一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法与流程
本发明涉及领域,特别是一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法。
背景技术:
1、铝合金是一种重要的轻量化材料,具有比强度高的特点,广泛应用于轨道交通、汽车和航空航天等领域,由于铝合金导热系数和热膨胀系数较大,若板材厚度较小,则在焊接高温作用下容易产生严重的残余应力和焊接变形,不仅影响结构美观,也会降低其承载强度,无法满足使用要求,铝合金无法承受焊接过程中持续不断的热量输入,为此,需要设计一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法。
技术实现思路
1、本发明的目的是为了解决上述问题,设计了一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法。
2、实现上述目的本发明的技术方案为,一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法,包括以下步骤,
3、步骤一:准备待焊接铝合金板材;
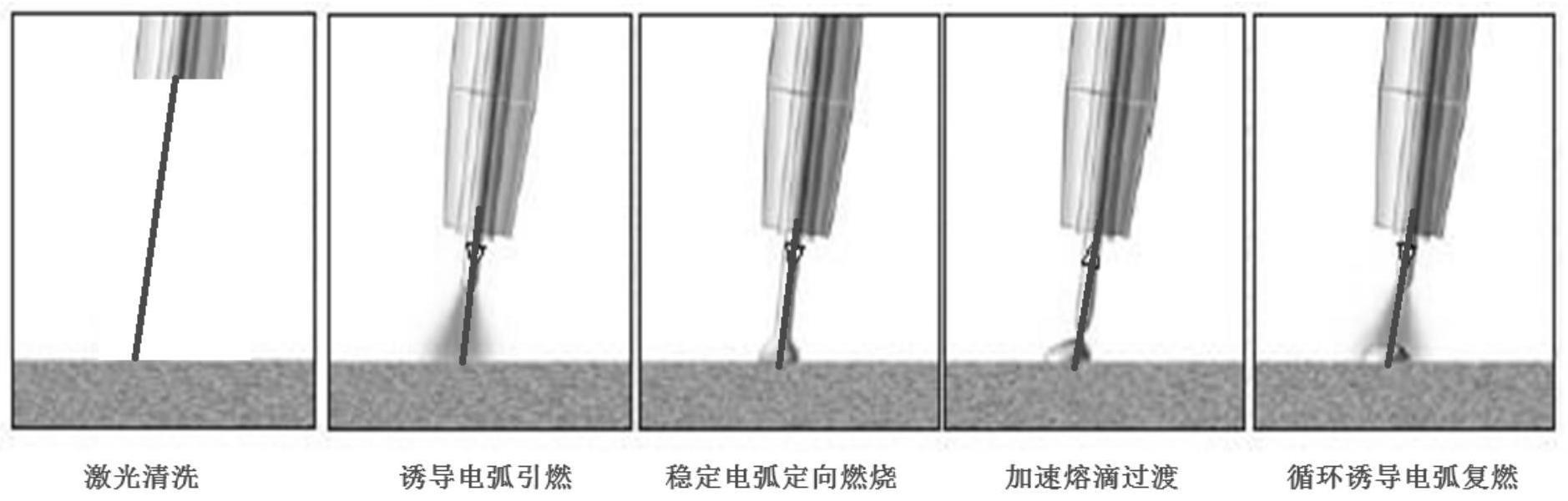
4、步骤二:对铝合金板材进行激光清洗操作;
5、步骤三:板材焊接前处理;
6、步骤四:板材焊接操作。
7、作为本技术方案的进一步描述,所述步骤一中,将待焊接铝合金有序排放,并输送至下一加工工位。
8、作为本技术方案的进一步描述,所述步骤二中,将待焊接铝合金板材放置在激光清洗装置内进行清洗操作,激光清洗过程中,低温预热母材。
9、作为本技术方案的进一步描述,所述步骤二中,激光清洗和低温预热均是通过采用激光能量对铝合金板材进行处理实现的。
10、作为本技术方案的进一步描述,所述步骤三中,包括,激光诱导冷电弧冷金属过渡焊集成焊接头与冷电弧焊接装置(cmt)连接。
11、作为本技术方案的进一步描述,所述步骤三中,还包括,激光焊枪与激光诱导冷电弧冷金属过渡焊集成焊接头连接。
12、作为本技术方案的进一步描述,所述步骤三中,还包括cmt焊枪与激光诱导冷电弧冷金属过渡焊集成焊接头连接。
13、作为本技术方案的进一步描述,所述步骤四中,采用激光诱导稳弧过渡焊接,包括以下步骤,
14、步骤a:诱导电弧引燃;
15、步骤b:稳定电弧定向燃烧;
16、步骤c:加速熔滴过渡;
17、步骤d:循环诱导电弧复燃。
18、其有益效果在于,1.激光诱导冷电弧冷金属过渡焊接将两种不同的热源耦合作用在同一工件,并不是将两种热源简单地机械叠加,因此其焊接机理十分复杂,通过优化诸如激光功率、焊接电流、光丝间距、焊接速度等工艺参数来实现焊接。
19、2.激光诱导冷电弧冷金属过渡焊接可以实现无飞溅焊接过程,获得成形良好的焊缝,通过降低热输入改善接头软化缺陷,并且可以降低装配精度要求,其优势特征也可以应用于金属增材制造领域;在抑制气孔缺陷方面,其与其他激光-电弧冷金属过渡焊接相比较性能有明显提升。
20、3.两个热源共同作用于熔池中,cmt主要影响熔池形成,cmt中焊丝反向移动减少熔滴对熔池的作用,从而减少飞溅;而激光的影响作用于电弧复燃的稳定,且熔深也会随激光功率的增大而增大;激光在快速引燃电弧和稳定电弧的同事,还促进熔滴过渡,并影响熔滴形态,实现小颗粒快速熔滴过渡,减少飞溅和空气侵入。
技术特征:
1.一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法,其特征在于,包括以下步骤,
2.根据权利要求1所述的一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法,其特征在于,所述步骤一中,将待焊接铝合金有序排放,并输送至下一加工工位。
3.根据权利要求1所述的一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法,其特征在于,所述步骤二中,将待焊接铝合金板材放置在激光清洗装置内进行清洗操作,激光清洗过程中,低温预热母材。
4.根据权利要求3所述的一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法,其特征在于,所述步骤二中,激光清洗和低温预热均是通过采用激光能量对铝合金板材进行处理实现的。
5.根据权利要求1所述的一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法,其特征在于,所述步骤三中,包括,激光诱导冷电弧冷金属过渡焊集成焊接头与冷电弧焊接装置连接。
6.根据权利要求5所述的一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法,其特征在于,所述步骤三中,还包括,激光焊枪与激光诱导冷电弧冷金属过渡焊集成焊接头连接。
7.根据权利要求6所述的一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法,其特征在于,所述步骤三中,还包括焊枪与激光诱导冷电弧冷金属过渡焊集成焊接头连接。
8.根据权利要求1所述的一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法,其特征在于,所述步骤四中,采用激光诱导稳弧过渡焊接,包括以下步骤,
技术总结
本发明公开了一种激光诱导稳弧过渡的冷电弧金属过渡铝合金焊接方法,包括以下步骤,步骤一:准备待焊接铝合金板材;步骤二:对铝合金板材进行激光清洗操作;步骤三:板材焊接前处理;步骤四:板材焊接操作;本发明的有益效果是,激光诱导冷电弧冷金属过渡焊接可以实现无飞溅焊接过程,获得成形良好的焊缝,通过降低热输入改善接头软化缺陷,并且可以降低装配精度要求,其优势特征也可以应用于金属增材制造领域;在抑制气孔缺陷方面,其与其他激光-电弧冷金属过渡焊接相比较性能有明显提升。
技术研发人员:杨尚磊
受保护的技术使用者:申为智能科技(江苏)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!