高线精轧传动系统风冷故障及最优风冷的处理系统及方法与流程
本发明涉及钢铁生产,尤其涉及高线精轧传动系统风冷故障及最优风冷的处理系统及方法。
背景技术:
1、高线精轧lci传动系统的功率控制组件由四个功率单元组件构成,在这四个功率组件单元中,发热量特别大,采取的冷却方式为风冷,但是没有精准量化的风冷控制过程诊断,也没有对冷却效果的精准量化分析,同时整个控制过程的故障率很高,一旦发生相应的风冷故障,则会导致相应的精轧机组跳闸,进而导致堆钢;
2、现有技术具体表现在以下几个方面:首先是没有精准量化的风冷控制过程诊断会导致整个风冷通道以及冷却效果的不受控,进而会导致功率组件单元里面的相关元器件烧损,一方面会导致生产的中断和产量的降低,同时会导致精轧传动系统备件成本的增加;然后是没有对冷却效果的精准量化分析会导致整个冷却曲线的不匹配,这样就会导致相关的元器件收到大温差的冲击,进而严重影响相关功率组件单元元器件的使用周期,增加备件成本;最后是整个控制过程的故障率很高会导致生产的过程的不规则性中断,进而导致生产轧制作业率的大幅降低,同时会导致生产轧制现场能源介质的大量浪费,提高吨钢生产成本消耗,因此,本发明提出高线精轧传动系统风冷故障及最优风冷的处理系统及方法以解决现有技术中存在的问题。
技术实现思路
1、针对上述问题,本发明提出高线精轧传动系统风冷故障及最优风冷的处理系统及方法,该高线精轧传动系统风冷故障及最优风冷的处理系统及方法可以确保高线精轧lci传动系统功率组件单元的冷却最优及故障率最低,节约备件成本的消耗以及提高大幅提高生产轧制作业率,同时可以降低生产轧制现场的堆钢,提高产量、降低吨钢生产成本,降低生产轧制现场的能源介质消耗,实现生产成本的大幅降低。
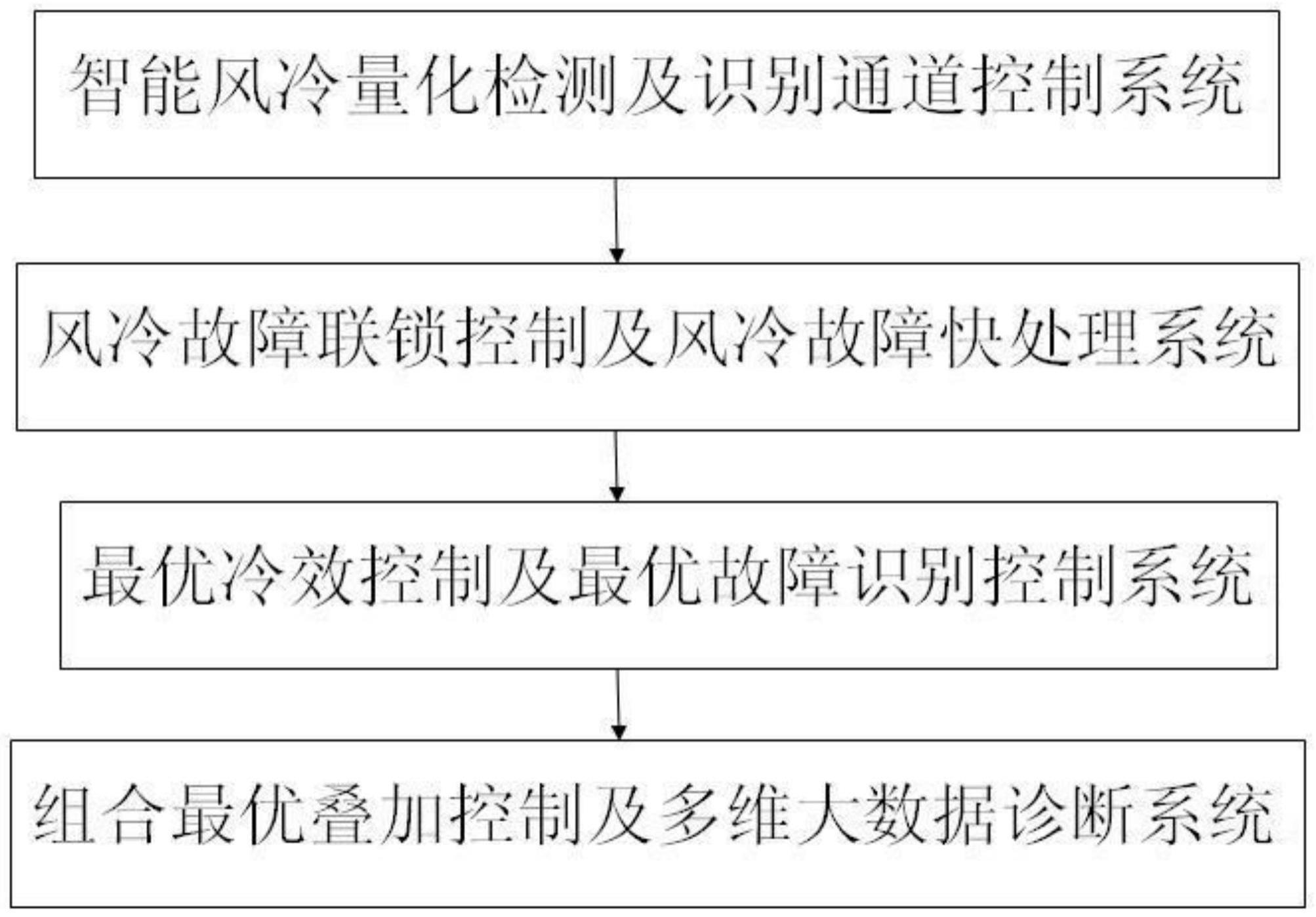
2、为实现本发明的目的,本发明通过以下技术方案实现:高线精轧传动系统风冷故障及最优风冷的处理系统,包括智能风冷量化检测及识别通道控制系统、风冷故障联锁控制及风冷故障快处理系统、最优冷效控制及最优故障识别控制系统、组合最优叠加控制及多维大数据诊断系统,所述智能风冷量化检测及识别通道控制系统,用于对功率单元柜内的风冷循环进行量化采集及量化控制,还用于对精轧传动系统风冷识别通道的输入及终端处理进行过程最优控制;所述风冷故障联锁控制及风冷故障快处理系统,用于将风冷量化识别结果与精轧传动系统的各个运行单元进行控制匹配及控制联锁,还用于对风冷流量通道系统及嵌入式输入匹配控制系统进行动态调节及组合;
3、所述最优冷效控制及最优故障识别控制系统,用于对精轧传动系统功率单元的系统温度进行实时量化的采集,并对所有系统温度大数据进行智能分析诊断及智能化动态调节,还用于对进风识别采集控制系统及量化阀值平衡控制系统进行交叉匹配控制;所述组合最优叠加控制及多维大数据诊断系统,用于对精轧传动系统最优冷却效果量化模型控制系统及精轧传动系统最优故障识别模型控制系统进行输入及输出端的双重叠加控制,还用于对多个控制端的预警控制进行调整,并建立大数据采集库及智能分析系统。
4、进一步改进在于:所述智能风冷量化检测及识别通道控制系统,用于设计功率单元智能风冷量化检测系统,对风冷的精准量化控制;还用于设计精轧传动系统风冷识别通道优化控制系统,对精轧传动系统风冷量化识别最优控制;
5、功率单元指高线精轧lci传动系统的功率控制组件,具体的分柜控制系统为系统一整流控制系统、系统一逆变控制系统、系统二整流控制系统、系统二逆变控制系统;风冷量化检测指通过风管采集及量化识别器进行量化识别,进而对风冷量化识别,为冷却效果的精准量化控制提供支撑;风冷识别通道指由风管采集系统、输入衔接系统、信号识别环节组成的识别通道系统;风冷识别通道的输入及终端处理指基于通道采集及输入信号处理而设计的控制系统;对精轧传动系统风冷量化识别的最优控制指基于效率最优和效果最优的识别过程控制系统。
6、进一步改进在于:智能风冷量化检测及识别通道控制系统由智能风冷量化检测风量识别系统、智能风冷量化检测输入端采集系统、智能风冷量化检测中央控制端处理系统、识别通道量化控制系统、识别通道流畅度调节控制系统、识别通道端口对接控制系统组成。
7、进一步改进在于:所述风冷故障联锁控制及风冷故障快处理系统,用于设计精轧传动系统风冷故障联锁控制系统,对流程化的控制动作进行最优匹配;还用于设计精轧传动系统风冷故障智能快速处理系统,对精轧传动系统风冷故障进行智能处理;
8、风冷故障联锁控制指基于整个精轧传动控制系统的条件识别及条件确认而设计的关联控制系统;风冷量化识别结果指通过风冷识别的数据采集以及数据分析而得到的精确结果;各个运行单元指精轧传动系统的各个运行流程以及各个流程当中的系统组件;风冷故障指在功率单元组件内部,通过风冷冷却后,相关的系统温度无法达到标准的控制范围;故障智能快速处理指基于预设的流程及控制单元,对整个输入端及中间控制端进行智能化的动态调节,进而得到最优的冷却效果。
9、进一步改进在于:风冷故障联锁控制及风冷故障快处理系统由风冷故障联锁控制条件识别系统、风冷故障联锁控制逻辑连接系统、风冷故障联锁控制判断输出系统、风冷故障快速处理风管采集端控制系统、风冷故障快速处理流程衔接端控制系统、风冷故障快速处理综合输出端控制系统组成。
10、进一步改进在于:所述最优冷效控制及最优故障识别控制系统,用于设计精轧传动系统最优冷却效果量化模型控制系统,还用于设计精轧传动系统最优故障识别模型控制系统,对故障识别模型进行最优化控制;
11、最优冷却效果量化模型指基于功率单元实际的系统温度以及冷风通道的精准量化识别而建立的综合控制模型;对精轧传动系统功率单元的系统温度进行实时量化的采集指通过位于功率单元功率组件里面的温度识别器进行精准量化的识别与数据采集;智能化动态调节指通过冷却源头即冷却通道进行多维度的智能调控;最优故障识别模型控制指基于故障流程判断以及故障阀值确认、故障信号诊断而设计的综合识别控制系统;量化阀值平衡控制系统指基于风冷量化识别及输出处理单元的阀值控制及关联输出而设计的控制系统;交叉匹配控制指将各区间的阀值与系统温度进行交叉匹配控制,进而动态调节。
12、进一步改进在于:最优冷效控制及最优故障识别控制系统由最优冷却效果控制系统温度端采集控制系统、最优冷却效果控制数据诊断控制系统、最优冷却效果控制动态调节控制系统、最优故障识别控制阀值控制系统、最优故障识别控制区间优化控制系统、最优故障识别控制集成输出控制系统组成。
13、进一步改进在于:所述组合最优叠加控制及多维大数据诊断系统,用于设计双模型组合最优叠加控制系统,还用于设计多维度可视化预警系统及大数据诊断系统,通过对多个控制端的预警控制进行创新优化,实现多维度智能化预警;
14、双模型组合最优叠加控制指基于两种独立模型的输入输出变量而组合叠加设计的综合控制系统;对双系统进行输入及输出端的双重叠加控制指通过信号叠加及输出叠加的双重叠加通道而实现的双端匹配控制;整体控制效果的最优指即能够确保冷却效果最优又能够确保故障率最低;多维度可视化预警系统指基于多个控制流程以及控制单元而集成化设计的可视化显示预警系统;大数据诊断系统指通过大数据采集及大数据可控化智能诊断而设计的综合诊断系统;大数据采集库及智能分析系统通过实时动态的诊断分析,确保整个功率单元的最优冷却以及最低故障率运行。
15、进一步改进在于:组合最优叠加控制及多维大数据诊断系统由组合最优叠加控制输入端匹配控制系统、组合最优叠加控制输出端匹配控制系统、组合最优叠加控制过程调节控制系统、多维大数据诊断功率端控制系统、多维大数据诊断励磁端控制系统、多维大数据诊断控制端调节系统组成。
16、高线精轧传动系统风冷故障及最优风冷的处理方法,包括以下步骤:
17、步骤一:设计功率单元智能风冷量化检测系统,通过对功率单元柜内的风冷循环进行量化采集及量化控制,进而对风冷量化控制;
18、步骤二:设计精轧传动系统风冷识别通道优化控制系统,通过对精轧传动系统风冷识别通道的输入及终端处理进行过程最优控制,进而对精轧传动系统风冷量化识别进行最优控制;
19、步骤三:设计精轧传动系统风冷故障联锁控制系统,通过将风冷量化识别结果与精轧传动系统的各个运行单元进行控制匹配及控制联锁,进而实现流程化的控制动作最优匹配;
20、步骤四:设计精轧传动系统风冷故障智能快速处理系统,通过对风冷流量通道系统及嵌入式输入匹配控制系统进行动态调节及组合优化,进而对精轧传动系统风冷故障进行智能处理;
21、步骤五:设计精轧传动系统最优冷却效果量化模型控制系统,通过对精轧传动系统功率单元的系统温度进行实时量化的采集,同时对所有系统温度大数据进行智能分析诊断,并进行智能化动态调节,进而确保冷却效果最佳;
22、步骤六:设计精轧传动系统最优故障识别模型控制系统,通过对进风识别采集控制系统及量化阀值平衡控制系统进行交叉匹配控制,进而对故障识别模型进行最优化控制;
23、步骤七:设计双模型组合最优叠加控制系统,通过对精轧传动系统最优冷却效果量化模型控制系统及精轧传动系统最优故障识别模型控制系统进行输入及输出端的双重叠加控制,进而最优控制整体;
24、步骤八:设计多维度可视化预警系统及大数据诊断系统,通过对多个控制端的预警控制进行调整,同时建立大数据采集库及智能分析系统,进而实现多维度智能化预警。
25、本发明的有益效果为:
26、1、本发明对风冷精准量化控制,对精轧传动系统风冷量化识别最优控制,对流程化的控制动作进行最优匹配,对精轧传动系统风冷故障进行智能快速处理,对精轧传动系统功率单元的系统温度进行实时量化的采集并智能分析诊断、调节,对进风识别采集控制系统及量化阀值平衡控制系统进行交叉匹配控制,对精轧传动系统进行输入及输出端的双重叠加控制,对多个控制端进行多维度智能化预警,综上,可以确保高线精轧lci传动系统功率组件单元的冷却最优及故障率最低,节约备件成本的消耗以及提高大幅提高生产轧制作业率,同时可以降低生产轧制现场的堆钢,提高产量、降低吨钢生产成本,降低生产轧制现场的能源介质消耗,实现生产成本的大幅降低。
27、2、本发明通过对识别处理及量化转接进行创新设计,实现了对精轧lci传动系统功率单元风冷控制的精准量化识别;通过对逻连接以及判断输出进行创新设计,实现了对联锁保护及故障快速处理的最优控制;通过对双优控制环节进行创新设计,实现了对效果把控以及故障诊断的最优化控制;通过对叠加组合方式以及数据诊断模型进行创新设计,实现了对组合叠加控制的最优控制。
- 还没有人留言评论。精彩留言会获得点赞!