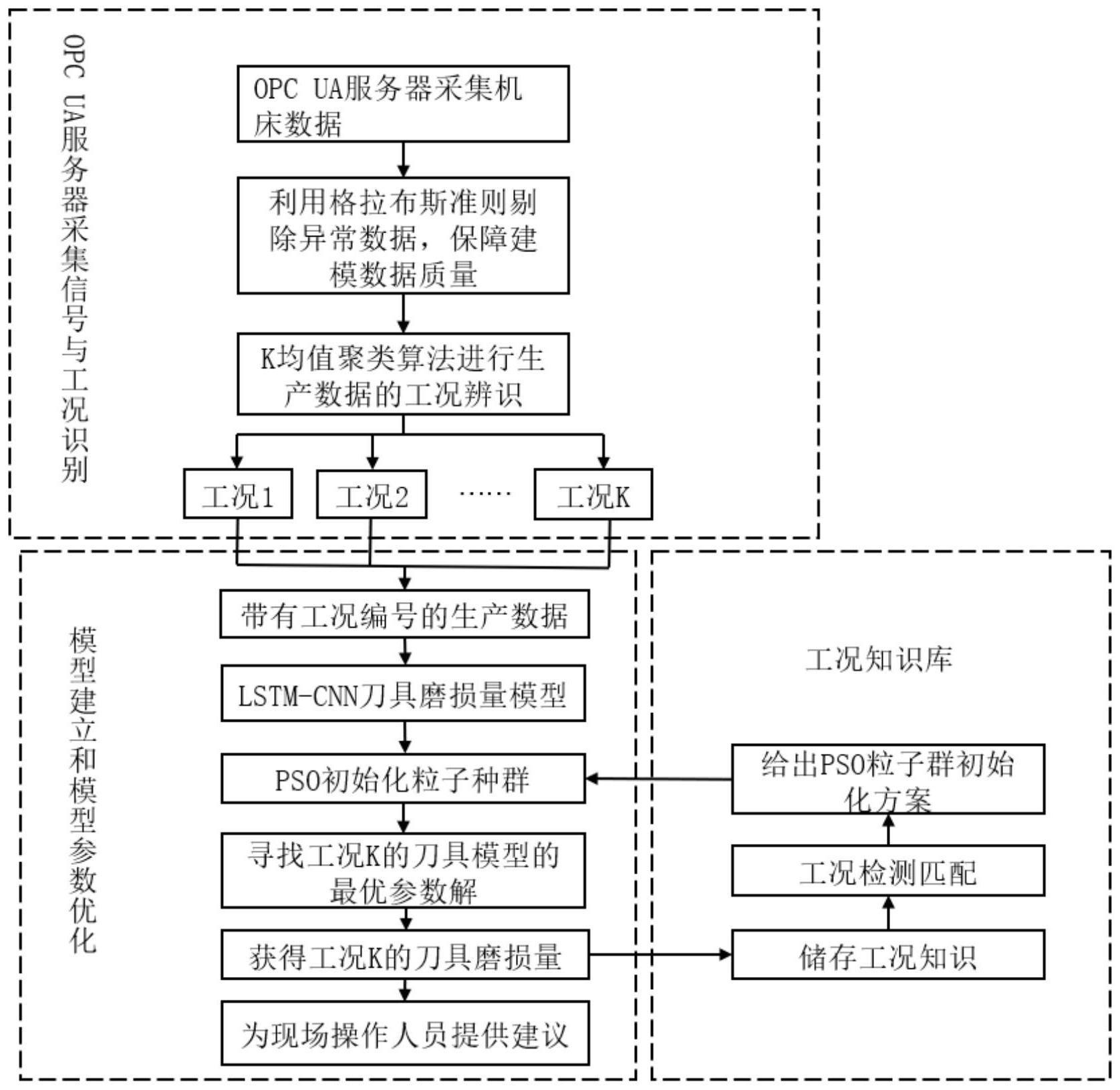
32、进一步的,在步骤7之后,保存当前工况的网络结构参数,并对不同的工况建立历史知识库,对输入的数据进行工况辨识,与历史工况类型相匹配,便于给出当前工况模型lstm-cnn的最优参数,使得模型对不同工况更具有针对性。
33、进一步的,传感器采集的数据集80%的样本作为训练集,20%的样本作为测试集。
34、综上,本发明将lstm-cnn作为刀具磨损量预测模型,在此基础上用pso算法对模型进行参数上的寻优,最终建立刀具磨损量预测的模型。该模型以不同的传感器的时域信号,以opcua服务器采集x、y、z轴三个方向的力信号、加速度信号、声发射信号作为刀具的磨损量模型的输入,刀具磨损量作为输出,同时考虑到对于具有一定时间长度的数据,每次切削行程内所采集的7个信号数据分别进行格拉布斯准则进行一致性验证,避免采集过程中采集到异常的数据。并利用卷积神经网络理论提取加工过程中的信号特征,之后将不同维度的信号特征作为全连接神经网络的输入,利用adam算法自动求得这些特征分量对于刀具磨损量的影响权重,再根据监督式学习建立刀具磨损量预测的模型,最后,使用建立工况知识库,实现不同工况刀具磨损量的预测,解决变工况刀具磨损量预测的问题。
35、通过实验验证,可以看出本发明建立的模型能够准确的预测出刀具的磨损量,而且本发明的模型根据建立的历史工况知识库,可以针对不同输入的数据进行工况识别,并根据辨识的工况给出模型参数的权重,使得模型监测更具有针对性,结果准确的特点。
36、与现有技术相比,本发明的有益效果是:本发明给出的一种基于opc ua的航空数控机床刀具健康监测方法,并利用adam优化算法,以均方差作为损失函数对整个神经网络进行训练,适用于机床加工中刀具磨损量的在线监测。有效解决了传统方法无法提取信号中的特征,过程复杂且需要技巧的缺陷,同时为了解决不同工况下的刀具磨损量预测,建立了历史知识库,针对不同的工况,调节合适的网络结构,具有更强的针对性。
37、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或者通过本发明的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!