普通车床推镗轴类细长深孔的加工方法与流程
本发明涉及使用普通车床利用专用推镗刀头及刀杆进行轴类零件深孔扩孔加工的方法,尤其是长径比大(l/d>16)的零件。
背景技术:
1、长度与之直径比大于20~25(即l/d≥20~25)的轴称之为细长轴。这类零件一般在车床上进行加工。在车削过程中,由于其刚性差,在切削力和切削热的作用下,细长轴很容易产生弯曲变形,这样就破坏了刀具和零件相对运动的准确性,使加工出来的细长轴产生中间粗、两头细的形状,严重影响零件的加工精度同时细长轴产生弯曲变形后,还会引起工艺系统振动,影响零件的粗糙度。在切削力、重力的作用下,横置的细长轴是很容易弯曲甚至失稳。细长轴刚性很差,车削时装夹不当,很容易因切削力及重力的作用而发生弯曲变形,产生振动,从而影响加工精度和表面粗糙度。细长轴的热扩散性能差,在切削热作用下,会产生相当大的线膨胀。如果轴的两端为固定支承,则工件会因伸长而顶弯。由于轴较长,一次走刀时间长,刀具磨损大,从而影响零件的几何形状精度。车细长轴时由于使用跟刀架,若支承工件的两个支承块对零件压力不适当,会影响加工精度。若压力过小或不接触,就不起作用,不能提高零件的刚度:若压力过大,零件被压向车刀,切削深度增加,车出的直径就小,当跟刀架继续移动后,支承块支承在小直径外圆处,支承块与工件脱离,切削力使工件向外让开,切削深度减小,车出的直径变大,以后跟刀架又跟到大直径圆上,又把工件压向车刀,使车出的直径变小,这样连续有规律的变化,就会把细长的工件车成“竹节”形。造成机床、工件、刀具工艺系统的刚性不良给切削加工带来困难,不易获得良好的表面粗糙度和几何精度。在车床上钻大直径的深孔,这类工件大多数是空心杆、空心细长轴、机床主轴等。使用麻花钻头钻这些孔的风险是钻头易研伤、折断、退刀脱落在孔中不易取出。还因排屑困难和多次退出排屑,不易冷却润滑。由于钻头直径大、轴向切削力大,不利于用车床大拖板自动走刀进给。所以,一般没有掌握操作技术的人员都望而却步。
2、所谓深孔,就是长径比大于5的孔。但在实际工作中,经常遇到长径比大于100的超深孔。根据工件加工的尺寸要求一般属于超深孔加工的范畴,具有较高的加工制作难度,即便是在专用的深钻孔床上使用外排屑深钻孔进行加工也具有比较大的加工难度。因此在普通车床上进行加工也存在着一定的难度,主要表现在以下几个方面,对于工件的定位方面、根据普通车床的制作要求选用合适的长杆切削钻具、排屑以及冷却的处理、以及关于钻孔切削工艺方面。细长孔零部件的加工制造是目前机械设备中实施生产加工难度比较高的一类部件,轴类零件细长孔的加工在机械加工中具有较高的难度。在航空航天液压产品中活塞杆类零件较多都具有深孔的结构特征,在进行该类零件批量加工时往往需要使用专用设备。由于这种细长孔部件加工制造的尺寸要求比较严格。生产工人要借助于接设备来完成操作,这样也是一种比较复杂制作环节,对普通机床设施来讲,加工细长孔存在一定的生产制造难度,需要使用普通机床钻机设备,还要掌控好切削工艺,严格按照生产工艺要求来操作。部分工厂缺少专业机械设备辅助加工,然而普通机床加工细长孔技术需要不断地改进提升。如何借助普通车床进行轴类零件深孔加工,提升生产制造的效率,对解决实际生产加工瓶颈具有十分积极的意义。
3、对于某些产品中受力的轴类零件其内孔的表面质量对零件的疲劳强度具有一定的影响。孔径较大的零件钻孔后虽然可用利用减震刀杆进行精镗孔,提高零件内孔表面质量,但对于存在细长孔结构的零件,使用钻头加工后零件内孔的表面质量不尽人意,即使使用减震刀杆进行精镗孔也不能解决问题。影响其疲劳强度性能。
4、孔加工中孔深度与直径比,决定了孔加工工艺的刚度及刀具结构上的特点,径比大l/d增大的工艺系统刚度降低,切屑排除及冷却难度增大。由于细长孔加工不能直接观察到刀具的切削情况,使用普通车床进行细长孔加工时仅能通过经验及切削声音来判断切削过程是否正常。并且加工中的切削热不易传散,一般切削过程中80%的切削热被切屑带走,而细长孔加工仅有40%,刀具占切削热的比例较大,扩散慢,刃口切屑温度过热,需要采用有效的冷却方式。然一般的冷却方式很难将冷却液送达细长孔深处进行冷却。由于细长孔加工时切削热不易传散,刀刃温度升高,导致刀具磨损加快、加工效率及加工质量降低。由于加工孔的细长结构,切屑排除的路线长,切屑不易排除,容易发生堵塞和造成刀具崩刃,因此需要对切屑的长短及形状进行控制。工艺系统刚性差,因受孔径尺寸限制,刀杆的结构细而长,刚性较差,加工孔时易产生振动,钻孔走偏。深孔的制造位置走偏,产生移动的原因,多是加工轴向作用力和钻具刚性大小的问题。在细长孔生产制造时,工程人员也会采用深度切削技术,但是要快速冷却,避免零部件在高温到低温而引发一系列的反应和意外事故。在钻孔完成之后,还要将钻孔内部碎屑快速清除干净,及时地排出碎屑,才能避免出现堵住钻孔的问题发生,使整个加工制造过程更加顺利,提高生产加工制造的效率。在细长孔零部件的生产制造中,冷却和排屑问题需要被优先的合理处理,否则会影响到整个操作过程的顺序和操作环节的流畅性。
5、目前在普通车床设备进行细长孔加工,机床通常都不具备高压设备,因此很难将冷却液送达细长孔深处进行冷却。在进行机加工时,要想高质量的加工细长轴类零件,通常存在较大的难度,究其原因,主要因为工件比较细长,而且还有着较差的刚性;在进行车削时,会出现麻花形、棱形或者是竹节形;难以从根本上保证工件的椭圆度、锥度等。在普通车床进行细长孔的加工方面需要对于切削的部位进行及时的冷却处理并且把切屑及时排出去,这样才能保证加工工序进行地进行下去,否则就会产生阻塞。在目前常规的冷却方式下切削液是禁止进入切削区域的,在排屑的效果以及冷却效果方面作用有一定的制约性,因此应用范围比较有限。从工件尺寸要求看,l/d≈70,应属超深孔,加工难度不言而喻,即使在专用深孔钻床上用外排屑深孔钻进行加工,其难度也是非常大的。在普通车床上进行加工,主要存在以下困难:
6、(1)工件的精确定位
7、工件的装夹定位,直接关系到钻孔加工精度。深孔加工容易钻偏的原因,除钻具的刚性及加工轴向作用力的大小外,工件的装夹定位也是主要影响因素之一。因此,要根据工件的尺寸要求结合具体的加工设备、工艺方法设计专用的夹具,以解决工件的装夹定位;
8、(2)适用于普通车床的长杆切削钻具超深孔的钻削加工,适用的长杆钻具是必须的。市场上很加工尺寸要求设计适用的长杆钻具难买到适用的超深孔钻具;
9、(3)加工过程中的冷却及排屑问题
10、加工中心用的镗刀,就其切削部分而言,与外圆车刀没有本质的区别,但在加工中心上进行镗孔通常是采用悬臂式的加工,因此要求镗刀有不同的切削条件,镗刀有多种类型。按镗刀的切削刃数量可分为单刀镗刀和双刃镗刀。这类镗刀的刀柄和切削部分做成一体,切削部分以采用硬质合金为主。它只有一个切削刃,结构紧凑简单,体积小,制造容易,可以镗削各类小孔、不通孔和台阶孔。若装在万能刀架或平旋盘滑座上,可以镗削直径较大的孔、端面等。但单刃镗刀刚性差,切削时易起振动。镗孔径的大小要靠调整刀具的悬伸长度来保证,调整麻烦,效率低。深孔加工是指被加工工件的孔深与孔轻之比在5-30之间,因其孔深带来了排屑、冷却润滑和难于观察被加工表面质量的困难:而且刀具易磨损:已加工表面易被切屑划伤,表面质量难于保证,薄壁深孔筒形件易出现中心孔引偏,保证不了孔形直线或产生变形。超深孔的钻削加工过程中,保证切削部位的有效冷却及切屑的连续排出,是加工过程得以持续进行的关键也是防止夹钻及保证钻具使用寿命的关键。常规冷却方法在超深孔加工过程中切削液不能直接注入切削区域冷却效果及排屑效果都没有保证,因而不适用。综上所述,超深细长孔的加工一直是机械加工中的一个难题。
技术实现思路
1、本发明的目的是针对现有技术存在的问题,提供一种冷却降温及润滑效果优异,加工质量及加工效率高,解决细长孔加工的导向问题的精加工细长孔的刀具及工艺方法。
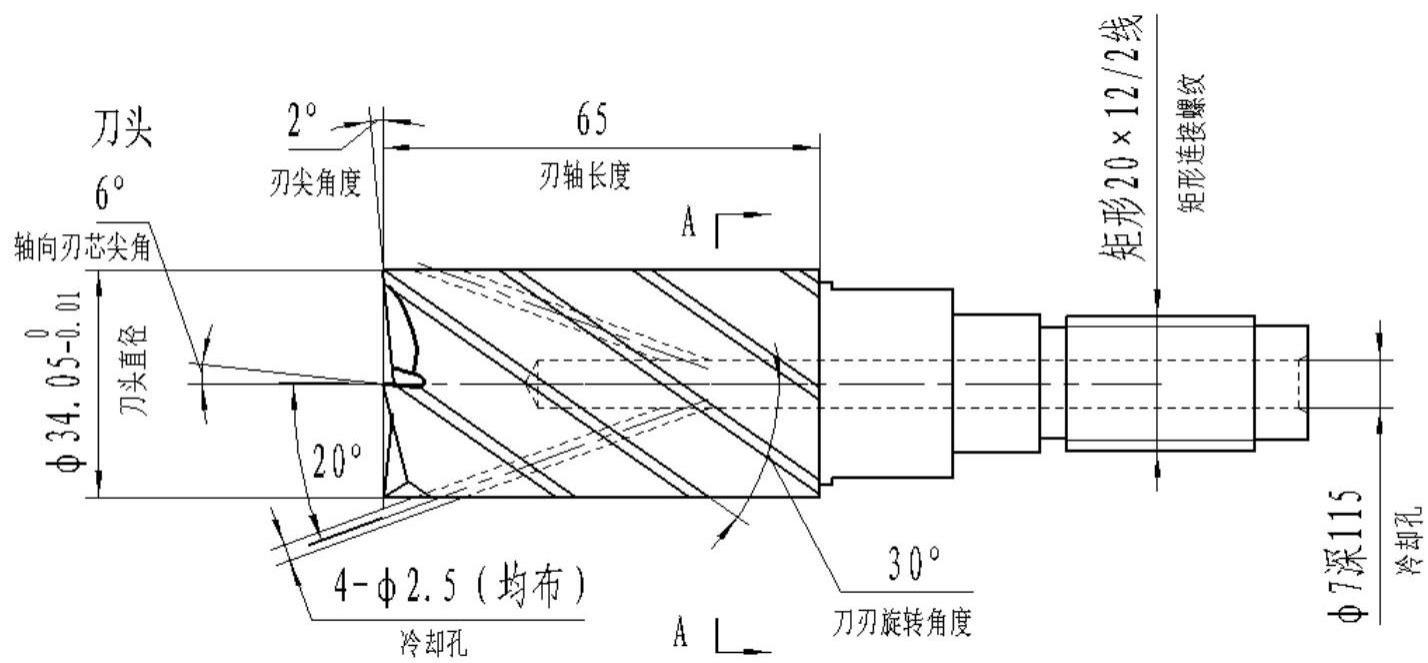
2、本方法解决技术问题采用的技术方案:一种普通车床推镗轴类细长深孔的加工方法,其特征在于:所述方法包括:刀头的设计、刀杆的设计、冷却方式、合理导向的排屑方式;刃轴长度>65,刀头设计:刀头材料采用具有硬度高、耐磨性高及高温硬度高的超硬型高速钢,并采用1220-1250℃淬火+550-600℃回火热处理使其达到66-69洛氏硬度,根据轴类细长深孔加工零件直径尺寸,沿轴向方向制作边刃尖前角≤10°,边刃尖背后旋角≤14°,刃轴母线方向的刀刃旋转角度≤30°,屑槽底≥20°倾斜的均布屑槽刃轴,且刃端刃尖角度≤2°、轴向中心的刃芯尖角≤6°,制作成端刃螺旋齿数z≥4的导向排屑刃群齿镗刀;
3、刀杆的设计:刀杆材料采用硬度>hrc35-40的高强度调质钢,刀杆直径为刃端直径减4-6mm,且同轴过渡交联屑槽刃轴,刀杆前端刀柄部分以矩形体的方式螺纹连接刀头,刀杆杆端制中心孔,刀柄中心制连通屑槽刃轴冷却孔的轴向冷却孔,刀杆以阶梯轴的方式与车床尾座连接,连接部分圆柱铣扁平面,扁铣平面工作长度≥刀头直径的25倍;
4、冷却方式:刀杆直径大小根据其内部冷却孔直径在φ4-φ7范围内调整,刀杆内部的轴向冷却孔接通刀头内部至少4个屑槽刃轴冷却孔,在细长孔加工时,轴类细长深孔加工零件用车床卡盘和中心架安装在车床导轨上,把冷却软管与刀杆段尾轴向冷却孔的马牙扣进行连接,冷却液通过轴控刀柄中心轴向冷却孔及刀头的屑槽刃轴冷却孔直接进入镗削冷却区域进行冷却,刀杆固定在车床刀架上,借助车床刀架和跟刀架的拖动进行推镗镗屑,通过刃轴屑槽把镗屑的分屑、卷屑和断屑及时排出去。
5、本发明相对于现阶段其他孔加工技术具有如下有益效果:
6、本发明为解决加工时冷却问题,在刀杆内部制φ7冷却孔,刀头柄部制φ7冷却孔与刀杆连接,刀头刃部制4-φ2.5孔与柄部制φ7冷却孔接通,加工时冷却液通过刀柄及刀头的冷却孔直接进入冷却区域进行冷却,达到了冷却降温及润滑的效果。刀杆以阶梯轴的方式与车床尾座连接,连接部分圆柱铣扁平面,扁铣平面工作长度≥刀头直径的25倍;避免了深孔加工容易偏的影响因素。根据工件的尺寸要求结合具体的加工设备,通过刀杆固定在车床刀架上,借助车床刀架的拖动进行推镗镗屑的工艺方法不需要设计专用的夹具,解决了工件的装夹定位和细长轴很容易产生弯曲变形,弯曲变形引起工艺系统振动失稳,影响零件的粗糙度的缺陷。从根本上保证了工件的圆柱度。采用轴类细长深孔加工零件用车床卡盘和中心架安装在车床导轨上,克服了细长轴刚性差的不足。
7、本发明从切削的过程中与分屑、卷屑和断屑三方面密切联系,采用导向排屑刃群齿镗刀分屑及断屑的措施来降低切屑容屑系数(切削容积和所切除金属体积之比),刀柄中心制连通屑槽刃轴冷却孔的轴向冷却孔,刀柄中心制连通屑槽刃轴冷却孔的轴向冷却孔,保证了切削部位的有效冷却及切屑的连续排出,并使切削过程稳定,避免了出现切屑开头突然变化和无规律的状态和常规冷却方法在超深孔加工过程中切削液不能直接注入切削区域冷却效果及排屑效果都没有保证的弊端。通过轴向中心≤6°的刃芯尖角,制作成端刃螺旋齿数z≥4的导向排屑刃群齿镗刀刀具及刀杆使用普通车床进行细长孔的半精加工,提高了细长孔加工质量及加工效率。
8、本发明针对由于细长孔的长径比大,刀杆细而长,刚性较低,容易产生振动,并使加工的孔偏斜而影响加工精度和生产效率的问题,在进行扩孔时,通过以原始孔为导向,通过导向排屑刃群齿镗刀刀头刀刃数量制成4刃的刀具,利用有一定刚性,加工推镗时具有一定的校正的功能的阶梯轴刀杆的合理导向,很好的解决了细长孔加工的导向问题。相对于单一钻孔加工,钻孔后使用刀具推镗加工可用校正孔上已有的缺陷,如圆度、直线度误差,从而获得良好的几何精度和表面粗糙度,一般情况下,推镗切削加工后的孔精度可到it10-it11,表面粗糙度ra可达1.6-3.2。
- 还没有人留言评论。精彩留言会获得点赞!