一种中心阻尼器生产工艺及中心阻尼器的制作方法
本发明涉及中心阻尼器,具体涉及一种中心阻尼器生产工艺及中心阻尼器。
背景技术:
1、这里的陈述仅提供与本发明相关的背景技术,而不必然地构成现有技术。
2、中心阻尼器的作用是传递发动机的动力到变速箱,防止发动机出现抖动的情况,中心阻尼器零件安装到汽车轮毂的阻尼器总成中,利用阻尼特性来减缓机械振动、消耗动能的装置。作用就是减振消能,这些技术也可以转用到结构工程中,也能够更好的让车辆运行。
3、目前,市场上中心阻尼器因为其特殊的结构,采用一体式锻造加工,热处理,然后冲压的方式加工,材料在锻造和热处理后硬度达到hv230-290之间,正常冲压的硬度在hv100-hv180之间,产品要冲压的厚度在5.3mm左右,并且保证70%以上的光亮剪切面。如果直接冲压,需要冲压四次,需要四台冲压设备,而且会造成模具寿命很差,产品剪切面不能达到要求,效率低,生产成本很高,产品在综合加工效率和成本方面难以平衡。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种中心阻尼器生产工艺,生产效率高,产品质量高。
2、为了实现上述目的,本发明是通过如下的技术方案来实现:
3、第一方面,本发明的实施例提供了一种中心阻尼器生产工艺,包括以下步骤:
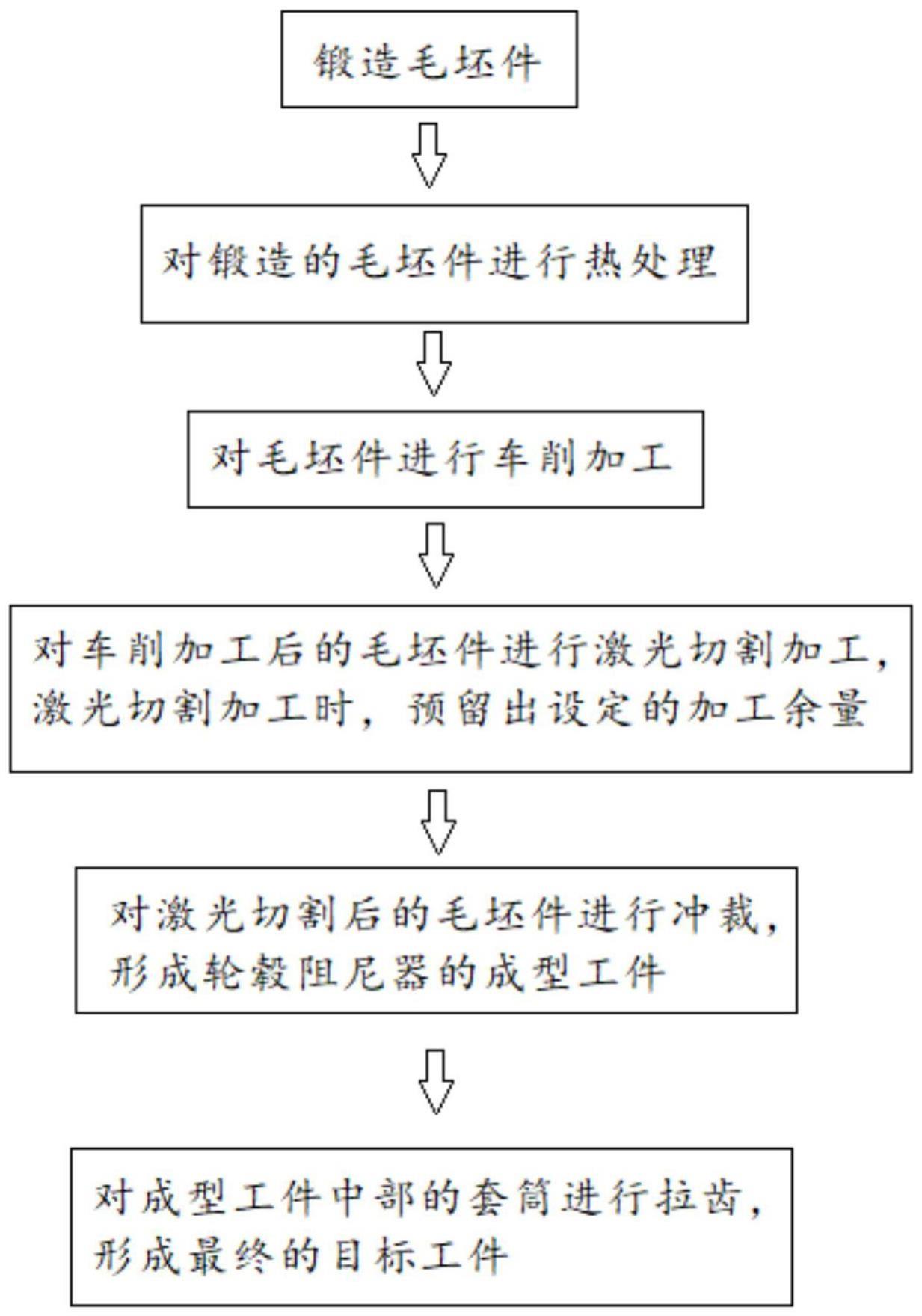
4、锻造毛坯件;
5、对锻造的毛坯件进行热处理;
6、对毛坯件进行车削加工;
7、对车削加工后的毛坯件进行激光切割加工,激光切割加工时,预留出设定的加工余量;
8、对激光切割后的毛坯件进行冲裁,形成中心阻尼器的成型工件。
9、对成型工件中部的套筒进行拉齿,形成最终的目标工件。
10、可选的,锻造毛坯件的具体步骤为:
11、将原料件加热至设定温度;
12、将加热后的原料件依次进行预锻造、终锻造和切边;
13、然后对切边后的原料件进行抛丸处理,形成毛坯件。
14、可选的,所述设定温度为1100℃-1500℃。
15、可选的,设定的加工余量为0.5mm-1mm。
16、可选的,对激光切割后的毛坯件进行冲裁时,采用一次冲裁或采用多次冲裁,采用多次冲裁时,每次冲裁后加工余量减少,直至最后一次冲裁后,毛坯件的尺寸达到目标工件尺寸。
17、可选的,采用多次冲裁时,冲裁次数为两次。
18、可选的,毛坯件冲裁形成成型工件后,对成型工件的边缘进行去毛刺处理,去毛刺处理后进行拉齿。
19、可选的,对拉齿处理后形成的目标工件进行清洗以便于后续的外观检测。
20、可选的,车削加工前,对热处理后的毛坯件进行抛丸处理以去除毛坯件表面热处理产生的氧化皮。
21、第二方面,本发明的实施例提供了一种中心阻尼器,采用第一方面所述的中心阻尼器生产工艺生产而成。
22、本发明的有益效果如下:
23、本发明的生产工艺,毛坯件加工完成后,首先利用激光切割的方式对产品进行粗加工,留有设定的较小的加工余量,然后进行冲压成型,相对于传统的加工方式,冲压前所需要被剔除的冲压废料较少,能够减少冲压的次数,减小模具的受力,提高模具的使用寿命,并能够保证产品的功能尺寸和断面质量,节约了工序,提高了生产效率,设置一台激光切割设备和一台冲压设备即可完成,与传统的需要四台冲压设备相比,减少了两台设备,降低了生产的设备投资。
技术特征:
1.一种中心阻尼器生产工艺,包括以下步骤:
2.如权利要求1所述的一种中心阻尼器生产工艺,其特征在于,锻造毛坯件的具体步骤为:
3.如权利要求2所述的一种中心阻尼器生产工艺,其特征在于,所述设定温度为1100℃-1500℃。
4.如权利要求1所述的一种中心阻尼器生产工艺,其特征在于,设定的加工余量为0.5mm-1mm。
5.如权利要求1所述的一种中心阻尼器生产工艺,其特征在于,对激光切割后的毛坯件进行冲裁时,采用一次冲裁或采用多次冲裁,采用多次冲裁时,每次冲裁后加工余量减少,直至最后一次冲裁后,毛坯件的尺寸达到目标工件尺寸。
6.如权利要求5所述的一种中心阻尼器生产工艺,其特征在于,采用多次冲裁时,冲裁次数为两次。
7.如权利要求1所述的一种中心阻尼器生产工艺,其特征在于,毛坯件冲裁形成成型工件后,对成型工件的边缘进行去毛刺处理,去毛刺处理后进行拉齿。
8.如权利要求1所述的一种中心阻尼器生产工艺,其特征在于,对拉齿处理后形成的目标工件进行清洗以便于后续的外观检测。
9.如权利要求1所述的一种中心阻尼器生产工艺,其特征在于,车削加工前,对热处理后的毛坯件进行抛丸处理以去除毛坯件表面热处理产生的氧化皮。
10.一种中心阻尼器,其特征在于,采用权利要求1-9任一项所述的中心阻尼器生产工艺生产而成。
技术总结
本发明涉及一种中心阻尼器生产工艺及中心阻尼器,包括以下步骤:锻造毛坯件;对锻造的毛坯件进行热处理;对毛坯件进行车削加工;对车削加工后的毛坯件进行激光切割加工,激光切割加工时,预留出设定的加工余量;对激光切割后的毛坯件进行冲裁,形成中心阻尼器的成型工件;对成型工件中部的套筒进行拉齿,形成最终的目标工件,采用本发明的生产工艺生产效率高,质量高。
技术研发人员:郑广会,赵培振,郑金宇,郑金泽
受保护的技术使用者:聊城市博源节能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!